

Инструментальное оснащение технологических процессов металлообрабо
..pdfПродолжение табл. 9 . 2
Абразивный материал, |
Абразивный инструмент |
Область применения |
|||||||||
марка |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Алмазные микропо- |
Свободное зерно, пасты, |
Доводка |
и |
полировка |
|||||||
рошки: |
|
шкурки, |
|
полировочные |
сверхтвердых |
труднооб- |
|||||
АМ, АСМ, АН, АСН |
диски. |
|
|
|
рабатываемых |
материа- |
|||||
АМ1, АМ5, |
АСМ1, |
То же |
|
|
|
лов, керамики, алмазов. |
|||||
АСМ5 |
|
|
|
|
|
Сверхтонкая |
доводка и |
||||
|
|
|
|
|
|
полирование |
|
|
|
||
Кубический |
нитрид |
Свободное зерно, пасты, |
Окончательная обработка |
||||||||
бора: К01, К02, К05 и |
шкурки, |
|
полировочные |
высокоточных |
заготовок |
||||||
др. |
|
диски |
|
|
|
из подшипниковых, ин- |
|||||
|
|
|
|
|
|
струментальных |
и |
труд- |
|||
|
|
|
|
|
|
нообрабатываемых |
зака- |
||||
|
|
|
|
|
|
ленных сталей |
|
|
|
||
Электрокорунд |
нор- |
Свободное |
зерно, |
пасты, |
Предварительное шлифо- |
||||||
мальный: |
|
круги, сегменты, |
инстру- |
вание |
стальных |
загото- |
|||||
12А, 13А |
|
менты |
на |
органической |
вок. Отделочные |
работы |
|||||
|
|
связке |
|
|
|
свободным абразивом |
|||||
14А |
|
Инструменты на |
органи- |
Шлифование |
стальных |
||||||
|
|
ческих и неорганических |
заготовок |
|
|
|
|
||||
|
|
связках |
бруски, шкурка, |
|
|
|
|
|
|
||
I5A, 16A |
|
Круги, |
Шлифование и отделка |
||||||||
|
|
пасты. |
Инструменты на |
стальных заготовок неза- |
|||||||
|
|
органической связке |
крепленными |
зернами, |
|||||||
|
|
|
|
|
|
пастами, брусками |
|
||||
Электрокорунд белый: |
Свободное зерно, |
пасты, |
То же |
|
|
|
|
|
|||
22А |
|
круги, бруски. |
|
|
|
|
|
|
|
||
23А, 24А |
|
Круги, |
бруски, шлифо- |
Шлифование |
закаленных |
||||||
|
|
вальная |
шкурка. Инстру- |
стальных заготовок. От- |
|||||||
|
|
менты на всех связках |
делочные работы шлифо- |
||||||||
|
|
|
|
|
|
вальной шкуркой. |
|
||||
25А |
|
Круги, |
бруски, |
шлифо- |
Скоростное шлифование, |
||||||
|
|
вальная |
шкурка. Инстру- |
доводка стальных зака- |
|||||||
|
|
менты |
на |
керамической |
ленных |
заготовок. |
Шли- |
||||
|
|
связке |
|
|
|
фование |
труднообраба- |
||||
|
|
|
|
|
|
тываемых материалов |
|||||
Электрокорунд хроми- |
Свободное зерно, пасты, |
Шлифование, доводка и |
|||||||||
стый: |
|
круги, бруски |
|
отделочная обработка из- |
|||||||
32А, ЗЗА, 34А |
|
|
|
|
|
делий |
из |
углеродистых, |
|||
|
|
|
|
|
|
конструкционных сталей |
|||||
211

Продолжение табл. 9 . 2
Абразивный материал, |
Абразивный инструмент |
|
Область применения |
|||||
марка |
|
|||||||
|
|
|
|
|
|
|
|
|
Электрокорунд тита- |
Круги, |
сегменты. |
Инст- |
Скоростное |
шлифование |
|||
нистый: 37А |
рументы на |
бакелитовой |
стальных заготовок |
|||||
|
и керамической связках |
|
|
|
|
|||
Электрокорунд цирко- |
Круги, |
сегменты. |
Инст- |
