

Контроль качества сварных соединений
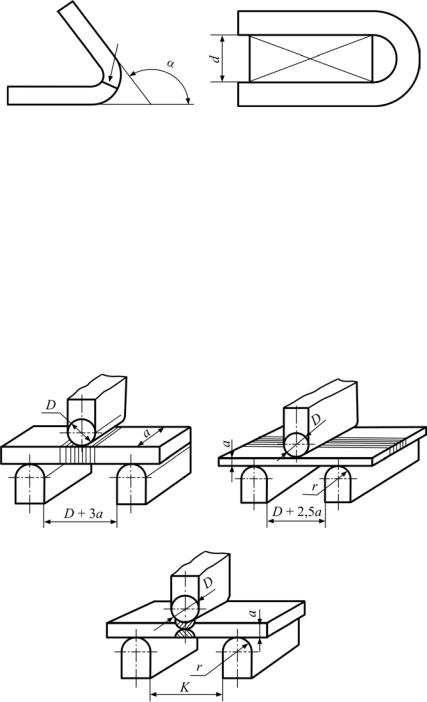
..pdfДля ответственных изделий считается удовлетворительным угол загиба α = 120…180 ° (рис. 9.4, а). При отсутствии трещин испытания заканчиваются загибом образца до параллельности сторон (рис. 9.4, б).
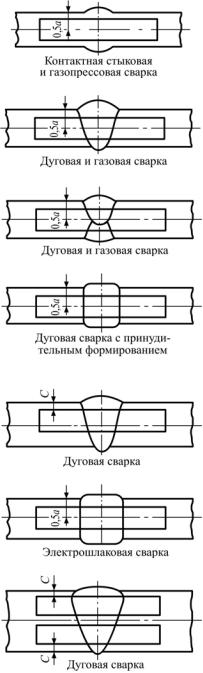
Рис. 9.3. Форма образцов для испытания на изгиб:
а – типы XXVI, XXVIa; б – типы XXVII, XXVIIа, XXVIII; в – тип XXVIIIа
|
|
|
|
Таблица 9.5 |
|
|
Размеры образцов для испытаний на изгиб |
|
|
||
|
|
|
|
|
|
Тип |
Толщина |
Ширина |
Длинарабочей |
|
Общаядлина |
основногометалла |
|
||||
образца |
образцаb |
частиобразцаl |
|
образцаL |
|
|
иобразцаа |
|
|
|
|
XXVI |
5 |
а+ 15 |
0,33L |
|
2,5D + 80 |
5–50 |
а+ 20 |
|
|||
|
|
|
|
||
XXVIa |
<25 |
lш + 10, |
Неустанав- |
|
≤ 250 |
нонеменее20 |
ливается |
|
|||
|
|
|
|
||
XXVII |
<50 |
1,5а, нонеменее 10 |
0,33L |
|
2,5D + 80 |
|
|
Неменее 1,5а, |
Неустанав- |
|
≤ 250 |
XXVIIa |
<25 |
нонеменее20 |
|
||
ливается |
|
||||
|
|
инеболее50 |
|
|
|
|
|
|
|
|
|
XXVIII |
<10 |
20 |
0,33L |
|
3,0D + 80 |
|
|
|
|||
10–45 |
30 |
|
|||
|
|
|
|
||
|
|
|
|
|
|
XXVIIIa |
<40 |
0,7а, нонеболее15 |
Неустанав- |
|
≤ 250 |
ливается |
|
||||
|
|
|
|
|
|
|
|
|
|
141 |
|
Стр. 141 |
ЭБ ПНИПУ (elib.pstu.ru) |
а |
б |
Рис. 9.4. Определения угла загиба
Обязательным условием проведения испытания является плавность возрастания нагрузки на образцах. Испытания проводятся со скоростью не более 15 мм/мин на испытательных машинах или прессах с использованием опорных роликов.
При испытании однослойных швов в растянутой зоне должен располагаться верхний слой металла, а при многослойной сварке – шов , заваренный последним (рис. 9.5).
На практике часто вместо плоских образцов используют трубчатые.
