

Контроль качества сварных соединений
..pdfиз вакуумной откачивающей системы, масс-спектрометрического анализатора (масс-спектрометра), электронного блока.
Распространение получили инфракрасные газовые течеискатели. В них метод индикации газов основан на различной способности газов поглощать инфракрасное излучение, что свидетельствует о наличии определенных компонентов в газовой смеси.
Катарометрический метод теческания (газоаналитический).
Этот метод фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды.
Он собран по схеме моста Уатсона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них контролирует утечку, второй является элементом сравнения и окружен газовой средой неизменного состава.
При высоких избыточных давлениях в изделии при истечении газов из дефектов возникают ультразвуковые колебания, которые могут регистрироваться приборами (для определения течи в магистральных трубопроводах).
8.3. ВАКУУМНЫЕ МЕТОДЫ
Основаны на регистрации падения вакуума в замкнутом объеме контролируемого изделия или на фиксации молекул пробного газа, появляющихся в этом объеме.
В зависимости от конструкции изделия и его конфигурации применяют несколько принципиальных схем контроля (рис. 8.8).
Гелиевые камеры – испытуемое изделие помещают в заполненную гелием камеру, вакуумируют до необходимого достаточного давления и фиксируют приборами появление ионов гелия внутри изделия, если оно не герметично.
Вакуумные камеры – испытуемое изделие наполняют гелием и помещают в вакуумную камеру. Появление ионов гелия фиксируют гелиевыми течеискателями.
Появление в камере ионов гелия свидетельствует о наличии течи, что фиксируется с помощью гелиевых течеискателей.
Вакуумные присоски (рис. 8.9) – на наружную поверхность изделия накладывают вакуумную камеру, в полости которой создается вакуум. Изделие заполняется гелием под избыточным давлением.
131
Стр. 131 |
ЭБ ПНИПУ (elib.pstu.ru) |
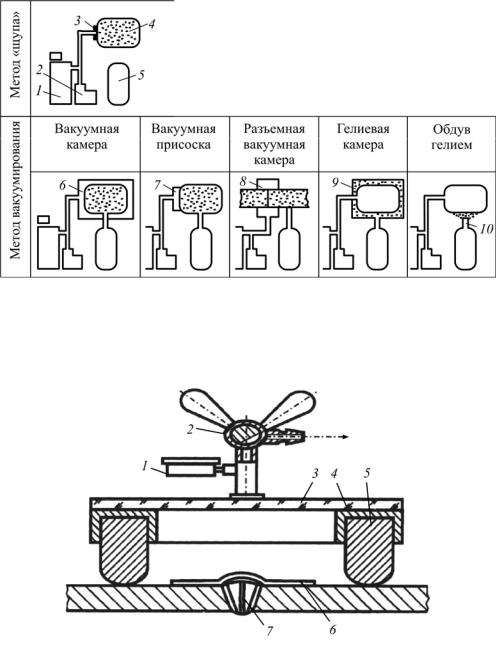
Рис. 8.8. Принципиальные схемы вакуумного контроля: 1 – течеискатель; 2 – вспомогательная откачивающая система; 3 – щуп; 4 – контролируемое изделие; 5 – баллон с газом; 6–8 – вакуумные камеры, присоски;
9 – гелиевая камера; 10 – пистолет-обдуватель
|
Рис. 8.9. Прямоугольная вакуум-камера: 1 – вакуумметр; |
2 – |
трехходовой кран; 3 – оргстекло; 4 – металлическая рамка; |
5 – |
резина; 6 – пленка пенообразующего вещества; 7 – дефект |
132
Стр. 132 |
ЭБ ПНИПУ (elib.pstu.ru) |
|
|
|
|
|
Таблица 8.1 |
|
|
Классы герметичности изделия |
|||
|
|
|
|
|
|
|
Диапазон |
|
|
|
|
Класс |
выявляемых |
|
Метод |
Пробное |
|
герме- |
натеканий |
|
Индикатор |
||
|
течеискания |
вещество |
|||
тичности |
повоздуху, |
|
|
||
|
|
|
|
||
|
см3/Пас |
|
|
|
|
|
–2 |
|
Гелиеваякамера, |
|
|
I |
≥ 2 10 |
|
вакуумнаяприсоска |
Гелий |
Масс-спектрометр |
|
>2 10–1 |
|
Гелиевыйщуп, |
Гелий, |
Масс-спектрометр, течь |
II |
|
люминесцентно- |
вода + |
исвечениенаиндикатор- |
|
|
|
|
гидравлический |
пенетрант |
нойлентеилимассе |
|
|
|
Гидравлический |
Вода + |
Течьисвечение |
|
|
|
слюминесцентным |