Предварительное силовое |
||||
ниевый: 38А |
рументы на |
бакелитовой |
шлифование |
стальных |
||||
|
связке |
|
|
|
|
заготовок |
|
|
Монокорунд: |
Свободное зерно, пасты, |
Шлифование |
и |
заточка |
||||
43А |
круги, бруски, шкурки. |
труднообрабатываемых |
||||||
|
Инструменты |
на керами- |
сталей и сплавов. |
|
||||
|
ческой связке. |
|
|
|
|
|
||
44А, 45А |
Бруски, |
шлифовальная |
Отделка и доводка сталь- |
|||||
|
шкурка |
|
|
|
|
ных заготовок |
|
|
Электрокорунд хромо- |
|
|
|
|
|
Получистовое и чистовое |
||
титанистый: |
|
|
|
|
|
шлифование |
закаленных |
|
91А, 92А |
Круги. |
Инструменты |
на |
стальных заготовок |
||||
|
всех связках. |
|
|
|
|
|
|
|
93А, 94А |
Круги. |
Инструменты |
на |
Шлифование |
закаленных |
|||
|
керамической и бакелито- |
и незакаленных стальных |
||||||
|
вой связках. |
|
|
|
заготовок кругами. |
|||
|
Свободное зерно, пасты |
|
Отделка и доводка чу- |
|||||
|
|
|
|
|
|
гунных заготовок, а так- |
||
|
|
|
|
|
|
же заготовок из цветных |
||
|
|
|
|
|
|
металлов и их сплавов |
||
Карбид кремния чер- |
Круги, бруски, сегменты, |
Обработка заготовок из |
||||||
ный: |
шлифовальная шкурка. |
|
чугуна, цветных металлов |
|||||
52С, 53С, 54С, 55С |
Инструменты |
на |
всех |
и вольфрамовых твердых |
||||
|
связках |
|
|
|
|
сплавов |
|
|
Карбид кремния зеле- |
Свободное зерно, пасты, |
Обработка заготовок из |
||||||
ный: |
круги, бруски, шкурка. |
|
чугуна, алюминия, меди, |
|||||
62С, 64С |
Инструменты |
на |
всех |
гранита, мрамора. |
|
|||
|
связках. |
|
|
|
|
|
|
|
63С |
То же |
|
|
|
|
Обработка |
титановых, |
|
|
|
|
|
|
|
титанотанталовых |
твер- |
|
64С |
Круги, бруски, сегменты, |
дых сплавов. Отделка и |
||||||
|
шлифовальная шкурка. |
|
доводка поверхностей за- |
|||||
|
Свободное зерно, бруски, |
готовок. |
|
|
||||
|
круги на керамической |
Скоростное |
шлифование |
|||||
|
связке |
|
|
|
|
заготовок из чугуна |
||
212

|
|
|
|
|
|
|
Окончание табл. 9 . 2 |
||
|
|
|
|
|
|
|
|
||
Абразивный материал, |
Абразивный инструмент |
|
Область применения |
||||||
марка |
|
|
|||||||
|
|
|
|
|
|
|
|||
Смесьиззеленого (60 %) |
Круги, бруски, |
сегменты, |
Обработка заготовок из |
||||||
черного (40 %) карбида |
шлифовальная шкурка. |
|
твердых сплавов, чугунов |
||||||
кремния |
|
|
|
|
|
|
и цветных металлов |
||
Карбид бора: |
|
|
Свободное зерно, пасты |
|
Шлифование, |
отделка, |
|||
КБ |
|
|
|
|
|
|
доводка незакрепленным |
||
|
|
|
|
|
|
|
|
зерном деталей из твер- |
|
|
|
|
|
|
|
|
|
дых сплавов и чугунов |
|
|
|
|
|
|
|
|
|
Таблица 9 . 3 |
|
Марки абразивных материалов зарубежных производителей |
|||||||||
|
|
|
|
|
|
|
|
|
|
Марка |
|
|
|
Материал |
|
|
|
Страна, фирма |
|
А |
|
|
Электрокорунд |
|
|
|
|
|
|
С |
|
|
Карбид кремния |
|
|
|
ISO 525 |
|
|
D |
|
|
|
Алмаз |
|
|
|
|
|
В |
|
|
Кубический нитрид бора |
|
|
|
|
|
|
AS |
|
|
Электрокорунд |
|
|
|
Naxos-Union |
|
|
CS |
|
|
