

ЛЕКЦИЯ №10
Разливка стали
Существует:
1)непрерывная разливка стали 2)разливка в изложницы.
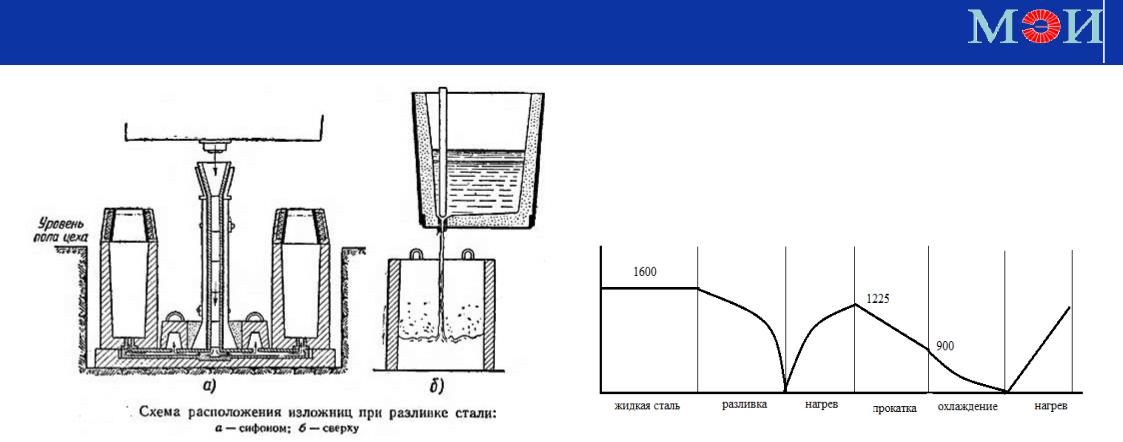
Разливка в изложницы
Жидкая сталь сливается из печи в разливочный ковш, который представляет собой железный кожух, выложенный внутри огнеупорным материалом (шамотом).
Существуют два способа разливки стали в изложницы:
•сверху – отдельно в каждую изложницу
•снизу – сифонным способом.
Для разливки стали применяют чугунные формы различного профиля, в зависимости от назначения слитка, называемые изложницами.
Для прокатки и поковки чаще всего применяют квадратные изложницы, расширяющиеся кверху, или конические.
1
С точки зрения энергосбережения разливка в изложницы не является разумным решением, поскольку при этом существуют потери энергии, с которыми невозможно бороться.
Непрерывная разливка стали
В настоящее время способом непрерывной разливки разливают около 83% выплавляемой в мире стали, а в развитых странах до 97% производимой стали.
Наиболее распространен способ непрерывной разливки, заключающийся в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна — кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной. Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на куски определенной длины.

1 — кристаллизатор, 2 — жидкий металл, 3 — затвердевший металл, 4 — опорный ролик, 5 — форсунка для подачи распыленной воды на слиток, 6 — тянущие валки.
Можно выделить два участка активного охлаждения — кристаллизатор и зону вторичного охлаждения.
Заливаемый в кристаллизатор металл при контакте с его медными водоохлаждаемыми стенками переохлаждается и затвердевает, образуя корку слитка требуемой конфигурации.
Рис. Принципиальная схема непрерывной разливки с вытягиванием затвердевающего слитка из кристаллизатора.
Глубина лунки
Длина зоны вторичного охлаждения составляет 80—100 % глубины лунки жидкого металла в слитке. Эту глубину (м) приближенно определяют по эмпирической формуле:
L = Ka2v
где а — толщина отливаемого слитка, м; v — скорость вытягивания слитка, м/мин; К— |
|
коэффициент, зависящий от величины отношения ширины b к толщине а слитка (при величине b/ |
|
а, равной 1, 2, 3, 4, 6 и более, величина К соответственно составляет 240, 290, 320, 332 и 340 |
|
мин/м2). |
3 |
|

