

Инструментальное оснащение технологических процессов металлообрабо
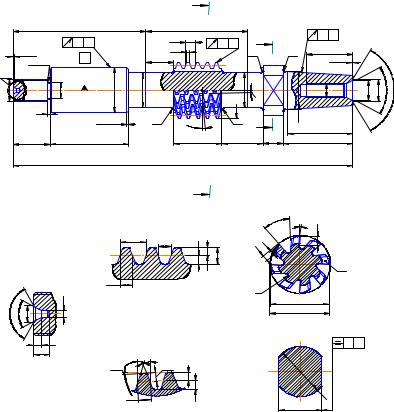
..pdfНа рис. 8.5 представлена червячная фреза для нарезания цилиндрических зубчатых колес, в основу которой положен конволютный червяк с прямолинейным профилем в нормальном к витку сечении.
î
a ' d
À
À
Px
Sx |
|
h |
|
r1 |
1 |
|
d |
l1 |
l1 |
d0 |
d2 |
|
|
|
|
R
gòî
ï. |
|
L1 |
|
|
L |
|
Профиль зубьев в нормальном сечении |
|
|
P0 |
å0 |
|
|
pa |
a |
|
p0 |
0 |
S0 |
a |
g
l |
|
Q |
H |
|
K K |
|
Z |
|
1 |
|
|
|
|
|
|
f•45Å |
|
|
|
2 фаски |
|
|
|
lmo |
|
|
f1 |
|
|
|
r |
|
r |
|
|
f•45Å |
d'a |
|
|
2 фаски |
|
|
|
|
|
|
â |
|
|
À |
d |
|
|
|
|
по профилю |
|
|
|
ha0 |
h0 |
hf0 |
Рис. 8.5. Червячная фреза для нарезания цилиндрических зубчатых колес
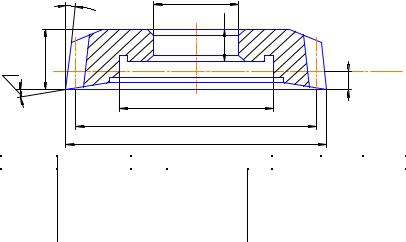
Выбор архимедова червяка в качестве основного предусматривает задание прямолинейного профиля в осевом сечении ЧФ. Этот метод профилирования повышает точность контроля профиля зуба ЧФ, так как метод контроля в осевом сечении (на приборах МИЗ и ЧИЗ) соответствует проектируемому прямолинейному профилю зуба в этом сечении. Но сам метод тоже считается приближенным. Фрезы, спроектированные на базе архимедова червяка (рис. 8.6), как правило, применяются только для нарезания червячных колес.
По ГОСТ 1033-80 мелкомодульные червячные фрезы для цилиндрических зубчатых колес с эвольвентным профилем изготовляются классами точности ААА, АА, А и В. Размеры этих фрез приведены в табл. 8.7.
По ГОСТ 9324-80 чистовые червячные фрезы изготовляются с модификацией профиля зубьев и без модификации трех типов:
171
тип 1– цельные прецизионные с модулем m 0 = 1…10 мм, классы
точности ААА, АА; тип 2 – цельные общего назначения в зависимости от модуля m 0 = 1…20 мм, классы точности от АА до D; тип
