

5679
.pdfСодержание задания
Бакалаврант для выполнения задания самостоятельно выбирает многократно повторяющуюся неизменную операцию и в соответствии с методикой проведения сплошного хронометража производит работы подготовительного этапа, замеряет исследуемые элементы операции, обрабатывает, анализирует информацию, проводит оценку устойчивости хронорядов, рассчитывает продолжительность выполнения операции.
Пример:
1. Ознакомившись с содержанием исследуемой операции, определите необходимое количество наблюдений (таблица 31) и Куст.норм (таблица 32). Затем операция расчленяется на элементы для определения технологической последовательности выполнения каждого элемента. Устанавливаются начало и окончание каждого элемента операции, то есть фиксажные точки и заносятся в таблицу 33.
Таблица 31– Количество наблюдений при хронометраже
|
|
|
Длительность операции, мин |
|
||||
|
|
|
|
|
|
|
|
|
Тип производства |
До 0,5 |
|
|
|
|
|
10–20 |
20 |
|
0,5–1 |
|
1–2 |
2–5 |
5–10 |
Более |
||
Массовое……………………………. |
50 |
35 |
|
25 |
20 |
15 |
12 |
– |
Крупносерийное……………………. |
35 |
25 |
|
20 |
15 |
12 |
10 |
– |
Серийное……………………………. |
– |
– |
|
15 |
12 |
10 |
8 |
6 |
Мелкосерийное и единичное……… |
– |
– |
|
– |
10 |
8 |
6 |
5 |
|
|
|
|
|
|
|
|
|
Таблица 32 – Нормативные коэффициенты устойчивости хронометражных рядов
|
Продолжительность |
Нормативный коэффициент устойчивости |
|||
Тип производства |
Работа машинная и |
Работа машинно- |
Ручная |
||
элемента операции, с |
|||||
|
автоматизированная |
ручная |
работа |
||
|
|
||||
|
До 6 |
1,2 |
1,5 |
2,0 |
|
Массовое……… |
6–18 |
1,1 |
1,3 |
1,7 |
|
|
Более 18 |
1,1 |
1,2 |
1,5 |
|
|
До 6 |
1,2 |
1,8 |
2,3 |
|
Крупносерийное... |
6–18 |
1,1 |
1,5 |
2,0 |
|
|
Более 18 |
1,1 |
1,3 |
1,7 |
|
Серийное……… |
До 6 |
1,2 |
2,0 |
2,5 |
|
6 и более |
1,1 |
1,7 |
2,3 |
||
|
|||||
Мелкосерийное и |
Любая |
1,3 |
2,0 |
3,0 |
|
единичное……. |
|||||
|
|
|
|
||
2. Рассчитываем продолжительность элементов операции и составляем первоначальные хроноряды по каждому элементу: первого элемента – 10 с – 0 = 10 с; второго – 14 с – 10 с = 4 с; третьего – 2 мин 01 с (121с) - 14 с = 107 с; четвертого – 2 мин 04 с – 2 мин 01 с = 3 с; пятого – 2 мин 10 с – 2 мин 04 с = 6 с. продолжительность первого элемента второго наблюдения составит, таким образом, 11 с (2
51
мин 21 с – 2 мин 10 с) и т.д. Данные расчётов заносятся в таблицу хронорядов (таблица 34). Хроноряды приводятся к одной из единиц измерения времени: секундам (если большинство элементов операции имеют продолжительность менее минуты) или минутам с точностью до двух знаков (если большинство элементов операции – более минуты).