Толщину корки (см) можно определить по формуле:
k или k l / v ,
где τ – длительность затвердевания, мин; l – расстояние от данной точки до уровня металла в кристаллизаторе, м; v – скорость разливки, м/мин; k – коэффициент затвердевания, изменяющийся от 2,3 до 3,3 см/мин0,5 (величина k уменьшается при увеличении сечения слитка и зависит также от состава стали и ряда условий охлаждения).
Существуют установки непрерывной разливки стали:
•вертикальные;
•криволинейные и радиальные;
•с изгибом слитка;
•горизонтальные.
Рис. Вертикальная разливка и разлив с изгибом.
Рис. Схема горизонтальной УНРС
4
Преимущества непрерывной разливки.
1)Непрерывная разливка обеспечивает непрерывность технологического процесса, что является одной из фундаментальных предпосылок энергосбережения.
2)Непрерывная разливка имеет потенциал для экономии топлива, так как она устраняет стадию разливки в изложницы и последующую прокатку на прокатных станах (обжимные, блюминги, слябинги).
3)Непрерывная разливка исключает необходимость подготовки составов с изложницами.
4)Разливка на профиль, близкий к конечному, существенно снижает энергозатраты на деформацию заготовки и расходный коэффициент металла на прокат.
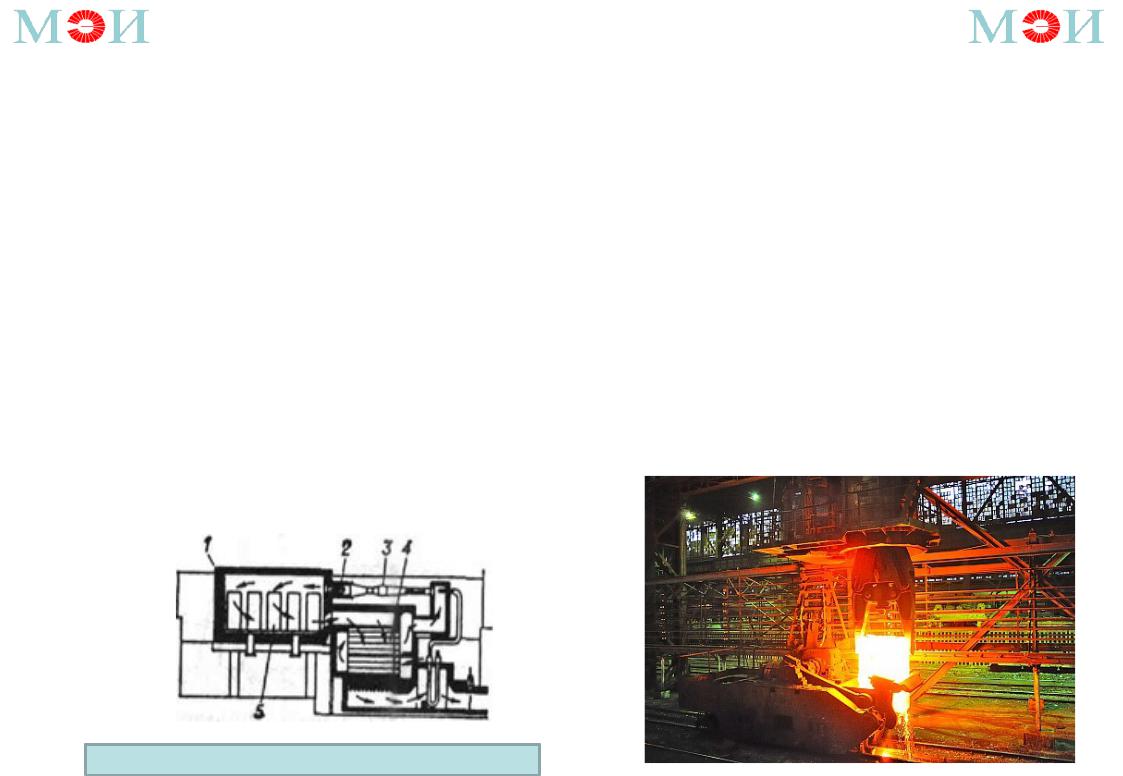
Прокатное производство
В прокатном производстве используются
нагревательные колодцы и методические печи.
Рис.Нагревательный колодец |
5 |
|
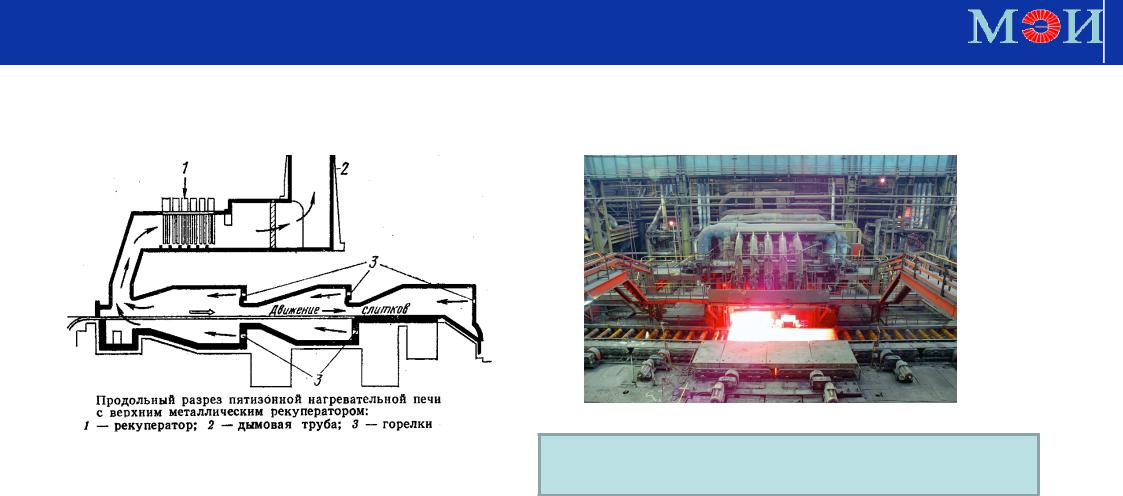
Методическая печь – печь для нагрева металлических заготовок перед прокаткой, ковкой или штамповкой.
Рис. Методическая двурядная нагревательная семизонная печь
Заготовки проходят последовательно 3 теплотехнические зоны: 1)методическую (зону предварительного подогрева); 2)сварочную (зону нагрева); 3)томильную (зону выравнивания температур в заготовке).
6

Основные направления экономии энергии в нагревательных печах:
1)максимально возможная регенерация теплоты уходящих газов на подогрев воздуха для горения топлива, при низкой Qрн и подогрев топлива;
2)использование физической теплоты заготовок за счет увеличения доли и температуры горячего посада металла в печь; 3)снижение потерь теплоты через кладку печей за счет применения эффективных теплоизоляционных материалов;
4)перевод охлаждаемых элементов на испарительное охлаждение с использованием этой теплоты для выработки других энергоносителей, например электроэнергии; 5)утилизация теплоты металлопроката и использование ее для различных смежных целей.
7

Спасибо за внимание!!!
СПАСИБО ЗА ВНИМАНИЕ!!!
8