||
III |
2–4 |
|
наиндикаторной |
||
|
синдикаторным |
пенетрант |
|||
|
|
|
лентеилимассе |
||
|
|
|
покрытием |
|
|
|
|
|
|
|
|
|
|
|
Галоидныйщуп, |
Фенол- |
Прибор, |
IV |
4…2 103 |
|
цветнойи |
воздушная |
|
|
|
|
люминесцентный, |
смесь, |
пятнасвечения |
|
|
|
капиллярные |
пенетрант |
|
|
3 |
|
Керосиновая проба, |
Керосин, |
Пятнанамеловомфоне, |
V |
>2 10 |
|
пузырьковый, |
воздух, азот |
пузырьки |
|
|
|
опрессовкавоздухом |
|
|
Оценивая целесообразность применения того или иного метода течеискания, следует учитывать необходимость удовлетворения требований, соответствующих классу герметичности, который устанавливается разработчиком (табл. 8.1).
133
Стр. 133 |
ЭБ ПНИПУ (elib.pstu.ru) |
9. РАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
9.1. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
Механические испытания определяют прочность и надежность работы сварных соединений.
Основные методы определения механических свойств сварного соединения и его отдельных зон устанавливает ГОСТ 6996–66. Он предусматривает статические и ударные испытания при нормальных, а в некоторых случаях при пониженных или повышенных температурах.
Для сварных соединений ответственных конструкций, изготовленных из высокопрочных материалов или предназначенных для работы в условиях отрицательных температур и вибрационных нагрузок, дополнительно проводят испытания на стойкость против хрупкого разрушения инаусталостнуюпрочность.
Механические испытания по характеру нагружения разделяют:
1)на статические, при которых усилие плавно возрастает или длительное время остается постоянным;
2)динамические, при которых усилие возрастает практически мгновенно и действует короткое время;
3)усталостные, при которых нагрузка многократно (от десятков
имиллионов циклов) изменяется по величине и знаку.
9.1.1.Статические испытания
Кстатическим испытаниям относятся:
–испытания различных участков сварного соединения и наплавленного металла на растяжение;
–испытания сварного соединения на растяжение;
–испытания сварного соединения на изгиб.
Испытания на растяжение проводят на образцах, вырезанных непосредственно из контролируемой конструкции или специальных контрольных соединений, сваренных в соответствии с определенными требованиями.
134
Стр. 134 |
ЭБ ПНИПУ (elib.pstu.ru) |
Для испытаний участков сварного шва и наплавленного ме-
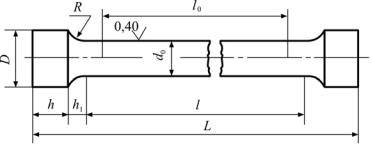
талла применяются пятикратные круглые образцы (рис. 9.1, табл. 9.1), вырезанные вдоль оси сварного шва в соответствующей зоне соединения, и из многослойной наплавки на пластину (табл. 9.2, 9.3).
Рис. 9.1. Образец для испытаний на растяжение
Таблица 9.1
Размеры образцов для испытаний на растяжение
Тип |
d0 |
D |
h |
h1 |
R |
l0 |
l |
L |
|
образца |
|||||||||
|
|
|
|
|
|
|
|
||
I |
3 |
6 |
4 |
2 |
1 |
15 |
18 |
30 |
|
II |
6 |
12 |
10 |
7,5 |
1,5 |
30 |
36 |
61 |
|
III |
10 |
16 |
10 |
3 |
3 |
50 |
60 |
86 |
При этих испытаниях определяют:
– предел текучести σ 0,2;
–временное сопротивление σ в;
–относительное удлинение δ .