Таблица 33– Наблюдательный лист хронометража
|
Фиксажная точ- |
|
|
|
|
Номер наблюдений |
|
|
|
|
|
|
|
||
|
ка. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Элемент |
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
8 |
9 |
|
10 |
|||
Начальная: при- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
операций |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
косновение руки |
|
|
|
|
|
Время |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
к заготовке |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Конечные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Взять заго- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
товку, уста- |
Щелчок кноп- |
|
2 мин |
4 мин |
8 мин |
10мин |
|
|
18 мин |
|
20мин |
|
23мин |
26 |
|
новить и |
10 с |
13мин10с |
|
|
|
мин |
|||||||||
ки включения |
21с |
25с |
04 с |
46с* |
|
07с |
|
56с |
|
47с |
|||||
закрепить в |
|
|
|
|
|
12с |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
патроне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Включить |
|
|
|
|
|
|
|
|
|
|
21 |
|
23 |
|
26 |
станок, |
Появление |
|
2 мин |
4 мин |
4 мин |
10 мин |
13 мин |
|
18 мин |
|
|
|
|||
14с |
|
|
мин |
|
мин |
мин |
|||||||||
подвести |
стружки |
24с |
29с |
09с |
49с |
16с |
|
17с |
|
|
|||||
|
|
|
01с |
|
50с |
18с |
|||||||||
резец |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обточить |
Окончание |
2 |
4 мин |
6 мин |
10 |
12 мин |
|
|
20 мин |
|
23 |
|
25 |
|
28 |
деталь на |
мин |
мин |
17 мин 42с** |
|
|
мин |
|
мин |
мин |
||||||
один проход |
схода стружки |
01с |
08с |
27с |
09с |
51с |
|
|
34с |
|
21с |
|
44с |
30с |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отвести |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
резец, вы- |
Звук прикос- |
2 |
|
|
10 |
|
|
|
|
|
23 |
|
25 |
|
28 |
ключить |
4 мин |
6 мин |
12 мин |
17 мин |
|
20 мин |
|
|
|
||||||
новения ключа |
мин |
мин |
|
|
мин |
|
мин |
мин |
|||||||
станок, |
12с |
31с |
55с |
45с |
|
39с |
|
|
|||||||
к патрону |
04с |
15с |
|
|
25с |
|
48с |
37с |
|||||||
остановить |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вращение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Раскрепить, |
Звук прикос- |
2 |
|
|
10 |
|
|
|
|
|
23 |
|
|
|
28 |
снять и |
4 мин |
6 мин |
13 мин |
17 мин |
|
20 мин |
|
|
26 мин |
||||||
новения дета- |
мин |
мин |
|
|
мин |
|
мин |
||||||||
отложить |
17с |
37с |
01с |
54с |
|
44с |
|
|
03с*** |
||||||
ли к таре |
10с |
22с |
|
|
33с |
|
43с |
||||||||
деталь |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отлучка с |
Прикосновение |
|
|
|
|
|
|
|
|
|
|
|
|
|
31 |
рабочего |
– |
– |
– |
– |
– |
– |
|
– |
|
– |
|
– |
мин |
||
руки к заготовке |
|
|
|
||||||||||||
места |
|
|
|
|
|
|
|
|
|
|
|
|
|
15с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Посторонний |
|
– |
– |
7 мин |
– |
– |
– |
|
– |
|
– |
|
– |
– |
|
разговор |
|
52с |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
*При закреплении детали, ключ упал на пол
**Падение напряжение в сети
***Упала деталь
52
Таблица 34 – Хронометражные ряды
|
Элемент |
|
|
|
|
Номер наблюдений |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
2 |
3 |
4 |
|
5 |
6 |
|
7 |
8 |
9 |
10 |
||
|
операции |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Продолжительность элементов, с |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1. |
Взять |
за- |
|
|
|
|
|
|
|
|
|
|
|
|
готовку, |
|
10 |
11 |
8 |
12 |
|
24 |
9 |
|
13 |
12 |
14 |
9 |
|
установить и |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
закрепить |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. |
Включить |
|
|
|
|
|
|
|
|
|
|
|
|
|
станок, |
под- |
4 |
3 |
4 |
5 |
|
3 |
6 |
|
10 |
5 |
3 |
6 |
|
вести резец |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. |
Обточить |
|
|
|
|
|
|
|
|
|
|
|
|
|
деталь |
за |
107 |
104 |
118 |
120 |
|
122 |
266 |
|
137 |
140 |
114 |
132 |
|
один проход |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. |
Отвести |
|
|
|
|
|
|
|
|
|
|
|
|
|
резец, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
выключить |
3 |
4 |
4 |
6 |
|
5 |
3 |
|
5 |
4 |
4 |
7 |
||
станок, оста- |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
новить |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вращение |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. |
Раскре- |
|
|
|
|
|
|
|
|
|
|
|
|
|
пить, снять и |
6 |
5 |
6 |
7 |
|
6 |
9 |
|
5 |
8 |
15 |
6 |
||
отложить |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
деталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6. |
Отлучка с |
|
|
|
|
|
|
|
|
|
|
|
|
|
рабочего |
|
– |
– |
– |
– |
|
– |
– |
|
– |
– |
– |
152 |
|
места |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. |
Разговор с |
– |
– |
75 |
– |
|
– |
– |
|
– |
– |
– |
– |
|
мастером |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.Исключаются случайные и ошибочные замеры, отмеченные наблюдателем. Таких замеров три – строка 1 замер 5 (ключ упал на пол); строка 3 замер 6 (временное падение напряжения) и строка 5 замер 9 (деталь упала на пол). Кроме того, исключаются случайные элементы, учтённые в ходе непрерывного наблюдения, но не входящие в состав операции и не нормируемые (строка 6 замер 10 и строка 7 замер 3).