3 – сборные с модулем m 0 = 8…25 мм, классы точности А, В, С и
D. Размеры чистовых червячных фрез для цилиндрических зубчатых колес (см. рис. 8.5) приведены в табл. 8.8.
f•45Å
R
ì
M |
D1 |
b
l1
|
Ì |
|
d* |
f*1 |
j* d*2 |
|
l* |
|
l*1 |
À
l3 |
|
|
|
l5 |
|
|
|
Конус Морзе ГОСТ |
|
|
|
|
|
|
|
Pîñ |
|
Á |
|
|
r |
|
|
r |
|
|
|
r |
|
|
|
|
|
||
|
|
|
Sîñ |
|
|
|
l11 |
|
|
||
|
|
|
|
|
R |
|
R |
|
|
||
|
|
|
|
|
|
|
|
|
|||
r |
|
|
l4 |
|
|
|
f•45Å |
|
|
||
|
|
|
|
|
|
|
|
|
|||
D3 |
|
D2 |
|
|
|
D2 |
|
|
M |
d1 |
d2 f f1 |
|
|
|
|
|
|
lmo |
|
|
|
|
|
f•45Å |
|
|
|
|
Deu |
|
|
D4 |
|
|
|
|
|
R |
gòî |
|
R |
|
|
|
|
||
|
|
|
|
|
|
|
|
||||
2 фаски |
|
|
|
|
|
l10 |
|
|
|||
|
|
|
|
|
l7 Á l8 |
|
|
|
|||
l2 |
|
|
|
l6 |
|
|
l9 |
|
|
||
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
À |
|
|
|
A-A |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Профиль зубьев в нормальном сечении |
|
|
Q |
g |
|
|
|
||||
|
|
|
|
|
|
||||||
|
|
|
|
H |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
P0 |
|
|
l0 |
|
|
K |
|
|
|
|
|
|
|
|
|
K |
|
|
|
|
||
|
|
|
|
hf0 |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
h0 |
|
|
|
|
|
|
|
|
|
|
ha0 |
|
|
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
da |
|
|
|
|
|
|
|
|
|
|
|
d'a |
|
|
|
Профиль зубьев в осевом сечении |
|
|
|
Á-Á |
|
À |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
α |
ë |
α |
ï |
|
|
|
|
|
|
|
|
jõ |
|
|
|
h'a |
|
|
|
|
|
|
|
|
|
|
|
ha |
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
D |
|
|
|
|
|
hf |
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
a
Рис.8.6. Червячная фреза для нарезания червячных колес
Червячные фрезы для червячных колес изготовляются как насадными, так и хвостовыми. Они, как правило, имеют небольшие диаметральные размеры, поэтому в большинстве случаев их вы- пол-няют хвостовыми.
172
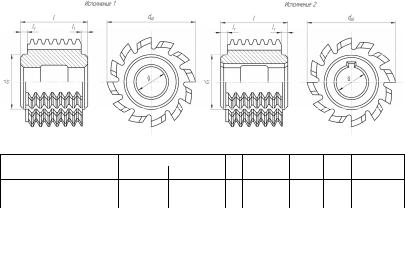
Таблица 8 . 7
Основные размеры червячных мелкомодульных фрез, мм
Фрезы диаметром da0 = 25 мм
Фрезы исполнения 1 |
Модуль, мм |
d |
l |
d1 |
l1 |
Число |
|
Обозначение |
Ряд 1 |
Ряд 2 |
зубьев Z0 |
||||
2510-4451…2510- |
0,15-0,5 |
0,18-0,45 8 12…16 |
16 |
3 |
10 |
|
||||||
4462 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фрезы диаметром da0 = 32 мм |
|
|
|
|
|
|||||
Фрезы |
|
Фрезы |
|
Модуль, мм |
|
|
|
|
|
|
Число |
|
исполнения 1 |
исполнения 2 |
|
|
d |
|
l |
d1 |
l1 |
||||
|
|
|
|
|
зубьев Z0 |
|||||||
Обозначение |
|
Обозначение |
|
Ряд 1 |
Ряд 2 |
|
|
|
|
|
|
|
2510-4463… |
2510-464… |
0,15…0,8 |
0,18…0,9 |
|
13 |
|
16 |
20 |
3 |
10 |
||
2510-4501 |
|
2510-4502 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
||
В этом случае общая длина фрезы |
|
|
|
|
|
|
||||||
|
|
L = lx + l6 + l3 + l4 + l7, |
|
|
|
|
|
|
||||
где lx = l8 + l9 – |
длина хвостовика. |
|
|
|
|
|||
Диаметр посадочного отверстия d у насадных фрез принима- |
||||||||
ется в зависимости от диаметра фрезы: |
|
|
|
|
||||
dao, мм |
до 30 |
30…50 |
50…70 |
70…90 90…130 |
|
130…180 |
180…240 |
240…300 |
d, мм |
13 |
16 |
22 |
27 |
32 |
40 |
50 |
60 |
Существуют три основных типа сборных червячных фрез, ос- |
||||||||
нащенных твердосплавными СМП, модулей 1,5…10 |
мм: остроза- |
|||||||
точенные, с поворотными режущими пластинами и с затылованным зубом.