Временное сопротивление разрыву представляет собой напряжение, отвечающее наибольшей нагрузке, предшествующей разрушению образца.
Условный предел текучести – это напряжение, при котором образец получает остаточную деформацию, равную 0,2 % первоначальной расчетной длины.
Относительное удлинение определяется как отношение абсолютного остаточного удлинения к первоначальной расчетной длине образца.
135
Стр. 135 |
ЭБ ПНИПУ (elib.pstu.ru) |
|
|
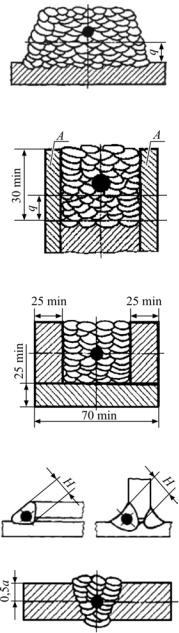
Схема вырезки образцов |
Таблица 9.2 |
||
|
|
|
|
||
|
|
|
|
|
|
Пози- |
Тип |
Толщина |
Схемарасположенияобразцов |
|
Указанияпо |
основного |
|
вырезке |
|||
ция |
металла |
|
|||
металла, мм |
|
|
образцов |
||
|
|
|
|
||
1 |
Наплавленный |
Неменее12 |
|
|
q – неменеепяти |
|
металл |
|
|
|
слоев. Образец |
|
|
|
|
|
долженраспола- |
|
|
|
|
|
гатьсявыше |
|
|
|
|
|
штрихпунктирной |
|
|
|
|
|
линии |
|
|
|
Сваркапокрытымиэлектродами, |
|
|
|
|
|
взащитномгазеигазоваясварка |
|
|
|
|
|
|
|
|
2 |
Наплавленный |
20 |
|
|
q – неменеепяти |
|
металл. Наплавку |
|
|
|
слоев, нонеменее |
|
производятнаребро |
|
|
|
10 мм. Образец |
|
пластинытолщиной |
|
|
|
долженраспола- |
|
20 мм. Длинапласти- |
|
|
|
гатьсявыше |
|
ны– не менее80 мм. |
|
|
|
штрихпунктирной |
|
Дляудержанияме- |
|
|
|
линии |
|
таллаустанавливают |
|
|
|
|
|
медныепланкиА |
|
|
|
|
|
|
|
Сваркапокрытымиэлектродами, |
|
|
|
|
|
взащитномгазеигазоваясварка |
|
|
|
|
|
|
|
|
3 |
Наплавленныйме- |
20 |
|
|
Количествосло- |
|
талл. Наплавку ведут |
|
|
|
ев– не менеешес- |
|
вмеднойформе. Эле- |
|
|
|
ти. Образецрас- |
|
ментыформымогут |
|
|
|
полагаютвдоль |
|
охлаждатьсяводой |
|
|
|
направления |
|
|
|
|
|
сварки |
|
|
|
Сваркапокрытымиэлектродами, |
|
|
|
|
|
взащитномгазеигазоваясварка |
|
|
|
|
|
|
|
|
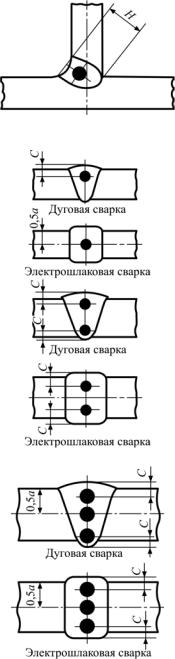
4 |
Металлодноимно- |
– |
|
|
ТолщинашваН– |
|
гослойныхугловых |
|
|
|
неменее6 мм |
|
швов, сваренныхбез |
|
|
|
|
|
полногопровараод- |
|
|
|
|
|
ногоизэлементов |
|
|
|
|
|
|
|
Дуговаяиэлектрошлаковаясварка |
|
|
|
|
|
|
|
|
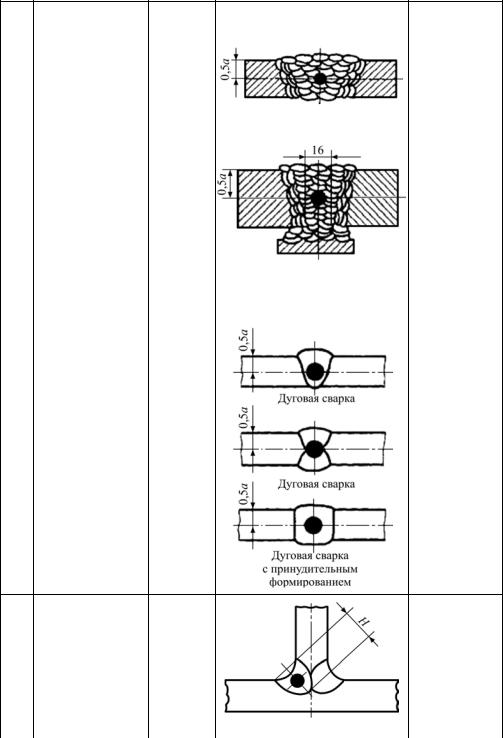
5 |
Металлстыкового |
Неменее12 |
|
|
|
|
многослойногошва |
|
|
|
|
|
|
|
Сваркапокрытымиэлектродами, |
|
|
|
|
|
взащитномгазеигазоваясварка |
|
|
|