4.Фактические коэффициенты устойчивости хронометражных рядов (Куф) определяются как отношение максимального значения замера времени к минимальному. Фактические коэффициенты устойчивости хронорядов (без учёта трёх исключенных замеров) сравниваются с нормативными по таблице 32.
53
В результате сравнения устанавливается, что, кроме второго, все хроноряды устойчивые (Куст.факт ≤ Куст.норм). Для проведения второго хроноряда к устойчивому исключается один замер 7 с максимальной продолжительностью 10 с. После этого вновь рассчитывается фактический коэффициент устойчивости для второго ряда: Куст = 6 : 3 = 2 (ряд устойчивый).
П р и м е ч а н и е. Если после исключения максимальных значений ряд останется неустойчивым, наблюдение надо повторить (таблица 35).
Таблица 35– Определение устойчивости хронорядов
Элемент операции |
Расчёт фактического Куст |
Нормативный Куст |
Вывод |
|
Установить деталь в |
14:8=1,75 |
2,8 |
Устойчивый |
|
патроне |
||||
|
|
|
||
|
|
|
|
|
Включить станок, |
10:3=3,3 |
3,0 |
Неустойчивый |
|
подвести резец |
||||
|
|
|
||
|
|
|
|
|
Обточить деталь на |
140:104=1,34 |
1,8 |
Устойчивый |
|
один проход |
||||
|
|
|
||
|
|
|
|
|
Обточить резец, |
7:3=2,3 |
3,0 |
» |
|
выключить станок |
||||
|
|
|
||
|
|
|
|
|
Снять деталь и |
9:5=1,8 |
2,5 |
» |
|
отложить |
||||
|
|
|
||
|
|
|
|
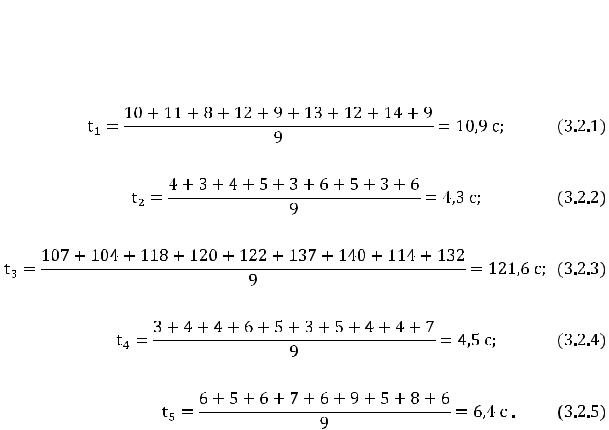
5. Далее рассчитывается средняя продолжительность каждого элемента операции:
по 1-му элементу
по 2-му элементу
по 3-му элементу
по 4-му элементу
по 5-му элементу
6. Общая продолжительность выполнения всей операции:
54
|
Топ = 10,9 + 4,3 + 121,6 + 4,5 + 6,4 = 147,7 с или 2,46 мин. |
(3.2.6) |
||||||
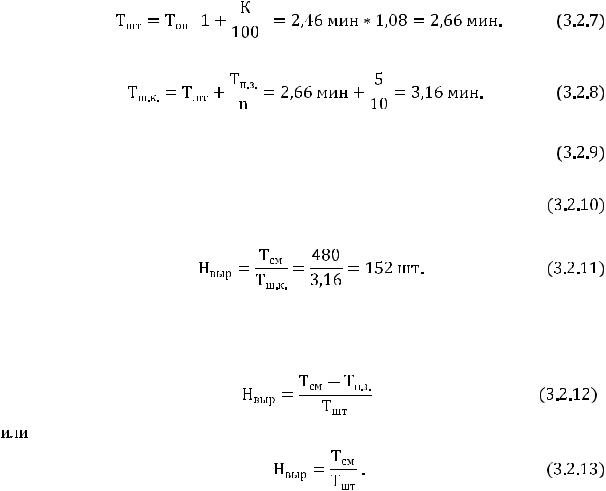
7. |
Норма штучного времени |
|
||||||
|
|
|
|
|
|
|
|
|
8. |
Норма штучно-калькуляционного времени: |
|
||||||
|
|
|
|
|
|
|
||
9. |
Норма времени на партию изделий: |
|
||||||
Тп= Тш.к. * n = 3,16 мин * 10 = 31,16 мин
или
Тп = Тшт * n + Тп.з. =2,66 мин + 10 + 5 = 31,6 мин. 10. Норма выработки за восьмичасовую смену:
П р и м е ч а н и е. В условиях массового производства, когда Тп.з. даётся по нормативам на смену или нормативами не предусматривается, расчёт нормы выработки производится по одной из следующих формул:
3.3. Проведение и обработка данных фотографии рабочего времени