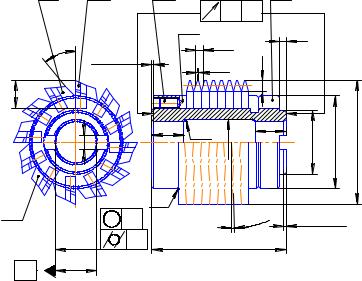
При высокоскоростном зубофрезеровании наиболее распространены червячные фрезы с поворотными режущими пластинами для зубчатых колесс модулем 1,5…4 мм (рис. 8.7).
Червячные фрезы для нарезания шлицевых валов с прямобочным профилем (ГОСТ 8027-87) применяются для нарезания шли-
173
цевых валов с центрированием соединения по наружному или внутреннему диаметру.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 8 . 8 |
||
Основные размеры чистовых червячных фрез, мм |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Модуль, мм |
|
|
|
|
|
Тип фрезы 1 |
|
|
|
|
|
|
|
|||
|
da0 |
d |
d2 |
|
L |
|
L1 |
|
d1 |
|
l1 |
Число |
||||
|
|
|
|
|
|
канавок |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,0…1,25 |
|
71 |
32 |
35 |
|
71 |
64 |
34 |
|
|
18 |
16 |
||||
1,5…1,75 |
|
80 |
32 |
40 |
|
80 |
73 |
34 |
|
|
22 |
16 |
||||
2,0…2,25 |
|
90 |
40 |
45 |
|
90 |
83 |
43 |
|
|
26 |
14 |
||||
2,5…2,75 |
|
100 |
40 |
50 |
|
100 |
93 |
43 |
|
|
26 |
14 |
||||
3,0…3,5 |
|
112 |
40 |
55 |
|
112 |
105 |
43 |
|
|
30 |
14 |
||||
4,0…4,5 |
|
125 |
50 |
55 |
|
125 |
115 |
53 |
|
|
35 |
14 |
||||
5,0…5,5 |
|
140 |
50 |
55 |
|
140 |
133 |
53 |
|
|
35 |
14 |
||||
6,0…7,0 |
|
160 |
60 |
65 |
|
155 |
145 |
63 |
|
|
40 |
12 |
||||
8,0…9,0 |
|
180 |
60 |
70 |
|
175 |
165 |
63 |
|
|
40 |
12 |
||||
10 |
|
180 |
60 |
70 |
|
180 |
|
173 |
63 |
|
45 |
12 |
||||
|
|
|
|
|
Тип фрезы 2 |
|
|
|
|
|
|
|
|
|
||
1,0 |
|
40 |
16 |
28 |
|
32 |
|
25 |
|
|
18 |
8 |
12 |
|||
1,125…1,25 |
|
50 |
22 |
35 |
|
40 |
|
30 |
|
|
24 |
14 |
12 |
|||
1,5…2,0 |
|
63 |
27 |
35 |
|
50 |
|
40 |
|
29 |
|
14 |
12 |
|||
2,25…2,75 |
|
71 |
27 |
40 |
|
63 |
|
55 |
|
|
29 |
16 |
12 |
|||
3,0…3,5 |
|
80 |
32 |
40 |
|
71 |
|
61 |
|
35 |
|
18 |
10 |
|||
4,0…4,5 |
|
90 |
32 |
45 |
|
80 |
|
70 |
|
35 |
|
22 |
10 |
|||
5,0 |
|
100 |
32 |
50 |
|
100 |
|
90 |
|
|
35 |
26 |
10 |
|||
5,5…6,0 |
|
112 |
40 |
55 |
|
112 |
102 |
|
43 |
|
30 |
10 |
||||
7,0 |
|
118 |
40 |
55 |
|
125 |
|
11 |
|
|
43 |
35 |
9 |
|||
8,0 |
|
125 |
40 |
55 |
|
132 |
|
122 |
|
|
43 |
35 |
9 |
|||
9,0 |
|
140 |
40 |
55 |
|
150 |
|
140 |
|
|
43 |
40 |
9 |
|||
10,0 |
|
150 |