Рис. 9.5. Схема испытания
142
Стр. 142 |
ЭБ ПНИПУ (elib.pstu.ru) |
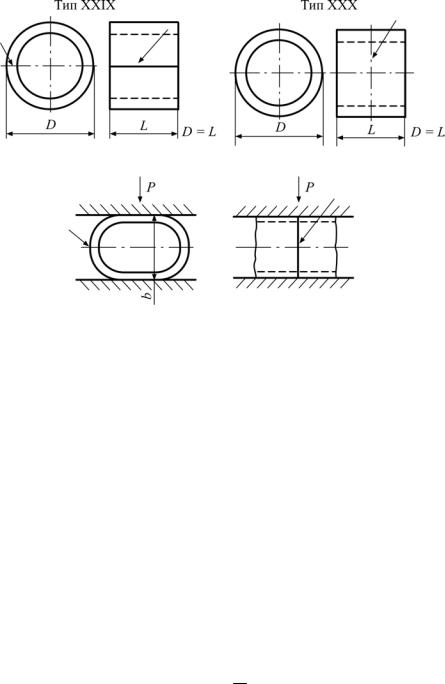
Рис. 9.6. Испытание на изгиб трубных образцов
Испытания проводятся путем деформации образцов под прессом сжимающей нагрузкой (рис. 9.6).
9.1.2. Динамические испытания на ударную вязкость
Испытания проводят на квадратных или прямоугольных образцах с односторонним надрезом с радиусом закругления в вершине R = 1,00 (рис. 9.7) или R = 0,25 (рис. 9.8).
В зависимости от назначения и цели испытаний надрез может располагаться на оси сварного шва, в зоне сплавления или в зоне термического влияния (рис. 9.9).
Количество вырезанных образцов зависит от толщины основного металла (табл. 9.6).
Ударная вязкость определяется, как отношение работы, затраченной наизломобразца, кплощадиегопоперечногосечения вместе надреза:
KC = A .
F
После испытаний исследуют структуру излома для определения дефектов сварного шва.
143
Стр. 143 |
ЭБ ПНИПУ (elib.pstu.ru) |
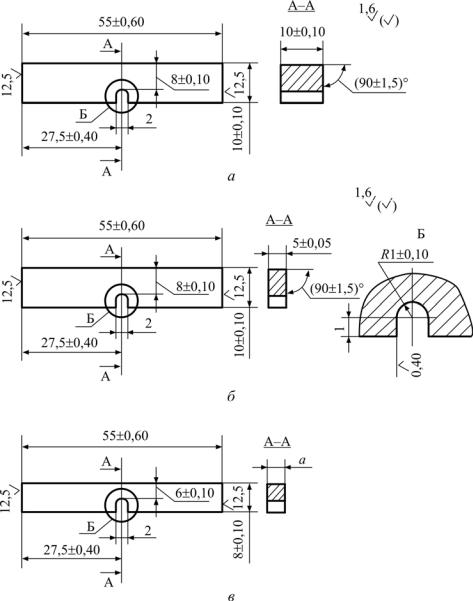
Рис. 9.7. Образцы с U-образным надрезом:
а – тип VI; б – тип VII; в – тип VIII
144
Стр. 144 |
ЭБ ПНИПУ (elib.pstu.ru) |
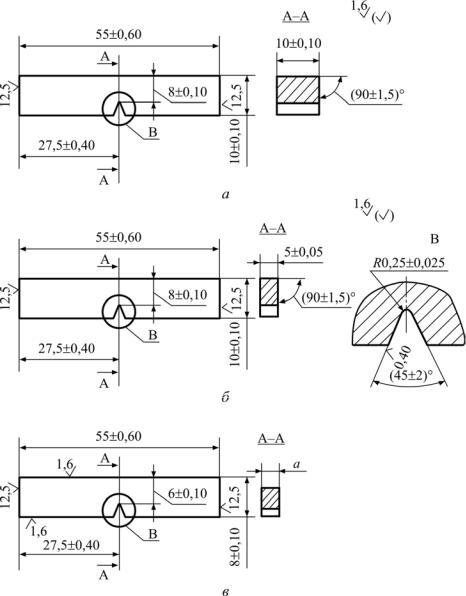
Рис. 9.8. Образцы с V-образным надрезом:
а – тип IX; б – тип X; в – тип XI
145
Стр. 145 |
ЭБ ПНИПУ (elib.pstu.ru) |
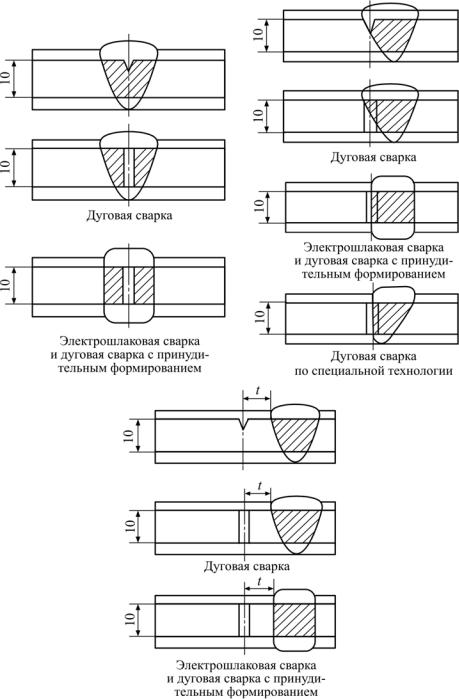
Рис. 9.9. Схема нанесения надрезов
146
Стр. 146 |
ЭБ ПНИПУ (elib.pstu.ru) |

|
|
|
Таблица 9.6 |
|||
|
Вырезка образцов для ударных испытаний |
|
|
|||
|
|
|
|
|
||
Пози- |
Тип |
Толщина |
Схема расположения образцов |
Указания |
||
основного |
повырезке |
|||||
ция |
металла |
|||||
металла, мм |
|
образцов |
||||
|
|
|
||||
1 |
Наплавленный |
Неменее12 |
|
q – неменее |
||
|
металл. Ширина |
|
|
пятислоев. |
||
|
пластины, на |
|
|
Образецдол- |
||
|
которуюпроиз- |
|
|
женраспола- |
||
|
водятнаплавку, |
|
|
гаться выше |
||
|
неменее 80 мм |
|
|
пунктирной |
||
|
|
|
|
|
линии |
|
|
|
|
Сварка покрытымиэлектродами, |
|
|
|
|
|
|
взащитных газахигазоваясварка |
|
|
|
|
|
|
|
|
|
|
2 |
Металл стыко- |
Неменее 12 |
|
С– |
неболее |
|
|
выхмногопро- |