|
|
|
|
|
136
Стр. 136 |
ЭБ ПНИПУ (elib.pstu.ru) |
Продолжение табл. 9.2
По- |
Тип |
Толщина |
|
Указанияпо |
|
основного |
Схемарасположенияобразцов |
вырезке |
|||
зиция |
металла |
||||
металла, мм |
|
образцов |
|||
|
|
|
|||
6 |
Металлстыкового |
Неменее12 |
|
Врабочеесечение |
|
|
многослойногошва. |
|
|
образцанедол- |
|
|
Передсваркойкромки |
|
|
женпопадать |
|
|
наплавляютнеменее |
|
|
металл, наплав- |
|
|
чемвтрислояспри- |
|
Сваркапокрытымиэлектродами, |
ленныйнакромки |
|
|
менениемиспытуе- |
|
взащитномгазеигазоваясварка |
пластин |
|
|
мыхматериалов |
|
|
||
|
|
|
|
||
7 |
Металлстыкового |
Неменее20 |
|
Врабочеесечение |
|
|
многослойногошва |
|
|
образцанедол- |
|
|
спредварительной |
|
|
женпопадать |
|
|
наплавкойкромок |
|
|
металл, наплав- |
|
|
иподкладкинеменее |
|
|
ленныйнакромки |
|
|
чемвтрислоя. Для |
|
|
пластининапод- |
|
|
наплавкиприменяют |
|
|
кладку |
|
|
испытуемыематериа- |
|
|
|
|
|
лы. Ширинаподклад- |
|
Зазормежду стыкуемыми |
|
|
|
ки30 мм |
|
|
||
|
|
кромками16 мм. |
|
||
|
|
|
|
||
|
|
|
Сваркапокрытымиэлектродами, |
|
|
|
|
|
взащитномгазеигазоваясварка |
|
|
|
|
|
|
|
|
8 |
Металлстыковых |
От5 до15 |
|
|
|
|
односторонних |
|
|
|
|
|
идвустороннихсим- |
|
|
|
|
|
метричныхинесим- |
|
|
|
|
|
метричныходно- |
|
|
|
|
|
имногослойныхшвов |
|
|
|
9 Металлдвусторонних |
– |
ТолщинашваН– |
иодносторонних |
|
неменее6 мм |
угловыхшвовспол- |
|
|
нымпроваромстенки |
|
|
|
|
Дуговаяиэлектрошлаковаясварка |
|
|
|
|
|
137 |
Стр. 137 |
ЭБ ПНИПУ (elib.pstu.ru) |
Окончание табл. 9.2
По- |
Тип |
Толщина |
|
Указанияпо |
|
основного |
Схемарасположенияобразцов |
вырезке |
|||
зиция |
металла |
||||
металла, мм |
|
образцов |
|||
|
|
|
|||
|
|
|
Дуговаяиэлектрошлаковаясварка |
|
|
|
|
|
|
|
|
10 |
Металлодносторон- |
От16 до35 |
|
С= 0,5D + 2 мм |
|
|
нихимногослойных |
|
|
|
|
|
стыковыхшвов |
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
12 |
|
От36 до60 |
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
14 |
|
От61 до350 |
|
С= 0,5D + 2 мм |
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
138
Стр. 138 |
ЭБ ПНИПУ (elib.pstu.ru) |

|
|
Схема вырезки образцов |
Таблица 9.3 |
||
|
|
|
|
||
|
|
|
|
|
|
Позиция |
Тип металла |
Толщина |
Схема расположения образцов |