50 |
65 |
|
170 |
|
160 |
|
|
53 |
45 |
9 |
|||
11,0 |
|
160 |
50 |
65 |
|
180 |
|
170 |
|
|
53 |
45 |
9 |
|||
12,0 |
|
170 |
50 |
65 |
|
200 |
|
190 |
|
|
53 |
50 |
9 |
|||
14,0 |
|
190 |
50 |
70 |
|
234 |
|
224 |
|
|
53 |
55 |
9 |
|||
16,0 |
|
212 |
60 |
80 |
|
250 |
|
240 |
|
|
63 |
60 |
8 |
|||
18,0 |
|
236 |
60 |
90 |
|
280 |
|
270 |
|
|
63 |
65 |
8 |
|||
20 |
|
250 |
60 |
100 |
|
300 |
|
290 |
|
|
63 |
75 |
8 |
|||
|
|
|
|
|
Тип фрезы 3 |
|
|
|
|
|
|
|
|
|
||
8,0…10,0 |
|
180;200 |
50 |
70 |
|
165;170 |
|
155;160 |
|
53 |
|
40;45 |
10 |
|||
11,0…12,0 |
|
212;225 |
60 |
80 |
|
210;240 |
|
200;230 |
|
63 |
|
55;60 |
10 |
|||
14,0…16,0 |
|
250;265 |
70 |
100 |
|
240;270 |
|
230;260 |
|
73 |
|
60;65 |
10 |
|||
18,0…20,0 |
|
289;300 |
80 |
150 |
|
290;310 |
|
280;300 |
|
83 |
|
70;75 |
10 |
|||
22,0…25,0 |
|
320;340 |
80 |
150 |
|
330;360 |
|
320;350 |
|
83 |
|
80;85 |
10 |
|||
174
Выбор конструктивных параметров червячных фрез, предназначенных для нарезания шлицевых валов с эвольвентным профилем, ничем не отличается от выбора размеров червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем.
Изготовляются для чистового нарезания шлицевых валов с полями допусков по толщине зуба d9, h6, е9, f9 и внутреннему диаметру – е9 (класс точности А), для чистового нарезания шлицевых валов с полями допусков по толщине зуба d10 и внутреннему диаметру – е8 (класс точности В) и чернового нарезания валов (класс точности С).
1 |
2 |
4 |
|
|
|
3 |
|
|
|
|
|
5 |
A |
|
|
|
|
|
|
|
|
|
l |
|
|
|
|
θ |
|
Px |
|
|
|
|
|
|
f•45Å |
|
Sx |
h |
|
|
|
|
|
2 фаски |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
l1 |
r1 |
|
|
l2 |
|
|
|
b |
|
d1 |
|
|
d á |
d o |
d a |
z |
|
R |
|
γ m |
|
|
|
|
|
|
|
0 |
f•45Å |
|
|||
|
|
|
|
|
||||
|
|
|
L |
|
|
2 фаски |
|
|
|
|
|
|
|
|
|
|
|
À |
d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.8.7. Сборная твердосплавная червячная зуборезная фреза |
|
|||||||
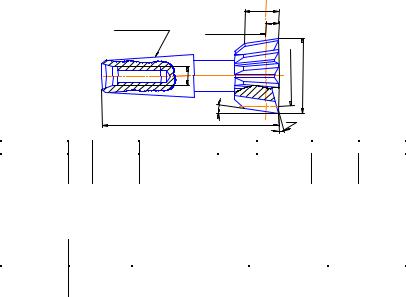
Основные размеры твердосплавных червячных фрез приведены в табл. 8.9.
Основные размеры червячных фрез для нарезания шлицевых валов с прямобочным профилем представлены на рис. 8.8 и в табл. 8.10.