Фотография рабочего времени (ФРВ) – это метод изучения затрат рабочего времени или времени работы и перерывов оборудования путём наблюдения и измерения всех без исключения затрат на протяжении полной рабочей смены или только некоторой её части.
Основными задачами ФРВ являются:
-определение фактического баланса затрат рабочего времени (распределение затрат по категориям в соответствии с их классификацией и установление удельного веса продолжительности каждой категории затрат в общей продолжительности наблюдения);
-выявление непроизводительных затрат и потерь рабочего времени, установление причин, их вызывающих;
-получение необходимых данных по организации производства и труда
55
(организация и обслуживание рабочих мест, увязка работы смежных установок, определение рационального состава бригады и расстановки рабочих, многостаночное обслуживание и т.п.);
-определение фактической выработки продукции и темпов её выпуска на протяжении рабочей смены;
-изучение и обобщение опыта передовых рабочих по использованию рабочего времени;
-выявление причин невыполнения норм отдельными рабочими;
-разработка нормативных балансов рабочего дня, предусматривающих улучшение использования рабочего времени за счёт ликвидации выявленных непроизводительных затрат и потерь рабочего времени, использование возможностей совмещения отдельных элементов затрат рабочего времени и проектирование более совершенной организации труда и производства;
-накопление исходных данных для разработки нормативов подгото- вительно-заключительного времени, времени обслуживания рабочего места и времени на отдых и личные надобности;
-накопление исходных данных для разработки норм обслуживания и нормативов численности.
ФРВ имеет свои разновидности, но независимо от этого её проведение сводится к выполнению следующих этапов:
-подготовка к проведению наблюдений;
-непосредственное наблюдение;
-обработка данных наблюдения;
-анализ полученных данных и подготовка предложений по совершенствованию организации труда и производства.
Содержание каждого из этих обязательных этапов зависит от используемого метода изучения затрат рабочего времени. В общем виде содержание каждого включает выполнение следующих видов работ.
1.Подготовка к проведению наблюдения обеспечивает качество самого наблюдения и его результатов. По окончании этого этапа заполняется лицевой лист ФРВ.