Карбид кремния |
|
|
(Германия, DIN 69100) |
|||
ЕК |
|
|
Электрокорунд белый |
|
|
|
|
|
|
NК |
|
Электрокорунд нормальный |
|
|
|
|
|||
SiC |
|
|
Карбид кремния зеленый |
|
|
|
|
|
|
38А |
|
|
Электрокорунд белый |
|
|
|
Norton (США) |
|
|
А, 16А |
|
Электрокорунд нормальный |
|
|
|
|
|||
39C |
|
|
Карбид кремния зеленый |
|
|
|
|
|
|
37C |
|
|
Карбид кремния черный |
|
|
|
|
|
|
АА |
|
|
Электрокорунд белый |
|
|
Carborundum (США) |
|||
А |
|
Электрокорунд нормальный |
|
|
|
|
|||
5А |
|
Электрокорунд хромистый |
|
|
|
|
|||
GC |
|
|
Карбид кремния зеленый |
|
|
|
|
|
|
С |
|
|
Карбид кремния черный |
|
|
|
|
|
|
AW |
|
|
Электрокорунд белый |
|
Universal Crinding Wheel |
||||
А |
|
Электрокорунд нормальный |
|
|
(Великобритания) |
||||
С |
|
|
Карбид кремния зеленый |
|
|
|
|
|
|
ВС |
|
|
Карбид кремния черный |
|
|
|
|
|
|
ЕКW |
|
|
Электрокорунд белый |
|
|
|
Tyrolit (Австрия) |
|
|
NK |
|
Электрокорунд нормальный |
|
|
|
|
|||
С |
|
|
Карбид кремния зеленый |
|
|
|
|
|
|
IC |
|
|
Карбид кремния черный |
|
|
|
|
|
|
213
|
|
Окончание табл. 9 . 3 |
|
|
|
Марка |
Материал |
Страна, фирма |
WA |
Электрокорунд белый |
Dijet (Япония) |
A, А40 |
Электрокорунд нормальный |
|
GC |
Карбид кремния зеленый |
|
С |
Карбид кремния черный |
|
Зернистость абразивных материалов. Зернистость характери-
зует размеры основной фракции абразивных зерен, выраженных линейными размерами. Абразивные зерна определенной зернистостью получаются путем разделения продуктов дробления абразивов по размерам. Подразделение абразивных материалов в зависимости от их размеров на группы приведено в табл. 9.4.
Зернистость шлифзерна и шлифпорошков обозначают цифровым индексом, равным 0,1 размера ячейки сита в микрометрах, на котором задерживаются зерна основной фракции. Зернистость микропорошков обозначают буквенным индексом М и цифровым индексом, равным верхнему пределу размеров зерен основной фракции в микрометрах.
|
Таблица 9 . 4 |
|
Зернистость абразивных материалов по группам |
||
|
|
|
Наименование группы |
Обозначение зернистости (номера) |
|
зернистости |
||
|
||
Шлифзерно |
200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16 |
|
Шлифпорошки |
12; 10; 8; 6; 5; 4; 3 |
|
Микропорошки |
М63; М50; М40; М28; М20; М14 |
|
Тонкие микропорошки |
М10; М7; М5 |
|
В зависимости от процентного содержания зерен основной фракции (высокое, повышенное, нормальное или допустимое − в такой последовательности уменьшается содержание основной фракции) номер зернистости дополнительно обозначается буквенным индексом В, П, Н, Д. Абразивные материалы с содержанием основной фракции В и П используют для кругов класса точности АА; В, П и Н − для кругов класса А; В, П, Н и Д − для кругов класса Б.
В отличие от России в странах, входящих в Европейскую организацию изготовителей абразивов (FEPA), приняты другие стандарты для обозначения зернистостей абразивных материалов
(табл. 9.5).