|
Указания |
второго |
|
по вырезке |
|||
|
|
шва Н, мм |
|
|
образцов |
1 |
Металл дву- |
От 16 до 35 |
|
|
С = 0,5D + 2 мм |
|
сторонних, |
|
|
|
|
|
одно- и мно- |
|
|
|
|
|
гослойных |
|
|
|
|
|
стыковых |
|
|
|
|
|
швов |
|
|
|
|
|
|
|
|
|
|
2 |
|
От 36 до 60 |
|
|
|
|
|
|
|
|
|
3 |
|
От 61 до 150 |
|
|
|
|
|
|
|
|
|
Испытания на растяжение сварных соединений проводят на плоских или трубных образцах соответственно для стыковых соединений листов и труб. Толщина образцов равна толщине основного металла
(рис. 9.2, табл. 9.4).
Усиление металла шва снимают механическим путем до уровня основного металла.
Испытания с использованием таких образцов служат для определения временного сопротивления σ в наиболее слабого участка сварного соединения.
Для определения временного сопротивления σ в металла шва испытывают подобные образцы, на которых предусмотрено уменьшение сечения в центре шва (специальная выточка шва для предопределения места разрушения).
Испытания на изгиб применяются для определения пластичности сварного соединения в целом. Пластичность стыкового соединения при изгибе определяется по углу загиба до образования первой
139
Стр. 139 |
ЭБ ПНИПУ (elib.pstu.ru) |

трещины в любом месте образца. Для испытаний применяются образцы с продольным и поперечным расположением шва (рис. 9.3,
табл. 9.5).
Рис. 9.2. Схема образцов: а – тип XII; б – тип XIII; в – тип XIIIа
Таблица 9.4
Размеры образцов
Типоб- |
Толщина |
Толщина |
Ширина |
Ширина |
Длина |
Общая |
|
рабочей |
захватной |
рабочей |
|||||
основного |
образца |
длина |
|||||
разца |
металлаа |
а1 |
части |
части |
части |
образцаL |
|
|
|
|
образцаb |
образцаb1 |
образцаl |
|
|
|
<6 |
Равна |
15 ± 0,5 |
25 |
50 |
|
|
|
6–10 |
20 ± 0,5 |
30 |
60 |
|
||
|
толщине |
|
|||||
XII, XIII |
10–25 |
25 ± 0,5 |
35 |
100 |
l + 2h |
||
основного |
|||||||
|
25–50 |
30 ± 0,5 |
40 |
160 |
|
||
|
металла |
|
|||||
|
50–75 |
35 ± 0,5 |
45 |
200 |
|
||
|
|
|
|||||
|
|
|
Неменее 1,2 |
|
|
|
|
|
≤ 20 |
Равна |
толщины |
|
|
≥ 200 |
|
XIIIa |
толщине |
образца, ноне |
b + 12 |
lш+ 60 |
|||
|
|
металла |
менее10 ине |
|
|
|
|
|
|
|
более50 |
|
|
|
Толщина образцов до 50 мм должна равняться толщине основного металла.
140
Стр. 140 |
ЭБ ПНИПУ (elib.pstu.ru) |