2.Непосредственное наблюдение обычно проводится с точностью не более 0,5 мин. В наблюдательном листе фиксируются все без исключения затраты рабочего времени. В день проведения ФРВ за 15 – 20 минут до начала наблюдения наблюдатель на рабочем месте проверяет данные, записанные в фотокарту, выбирает удобное место для наблюдения, с которого видны все действия рабочего.
56
3.Обработка данных наблюдения производится в следующей последовательности:
а) вычисляется продолжительность затрат времени по каждому элементу; б) определяется категория затрат времени и проставляется соответствующее
условное обозначение (индекс), составляется сводка одноимённых затрат рабочего времени;
в) группируются одноимённые затраты с указанием их продолжительности и повторяемости в течение периода наблюдения, причём сумма затрат времени по категориям должна равняться общей продолжительности наблюдения;
г) составляется фактический баланс рабочего времени путём определения процентного отношения времени по каждой категории затрат (на основе сводки одноимённых затрат) к общей продолжительности наблюдения.
4.Анализ результатов наблюдения заключается в детальном выяснении степени использования рабочего времени, возможности сокращения времени по отдельным категориям его затрат.
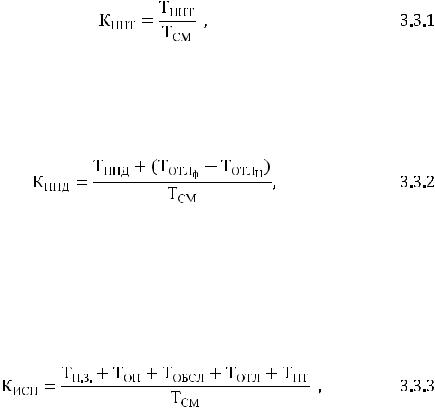
С этой целью определяются следующие коэффициенты: Коэффициенты потерь по организационно-техническим причинам (КПНТ):
где ТПНТ – продолжительность потерь времени по организационнотехническим причинам (по данным фактического баланса), мин;
ТСМ – продолжительность смены, мин.
Коэффициент потерь по причинам, зависящим от рабочего (КПНД):
где ТПНД – продолжительность потерь рабочего времени по причинам, зависящим от рабочего, мин;
ТОТЛф – время на отдых и личные надобности по данным фактического ба-
ланса;
ТОТЛн – нормативное время на отдых и личные надобности, мин; Коэффициент использования рабочего времени (КИСП):
где ТП.З – подготовительно-заключительное время, мин; ТОП – оперативное время, мин; ТОБСЛ – время обслуживания рабочего времени, мин;
57
ТПТ – время технологически и организационно неизбежных перерывов, мин; ТОТЛ – перерывы на отдых и личные надобности (их величина берётся в
пределах установленного норматива времени), мин.
Правильность произведённых расчётов коэффициентов проверяется их суммированием, результатом чего должна быть величина равная 1,0, или 100 %.
Данные фактического баланса рабочего времени и его анализ являются основанием для составления нормативного (проектируемого) баланса. В нормативный баланс не включаются работы, не обусловленные производственным заданием, время перерывов, вызванных недостатками в организации и технологии производства и нарушениями трудовой дисциплины.
Величины проектируемых затрат времени на подготовительнозаключительную работу, обслуживание рабочего места, на отдых и личные надобности устанавливаются на основе действующих нормативов. Если таковые отсутствуют, то они берутся из результатов ФРВ передовых рабочих. Если нет тех и других данных, то из фактических затрат вычитаются устранимые потери и нерациональные затраты времени.
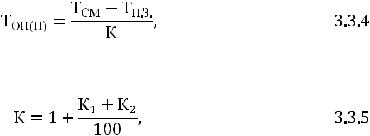
Разработка нормативного баланса начинается с определения нормативного оперативного времени, величина которого устанавливается следующим образом:
гдеК – коэффициент, показывающий увеличение штучного времени по сравнению с оперативным. Его расчёт производится с помощью формулы
где К1 и К2 – установленный норматив времени на обслуживание рабочего места и на отдых и личные надобности, % от ТОП .
Затраты времени на обслуживание рабочего места, отдых и личные надобности (в мин) определяются путём умножения имеющегося норматива времени (в %) на величину оперативного нормативного времени.