214
|
|
|
|
|
|
Таблица 9 . 5 |
||
|
Зернистость абразивных материалов по ISO и FЕРА |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
ISO 8486-86 |
|
|
||
ГОСТ 3647-80 |
|
FЕРА 42L |
|
|
||||
Ряд F (круги, головки, сегмен- |
Ряд Р (шкурки, ленты, поли- |
|||||||
|
|
|
||||||
|
|
|
ты, бруски) |
ровальные диски) |
||||
Зернис- |
|
Размер |
Обозначе- |
Средний размер |
Обозначе- |
|
Размер |
|
тость |
|
зерен, мкм |
ние |
зерен, мкм |
ние |
|
зерен, мкм |
|
|
|
|
|
Шлифовальное зерно |
|
|
|
|
200 |
|
2500…2000 |
F10 |
2360…2000 |
– |
|
– |
|
160 |
|
2000…1600 |
F 12 |
2000…1700 |
Р12 |
|
2000…1700 |
|
125 |
|
1600…1250 |
F 16 |
1400…1180 |
Р20 |
|
1400…1180 |
|
100 |
|
1250…1000 |
F 20 |
1180…1000 |
– |
|
1000…850 |
|
80 |
|
1000…800 |
F 24 |
850…710 |
Р30 |
|
850…710 |
|
63 |
|
800…630 |
F 30 |
710…600 |
– |
|
710…600 |
|
|
|
|
|
|
|
|
|
|
50 |
|
630…500 |
F 36 |
600…500 |
Р36 |
|
600…500 |
|
40 |
|
500…400 |
F 40 |
425…355 |
Р40 |
|
425…355 |
|
32 |
|
400…320 |
F 54 |
355…300 |
Р50 |
|
355…300 |
|
25 |
|
320…250 |
F 60 |
300…250 |
Р60 |
|
300…250 |
|
20 |
|
250…200 |
F 70 |
250…212 |
Р80 |
|
– |
|
16 |
|
200…160 |
F 80 |
212…180 |
– |
|
212…180 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифовальные порошки |
|
|
|
||
12 |
|
160…125 |
F 100 |
180…125 |
Р120 |
|
180…125 |
|
10 |
|
125…100 |
F 120 |
125…106 |
Р150 |
|
125…106 |
|
8 |
|
100…80 |
F 150 |
106…65 |
Р180 |
|
106…65 |
|
6 |
|
80…63 |
F 180 |
90…63 |
Р220 |
|
75…63 |
|
5 |
|
63…50 |
F 220 |
75…53 |
– |
|
– |
|
|
|
|
|
|
|
|
|
|
4 |
|
50…40 |
– |
– |
– |
|
– |
|
|
|
|
|
|
|
|
|
|
3 |
|
40…28 |
– |
– |
– |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Микропорошки |
|
|
|
|
М63 |
|
63…50 |
F 230 |
53 ± 3,0 |
Р240 |
|
58,5 ± 2,0 |
|
М50 |
|
50…40 |
F 240 |
44,5 ± 2,0 |
Р320 |
|
46,5 ± 1,5 |
|
М40 |
|
40…28 |
F 280 |
36,5 ± 1,5 |
Р400 |
|
35 ± 1,5 |
|
М28 |
|
28…20 |
F 360 |
22,8 ± 1,5 |
Р800 |
|
25,8 ± 1,0 |
|
М20 |
|
20…14 |
F 400 |
17,3 ± 1,0 |
Р1000 |
|
18,3 ± 1,0 |
|
М14 |
|
14…10 |
F 500 |
12,8 ± 1,0 |
Р1200 |
|
13,5 ± 1,0 |
|
М10 |
|
10…7 |
F 600 |
9,3 ± 1,0 |
– |
|
– |
|
М7 |
|
7…5 |
F 800 |
6,5 ± 1,0 |
– |
|
– |
|
М5 |
|
5…3 |
F 1000 |
4,5 ± 0,8 |
– |
|
– |
|
215
Алмазные порошки по ГОСТ 9206-80 представляют собой совокупность алмазных зерен различной величины. В зависимости от метода их получения они подразделяются: на шлифпорошки (размер зерен 2500…40 мкм), микропорошки (размер зерна 60…1 мкм и менее), субмикропорошки (размер зерен 1,0…0,1 мкм и ме-
нее) (табл. 9.6).
Таблица 9 . 6
Зерновой состав алмазных порошков
|
Шлифпорошки |
|
Микропорошки |
Субмикропо- |
Широкий диапа- |
Узкий диапазон |
Узкий диапазон |
||
зон зернистостей |
зернистостей |
зернистостей |
|
рошки |
|
|
|||
2500/1600 |
2500/2000 |
315/250 |
60/40 |
0,7/0,3 |
1600/1000 |
2000/1600 |
250/200 |
40/28 |
0,5/0,1 |
1000/630 |
1600/1250 |
200/160 |
28/20 |
0,3/0 |
630/400 |
1250/1000 |
160/125 |
20/14 |
0,1/0 |
400/250 |
1000/800 |
125/100 |
14/10 |
|
250/160 |
800/630 |
100/80 |
10/7 |
|
160/100 |
630/500 |
80/63 |
7/5 |
|
100/63 |
500/400 |
63/50 |
5/3 |
|
63/40 |
400/315 |
50/40 |
3/2 |
|
|
|
|
2/1 |
|
|
|
|
1/0 |
|
Зернистость алмазов и других сверхтвердых материалов обозначают дробью. Для шлифпорошков числитель дроби соответствует размеру стороны ячейки сита в свете, при котором зерна основной фракции проходят через сито, знаменатель − размеру стороны ячейки сита в свете, при котором зерна задерживаются на сите. Для микропорошков и субмикропорошков числитель дроби соответствует наибольшему размеру зерен основной фракции, знаменатель − наименьшему размеру зерен этой фракции.