175
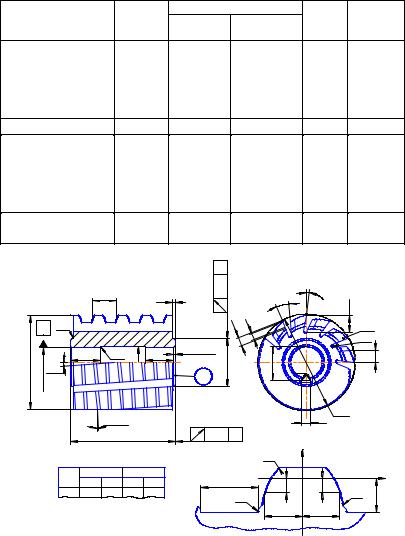
Таблица 8 . 9
Основные размеры твердосплавных червячных фрез, мм
Тип фрезы |
Модуль |
Диаметр |
|
Число |
Длина фре- |
||
|
Посадочного |
||||||
Наружный |
зубьев |
зы |
|||||
|
|
|
отверстия |
|
|
|
|
Мелкомодульная: |
|
|
|
|
|
|
|
цельная, |
0,2…1 |
25…50 |
8…22 |
|
10…14 |
10…20 |
|
цельная класса ААА, |
0,2…1 |
25…32 |
8…10 |
|
|
10 |
10…20 |
составная с рейками, |
0,3…1 |
60 |
32 |
|
|
12 |
10…40 |
сборная |
0,3…1,5 |
80 |
32 |
|
|
16 |
40…50 |
Цельная |
1,0…3,0 |
50…85 |
16…32 |
|
12 |
40…112 |
|
Сборная: |
|
|
|
|
|
|
|
острозаточенная, |
2,5…8,0 |
120…200 |
40…60 |
|
8…12 |
120…180 |
|
затылованная, |
1,5…10 |
120…180 |
32…50 |
|
8…16 |
130…180 |
|
с поворотными зубь- |
1,5…4 |
120…180 |
40…50 |
|
12…18 |
120…180 |
|
ями |
|
|
|
|
|
|
|
Составная, с затыло- |
1,5…10 |
110…170 |
32…50 |
8…12 |
120…200 |
||
ванным зубом |
|
|
|
|
|
|
|
|
|
À |
|
|
|
|
|
Px |
c |
|
θ |
|
|
g |
|
|
|
|
|
H |
|||
À r |
|
|
|
|
|
|
|
|
|
ê ê |
|
|
|
z |
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
l |
|
r1 |
1 |
l |
f•45Å |
|
|
|
|
|
|
|
|
1 |
|
|
d |
1 |
4 фаски |
|
|
|
|
l |
a |
|
gmo |
|
|
|
|
á |
1 |
r |
|
|||
d |
d |
|
|
|
|
|
ï. |
d |
t |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
λ |
|
|
|
|
|
|
d'a |
|
|
|
|
|
|
mo |
|
|
|
|
|
â |
|
|
|
|
|
|
|
|
L |
|
|
|
|
À |
|
|
|
|
|
|
|
|
|
|
|
|
|
Профиль шаблона М... |
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
¹ |
Левая сторона |
Правая сторона |
|
l2 |
|
|
|
z |
|||
|
|
точки |
xL |
zL |
|
xR |
zR |
|
L |
R |
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
x |
r |
1 |
|
|
|
|
|
|
|
|
|
|
r |
|
|
h |
|
|
|
|
|
|
|
|
|
|
zL |
zR |
|
|
Рис. 8.8. Шлицевая фреза
176

Таблица 8 . 1 0
Основные размеры червячных фрез для шлицевых валов, мм
Размеры шлицевого |
da |
d |
|
L |
Z |
|||
вала |
Z × d × D |
|
|
|||||
|
|
|
|
|
|
|||
|
|
|
Легкая серия шлицевых валов по ГОСТ 1139-80 |
|
||||
6 × |
26 × |
26 |
|
|
|
|
|
|
6 × |
26 × |
30 |
|
70 |
27 |
|
63 |
12 |
6 × |
28 × |
32 |
|
|
||||
|
|
|
|
|
|
|||
8 × |
32 × |
36 |
|
|
|
|
|
|
8 × |
36 × |
40 |
|
80 |
32 |
|
70 |
12 |
8 × |
42 × |
46 |
|
|
||||
|
|
|
|
|
|
|||
8 × |
46 × |
50 |
|
|
|
|
|
|
8 × |
52 × |
58 |
|
90 |
32 |
|
80 |
14 |
8 × |
56 × |
62 |
|
|
|
|
|
|
8 × |
62 × |
68 |
|
100 |
40 |
|
90 |
14 |
10 × |
72 × |
78 |
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
Средняя серия шлицевых валов |
|
|
||
6 × |
16 × |
20 |
|
63 |
22 |
|
50 |
10 |
6 × |
18 × |
22 |
|
|
||||
|
|
|
|
|
|
|||