|
|
|
1,5 мм |
|
|
ходныхшвов |
|
|
|
|
|
|
|
|
Сварка покрытымиэлектродами, |
|
|
|
|
|
|
взащитных газах игазоваясварка |
|
|
|
|
|
|
|
|
|
|
3 |
Металл стыко- |
|
|
С– |
неболее |
|
|
выхмногопро- |
|
|
|
1,5 мм |
|
|
ходныхшвов. |
|
|
|
|
|
|
Перед сваркой |
|
|
|
|
|
|
производятна- |
|
|
|
|
|
|
плавкукромокне |
|
Сварка покрытымиэлектродами, |
|
|
|
|
менеечемвтри |
|
|
|
||
|
|
взащитных газахигазоваясварка |
|
|
||
|
слоя. Дляна- |
|
|
|
||
|
плавкиприме- |
|
|
|
|
|
|
няютиспытуе- |
|
|
|
|
|
|
мыематериалы |
|
|
|
|
|
4 |
Металл стыко- |
Неменее20 |
|
С– |
неболее |
|
|
выхмногопро- |
|
|
|
1,5 мм |
|
|
ходныхшвов. |
|
|
|
|
|
|
Перед сваркой |
|
|
|
|
|
|
производятна- |
|
|
|
|
|
|
плавкукромоки |
|
|
|
|
|
|
подкладкине |
|
|
|
|
|
|
менеечемвтри |
|
|
|
|
|
|
слоя. Дляна- |
|
Зазормеждустыкуемымикромками. |
|
|
|
|
плавкиприме- |
|
|
|
||
|
|
Сварка покрытымиэлектродами, |
|
|
||
|
няютиспытуе- |
|
|
|
||
|
|
взащитныхгазах игазоваясварка |
|
|
||
|
мыематериалы |
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
147 |
|
Стр. 147 |
ЭБ ПНИПУ (elib.pstu.ru) |
Продолжение табл. 9.6
Пози- |
Тип |
Толщина |
Схема расположения образцов |
Указания |
|
основного |
повырезке |
||||
ция |
металла |
||||
металла, мм |
|
образцов |
|||
|
|
|
|||
5 |
Металл стыко- |
От2 до17 |
|
– |
|
|
выхшвоввсех |
|
|
|
|
|
типов |
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
9 |
Металл |
От18 до40 |
|
С– от1 до |
|
|
односторонних, |
|
|
3 мм |
|
|
одноимного- |
|
|
|
|
|
проходных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
11 |
|
От41 до60 |
|
С– от1 до |
|
|
|
|
|
3 мм |
|
|
|
|
|
|
148
Стр. 148 |
ЭБ ПНИПУ (elib.pstu.ru) |

Продолжение табл. 9.6
Пози- |
Тип |
Толщина |
Схема расположения образцов |
Указания |
|
основного |
повырезке |
||||
ция |
металла |
||||
металла, мм |
|
образцов |
|||
|
|
|
|||
12 |
Металл |
От41 до60 |
|
С– неменее |
|
|
односторонних, |
|
|
8 мм |
|
|
одноимного- |
|
|
|
|
|
проходных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
|
13 |
Металл |
От61 до350 |
|
С– от1 до |
|
|
односторонних, |