В зависимости от размеров ячеек верхнего и нижнего сит зернистость шлифпорошков соответствует узкому или широкому диапазону (табл. 9.7).
Алмазные микропорошки и субмикропорошки нормальной абразивной способности из природных и синтетических алмазов обозначаются буквами АМ и АСМ соответственно, а повышенной абразивной способности – буквами АН и АСН. К обозначению субмикропорошков добавляют цифры, обозначающие процентное содержание зерен крупной фракции (АМ1, АМ5, АСМ1, АСМ5).
216

|
|
|
|
|
Таблица 9 . 7 |
|
Зерновой состав алмазных шлифпорошков |
||||
|
|
|
|
|
|
|
Крупная фракция |
Основная фракция |
Мелкая фракция |
||
Зернистость, |
Проходит че- |
Задерживается на |
Задерживается на |
Может проходить |
|
мкм |
рез сито 100 % |
|
сите не >15 % |
сите не < 70 % |
через сито не > 3 % |
|
Широкий диапазон зернистостей |
||||
|
|
||||
2500/1600 |
2000 |
|
2500 |
1600 |
1250 |
|
|
|
|
|
|
1600/1000 |
1600 |
|
1600 |
1000 |
800 |
|
|
|
|
|
|
1000/630 |
1000 |
|
1000 |
630 |
500 |
630/400 |
630 |
|
630 |
400 |
320 |
400/250 |
500 |
|
400 |
250 |
200 |
250/160 |
315 |
|
250 |
160 |
125 |
160/100 |
200 |
|
160 |
100 |
80 |
100/63 |
125 |
|
100 |
63 |
50 |
63/40 |
80 |
|
63 |
40 |
- |
|
|
|
|
|
|
Обозначение размеров зерен алмазов и кубического нитрида бора по FEPA и ISO приведено в табл. 9.8.
|
|
|
Таблица 9 . 8 |
Обозначение порошков алмаза и КНБ |
|||
|
по международным стандартам |
||
|
|
|
|
ГОСТ 3647-80 |
|
ISO 565 |
FEPA |
Зернистость |
|
Размеры ячеек сит, мкм |
Обозначение зернистости |
(узкий диапазон) |
|
(узкий диапазон) |
|
|
|
||
1250/1000 |
|
1180/1000 |
D1181 |
|
|
|
|
1000/800 |
|
1000/850 |
D1001 |
|
|
|
|
800/630 |
|
850/710 |
D851 |
|
|
|
|
|
|
710/600 |
D711 |
|
|
|
|
630/500 |
|
600/500 |
D601 |
|
|
|
|
500/400 |
|
500/425 |
D501 |
|
|
|
|
400/315 |
|
425/355 |
D426 |
|
|
355/300 |
D356 |
315/250 |
|
300/250 |
D301 |
250/200 |
|
250/212 |
D251 |
200/160 |
|
212/180 |
D213 |
160/125 |
|
180/150 |
D181 |
|
|
|
|
|
|
150/125 |
D151 |
|
|
|
|
125/100 |
|
125/106 |
D126 |
|
|
|
|
100/80 |
|
106/90 |
D107 |
|
|
|
|
80/63 |
|
90/75 |
D91 |
|
|
|
|
217

|
|
Окончание табл. 9 . 8 |
|
|
|
|
|
ГОСТ 3647-80 |
ISO 565 |
FEPA |
|
Зернистость |
Размеры ячеек сит, мкм |
Обозначение зернистости |
|
(узкий диапазон) |
(узкий диапазон) |
||
|
|||
|
75/63 |
D76 |
|
63/50 |
63/53 |
D64 |
|
50/40 |
53/45 |
D54 |
|
|
45/38 |
D46 |
9.2. Выбор схемы обработки деталей абразивными инструментами
В зависимости от вида обработки, формы и расположения обрабатываемой поверхности используются различные технологические схемы абразивной обработки наружных и внутренних поверхностей вращения. Наибольшее распространение получило круглое наружное, круглое внутреннее, бесцентровое шлифование и хонингование.