6 × |
21 × |
25 |
|
70 |
27 |
|
56 |
10 |
6 × |
23 × |
28 |
|
|
||||
|
|
|
|
|
|
|||
6 × |
26 × |
32 |
|
|
|
|
|
|
6 × |
28 × |
34 |
|
80 |
27 |
|
63 |
10 |
8 × |
32 × |
38 |
|
|
|
|
|
|
8 × |
36 × |
42 |
|
90 |
32 |
|
70 |
12 |
8 × |
42 × |
48 |
|
|
||||
|
|
|
|
|
|
|||
8 × |
46 × |
54 |
|
|
|
|
|
|
8 × |
52 × |
60 |
|
100 |
32 |
|
80 |
12 |
8 × |
56 × |
65 |
|
|
|
|
|
|
|
|
|
|
Тяжелая серия шлицевых валов |
|
|
||
10 × |
16 × |
20 |
|
63 |
22 |
|
59 |
10 |
10 × |
18 × |
23 |
|
|
||||
|
|
|
|
|
|
|||
10 × |
21 × |
26 |
|
70 |
27 |
|
56 |
10 |
10 × |
23 × |
29 |
|
|
||||
|
|
|
|
|
|
|||
10 × |
26 × |
32 |
|
|
|
|
|
|
10 × |
28 × |
35 |
|
80 |
27 |
|
63 |
10 |
10 × |
32 × |
40 |
|
|
|
|
|
|
10 × |
36 × |
45 |
|
90 |
32 |
|
70 |
10 |
10 × |
42 × |
52 |
|
|
||||
|
|
|
|
|
|
|||
177
|
|
|
|
|
Окончание табл. |
8 . 1 0 |
||
|
|
|
|
|
|
|
||
Размеры шлицевого |
da |
d |
|
L |
|
Z |
||
вала |
Z × d × D |
|
|
|||||
|
|
|
|
|
|
|||
10 × |
46 × |
56 |
|
|
|
|
|
|
16 × |
52 × |
60 |
100 |
32 |
|
80 |
|
12 |
16 × |
56 × |
65 |
|
|
|
|
|
|
16 × |
72 × |
82 |
112 |
40 |
|
90 |
|
12 |
20 × |
82 × |
92 |
|
|
||||
|
|
|
|
|
|
|||
Зуборезные долбяки применяются для обработки цилиндрических колес с эвольвентным профилем с наружными и внутренними зубьями. Существуют четыре типа долбяков трех классов точности:
1. Дисковые прямозубые классов точности АА, А и В для нарезания колес с наружными зубьями, с номинальными делительными диаметрами d 0 = 75, 100, 125, 160 и 200 мм и модулем m =
1…12 мм. Конструктивные размеры дисковых долбяков типа 1 (ГОСТ 9322-79) приведены в табл. 8.11.
Таблица 8 . 1 1
Основные размеры дисковых долбяков, мм
6Å
B 5Å
d
b
à
d1
d0
da0
Исходное
сечение
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Модуль, мм |
d0 |
z0 |
d |
da0 |
|
d1 |
а |
|
b |
B |
|||
1,0…12,0 |
|
80 |
16…76 |
31,75 |
79,38…93,1 |
50 |
2,8…6,3 |
8 |
12…17 |
||||
1,0…8,0 |
100 |
|
14…100 |
44,45 |
194,3…132,64 |
70 |
3,0…8,9 |
8…12 |
17…22 |
||||
2,0…10 |
125 |
|
14…62 |
44,45 |
131,0…165,68 |
80 |
3,8…9,9 |
10…14 |
22…28 |
||||
6,0…10 |
160 |
|
16…27 |
88,9 |
179,04…186,2 |
120 |
5,7…9,7 |
16…20 |
30…32 |
||||
8,0…12 |
200 |
|
17…25 |
101,6 |
222,4…235,68 |
140 |
8,0…11 |
25 |
40 |
||||
178

2. Чашечные прямозубые классов точности АА, А и В с d 0 =
50, 75, 100 и 125 мм и модулем m = 1…9 мм, предназначенные для нарезания колес с закрытыми венцами, когда имеется препятствие для выхода долбяка (или его крепежной гайки) из резания: обработка блочных колес или колес с фланцами.