|
|
3 мм |
|
|
одноимного- |
|
|
|
|
|
проходных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
С– неменее |
|
|
|
|
|
8 мм |
|
|
|
|
|
|
|
15 |
Металл |
От18 до40 |
|
С– от1 до |
|
|
двусторонних, |
|
|
3 мм |
|
|
одноимного- |
|
|
|
|
|
слойных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
|
16 |
|
От41 до60 |
|
С– от1 до |
|
|
|
|
|
3 мм |
|
|
|
|
|
|
149
Стр. 149 |
ЭБ ПНИПУ (elib.pstu.ru) |

Окончание табл. 9.6
Пози- |
Тип |
Толщина |
Схема расположения образцов |
Указания |
|
основного |
повырезке |
||||
ция |
металла |
||||
металла, мм |
|
образцов |
|||
|
|
|
|||
17 |
Металлдвусто- |
От61 до350 |
|
С– от1 до |
|
|
ронних, одно- |
|
|
3 мм |
|
|
имногослойных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
9.1.3. Усталостные испытания
Испытаниями на усталостную прочность определяют способность металла сопротивляться действию переменных нагрузок при изгибе, растяжении и кручении. Переменные нагрузки характеризуются амплитудой изменения напряжений и в зависимости от этого могут иметь симметричный, асимметричный и пульсирующий циклы.
Испытания проводят на цилиндрических и плоских образцах специальной формы и размеров, вырезанных поперек сварного соединения, в условиях осевого нагружения.
При испытаниях определяют предел выносливости, т.е. наибольшие напряжения, которые может вынести образец без разрушения при заданном числе циклов (базы) испытаний. Для сварных соединений база испытаний составляет (2…10) 6 циклов.
9.2. МЕТАЛЛОГРАФИЧЕСКИЙ АНАЛИЗ
Металлографические исследования проводят для определения структуры сварного соединения. Исследуя структуру металла сварного соединения, можно установить правильность выбора режима сварки, типа электродов, флюсов, присадочного материала и других факторов, определяющих качество сварного шва, а также выявить дефекты и установить причину их образования.
Полный металлографический анализ сварного соединения состоит из исследования макро- и микроструктуры металла шва, зоны термического влияния и определения структуры основного металла.
150
Стр. 150 |
ЭБ ПНИПУ (elib.pstu.ru) |