Круглое наружное шлифование представляет собой процесс обработки заготовок шлифовальным кругом в центрах или патроне. Существует три схемы шлифования:
–шлифование с продольной подачей (рис. 9.1);
–шлифование врезанием (рис. 9.2);
–шлифование комбинированным способом.
Шлифование с продольной подачей применяется при предварительной и окончательной обработке длинных заготовок. Процесс заключается в подводе круга без шлифования на заданную глубину и продольной (вдоль оси изделия) его подаче.
Â
DS пр
a |
x |
D d |
l |
B |
|
DS |
|
пр |
|
a |
|
d |
D |
l |
|
Рис. 9.1. Наружное круглое шлифование методом продольной подачи
218
D S вр |
|
a |
|
d |
D |
l |
|
Рис. 9.2. Наружное круглое шлифование методом радиальной подачи
Схема шлифования врезанием реализуется при непрерывной подаче инструмента на заготовку до требуемого размера.
Схема комбинированной обработки заключается в подводе круга с врезанием в изделие на некоторую глубину и последующей обработке с продольной подачей.
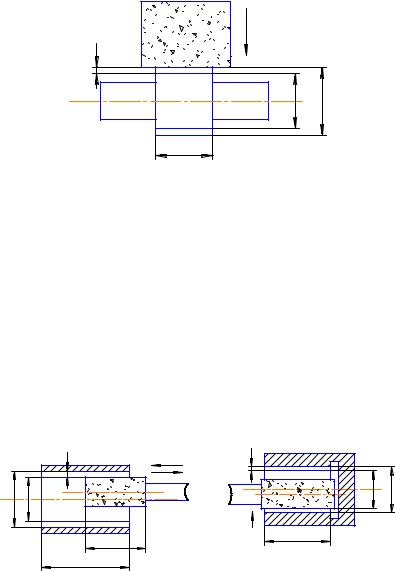
Внутреннее шлифование осуществляется с продольной и радиальной подачами (рис. 9.3). В первом случае шлифовальный круг или головка и обрабатываемое изделие вращаются вокруг своих осей, возвратно-поступательное перемещение вдоль оси изделия совершает либо круг, либо изделие со скоростью продольной подачи. Подача на глубину производится в конце хода или двойного хода. Диаметр круга выбирается из соотношения D k =
(0,6…0,8) |
d. |
|
|
a |
DS пр |
D d |
|
|
|
|
B |
|
|
l |
|
|
а |
a |
|
|
|
d |
D |
р |
|
|
в |
|
|
S |
l |
|
D |
|
б
Рис. 9.3. Внутреннее круглое шлифование методами продольной (а) и радиальной (б) подачи
219

Наружное и внутреннее шлифование торцов (рис. 9.4) осуществляется по схеме врезного шлифования. Процесс реализуется при трех движениях: вращательном заготовки, вращательном и поступательном (вдоль оси) инструмента.
|
DS пр |
DS пр |
|
|
|
D |
d |
|
|
a |
a |
|
|
Рис. 9.4. Наружное и внутреннее шлифование торцов методом врезания
Бесцентровое наружное шлифование заготовок (рис. 9.5) характеризуется базированием по наружной поверхности вращения заготовки. Привод вращения изделия осуществляется от ведущего круга, передающего момент вращения за счет трения, привод подачи – за счет принудительного перемещения круга или за счет наклона его оси к оси обрабатываемой заготовки. Оба круга, шлифующий и ведущий, вращаются в одну сторону, но с разными окружными скоростями: ведущий круг имеет скорость в 60…100 раз меньше шлифующего. Опорой обрабатываемой заготовки является направляющий нож, который может располагаться так, чтобы центр заготовки находился выше или ниже линии центров инструментов. Для тонких длинных заготовок центры их вращения должны быть ниже линии центров кругов.
Хонингование (рис. 9.6) представляет собой процесс отделочной обработки, как правило, отверстий, при которой инструменту сообщается вращательное и возвратно-поступательное перемещение. Шлифующими элементами в этом процессе являются абразивные бруски, закрепленные в сборном инструменте. Обрабатываются отверстия диаметром 2 мм и более с отклонениями от цилиндричности до 5 мкм и шероховатостью Ra = 0,32…0,63 мкм.
Плоское шлифование является одним из самых распространенных видов абразивной обработки. Различают плоское шлифование торцом круга (рис. 9.7) и периферией круга (рис. 9.8).
220