Конструктивные размеры чашечных долбяков типа 3 (ГОСТ
9323-79) приведены в табл. 8.12.
|
Таблица 8 . 1 2 |
|
|
Основные размеры чашечных долбяков, мм |
|
|
d3 * |
|
|
d |
|
|
b |
|
|
6Å |
|
|
|
B |
|
0 |
Исходное |
|
сечение |
|
5Å |
b |
|
à |
|
|
|
|
|
|
d1 |
|
|
dî |
|
|
dàî |
|
Модуль, мм |
d0 |
z0 |
|
d |
da0 |
d 1 |
b |
|
b 0 |
B |
|
1,0…3,25 |
|
50 |
14…50 |
|
20 |
53,08…58,03 |
28 |
10…12 |
|
12…17 |
25 |
1,0…3,5 |
|
80 |
22…76 |
31,75 |
79,82…87,04 |
50 |
8,0…10 |
|
12…17 |
28…30 |
|
1,0…6,5 |
|
100 |
16…100 |
44,45 |
104,3…121,0 |
50 |
10…12 |
|
17…22 |
20…34 |
|
5,0…9 |
|
125 |
14…25 |
|
44,45 |
123,5…128,0 |
70 |
16 |
|
26 |
38 |
3. Хвостовые прямозубые классов |
точности |
В с d 0 = 25 и |
|||||||||
38 мм, |
модулем m = 1…4 |
мм и косозубые классов точности В |
|||||||||
с d0 = 38 мм, углами наклона зубьев 15 и 23° и m = 1…4 мм, применяемые для колес внутреннего зацепления.
Конструктивные размеры хвостовых долбяков типа 4 и 5 (ГОСТ 9323-79) приведены в табл. 8.13 и 8.14.
4. Дисковые косозубые классов точности А и В с номинальным диаметром до 200 мм с углами наклона зубьев β° = 15 и 23° и m = 1…7 мм для нарезания косозубых зубчатых колес.
Конструктивные размеры косозубых долбяков типа 2 (ГОСТ
9323-79) приведены в табл. 8.15.
5. Долбяки мелкомодульные (m = 0,1…0,9) выпускаются трех классов точности и двух типов: дисковые прямозубые с d 0 = 40 и
179
63 мм, классов точности АА, А. и В (ГОСТ 10059-80); хвостовые прямозубые с d 0 = 12, 16 и 25 мм классов точности А и В (ГОСТ
10059-80 Е).
Таблица 8 . 1 3
Основные размеры хвостовых долбяков типа 4, мм
Конус Морзе |
Исходное |
|
сечение |
||
|
||
|
1 |
|
|
d |
|
|
Å |
|
|
6 |
|
|
L |
b0
à
0
d
5Å
0a d
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Модуль, мм |
d0 |
z0 |
da0 |
d1 |
|
|
а |
|
b0 |
|
L |
|||
1,0…3,0 |
25 |
9…26 |
|
28,41…34,44 |
М10 |
0,29…1,4 |
|
10…15 |
80 |
|||||
1,0…4,0 |
38 |
10…38 |
|
41,06…50,0 |
М12 |
0…2,66 |
12…17 |
100 |
||||||
Таблица 8 . 1 4
Основные размеры хвостовых долбяков типа 5, мм
Модуль, мм |
|
d0 |
z0 |
Угол наклона |
da0 |
b0 |
L |
|
|
зуба β° |
|
||||||
|
|
|
|
|
|
|
|
|
1,0…4,0 |
|
38 |
9…36 |
14°35′31″ …15 |
°19′24″ |
39,92…48,02 |
12…17 |
100 |
|
22°08′06″ …23 |
°41′51″ |
40,72…50,12 |
|||||
|
|
|
|
|
|
|||
Конструктивные размеры мелкомодульных прямозубых дисковых долбяков приведены в табл. 8.16, а хвостовых − в
табл. 8.17.
Долбяки класса точности АА предназначены для изготовления колес 6-й степени точности, класса точности А – 7- й степени точности и класса точности В – 8- й степени точности.
Долбяки, оснащенные твердым сплавом, эффективно применять при обработке деталей из закаленных сталей и материалов с повышенной твердостью. В качестве инструментального материала используют твердый сплав групп применяемости Р20, Р30,
Р40, М10, М20, Н10.
Классификация твердосплавных долбяков представлена на рис. 8.9. В качестве примера на рис. 8.10 приведена конструкция сборного дискового твердосплавного долбяка.
180