Данные фактического и нормативного балансов сопоставляются и выявляются затраты, подлежащие сокращению или полной ликвидации.
Устранение выявленных потерь, сверхнормативных и непроизводительных затрат способствует повышению производительности труда. При этом определяются следующие показатели:
Рост производительности труда за счёт устранения потерь, зависящих от рабочего П1:
58
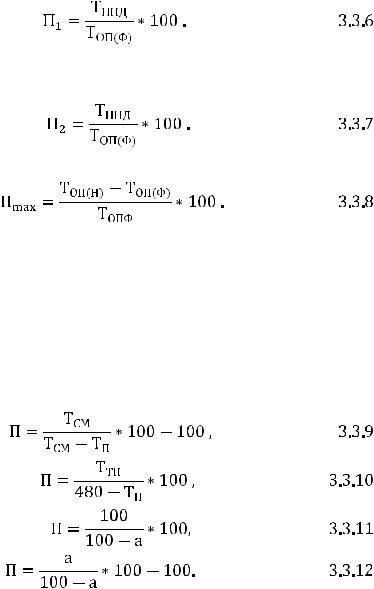
Рост производительности труда за счёт устранения потерь по органи- зационно-техническим причинам П2:
Максимально возможное повышение производительности труда Пmax:
где ТОП(Н), ТОП(Ф) – оперативное время по нормативному и фактическому балансу соответственно, мин.
Такой расчёт применяется в случае, если за счёт затрат рабочего времени, подлежащих сокращению, будет увеличено оперативное время. Если в результате проведения ФРВ установлено, что затраты ТПЗ, ТОБСЛ, ТОТЛ меньше нормативных, то возможное повышение производительности труда рассчитывается на основе любой из нижеследующих формул:
где ТП – величина потерь, подлежащих сокращению, мин; а – % непроизводительных затрат рабочего времени.
Завершающим этапом каждого наблюдения является разработка орга- низационно-технических мероприятий, которые должны обеспечить устранение выявленных потерь рабочего времени (таблица 36).
Таблица 36 – Предлагаемые организационно-технические мероприятия
|
Индекс |
Наименование |
Срок |
Ответственный |
Ожидаемое |
Затраты, |
|
|
сокращение потерь ра- |
|
|||||
|
потерь |
мероприятия |
исполнения |
исполнитель |
руб. |
|
|
|
бочего времени, мин |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
59
При разработке мероприятий следует исходить из следующих основных направлений роста производительности труда: улучшение планирования и организации производства, внедрение технически обоснованных норм труда, внедрение НОТ на рабочем месте (улучшение обслуживания рабочего места, улучшение условий труда, повышение трудовой дисциплины и т.д.).
Разработка мероприятий обязательно сопровождается расчётом ожидаемого годового экономического эффекта.
Содержание задания
ФРВ имеет разновидности, каждой из которых присущи свои специфические особенности в способе наблюдения, обработке полученных данных, формах документации.
В соответствии с методикой проведения самофотографии рабочего времени бакалаврант проводит изучение затрат собственного рабочего дня, выполняет необходимые исследования и обработку полученной информации, определяет рациональность его использования и возможный рост производительности труда при устранении потерь и нерациональных затрат рабочего времени.
3.4. Расчёт нормы времени на операцию с использованием суммарного метода
Содержание задания
Используя опытный, статистический или сравнительный суммарный метод, определите время, необходимое для выполнения операции, указанной в предлагаемом задании. Номер варианта задания соответствует порядковому номеру в списке.
Содержание исследуемой операции:
1.Выпиливание лобзиком панно 20*20 см.
2.Ручная ковка садовой скамьи.
3.Изготовление детской панамы из ткани.
4.Стрижка пуделя.
5.Изготовление скворечника.
6.Мойка автомобиля с химчисткой салона.
7.Изготовление панно из бисера.
8.Ямочный ремонт 1 м2 асфальтового шоссе в городе.
9.Изготовление подвесного цветочного кашпо для озеленения города.
10.Сборка павильона автобусной остановки.
60