

III. Операция точение
Щелкните кнопку Rough Turning Operation
 (черновая обработка с поворотом)
(черновая обработка с поворотом)В ответ на подсказку «Select turn profile» (выберите профиль обработки), удерживая левую клавишу мыши, протягиваем указатель и захватываем все поверхности, за исключением поверхности отверстия (рис. 9). Заканчиваем выделение, нажав на правую клавишу мыши. В результате получаем траекторию движения и предложение выбора стартовой точки инструмента «Selekt new start point for profile…» (рис. 10).

Рис. 9. Выбор обрабатываемых поверхностей

Р
5
ис. 10. Выбор начальной точки траекторииЕсли изменение начальной точки не планируется, то «щелчок» правой клавишей мыши. В ответ на следующую подсказку «Select start/end point to alter» (выбор точки начала/конца траектории) (рис. 11), если изменение точек не планируется, щелкаем правой клавишей мыши и переходим к выбору начальной позиции инструмента. В ответ на подсказку «Select billet or cycle start position» указываем точку как показано на рис. 12.
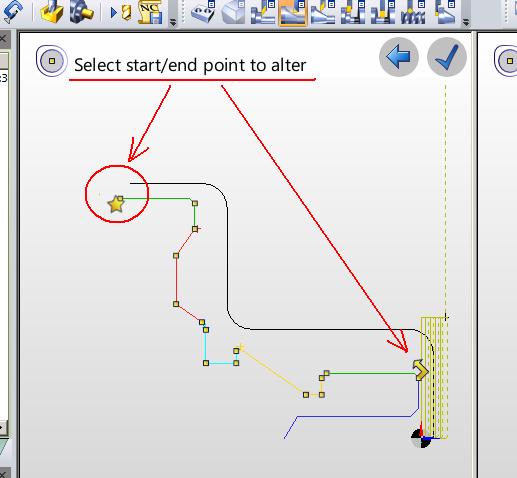
Рис. 11

Рис. 12
Д
6
алее нам предлагается перейти к диалоговому окну выбора режимов перехода и конструкции инструмента (рис. 13).
Рис. 13. Окно выбора режимов обработки и конструкции инструмента
На экране отобразится диалоговое окно Rough Turning Operation (рис. 14), в котором выставляем следующие значения:
На вкладке General:
- Canned Cycle - Uncheck,
- Cut Increment - 6,
- Z Offset - 0.3,
- X Offset - 0.5,
- Profile Extension Start - 5,
- Profile Extension End – 2.

Р
7
ис. 14На вкладке Tooling (рис. 15) нажмите кнопку Find для открытия базы данных инструмента. Выберите инструмент PCLNL-2525 M12 0.8 Rad General и щелкните кнопку Select.
Введите в качестве значения параметра Position 1.
4. Щелкните OK, чтобы сгенерировать траекторию движения инструмента на переходе точения наружной поверхности.

Рис. 15
IV. Проточка 1-ой канавки
Щелкните кнопку Rough Groove Operation
 (проточка канавок).
(проточка канавок).Выберите профиль детали.
Выберите точку в качестве начальной точки операции, как показано на рис. 16.

Р
8
ис. 16.На экране отобразится диалоговое окно Rough Groove Operation.
Задайте приведенные параметры в вкладке General:
- Сycle Type - Sequential,
- %Stepover - 50,
- Z Offset - 0.3,
- X Offset - 0.5,
- Profile Extension Start – 0,
- Profile Extension End -0.
Перейдите на вкладку Tooling:
- CSS - Checked (отметить),
- нажмите кнопку Find для открытия базы данных инструмента и выберите инструмент 1mm External Groove Tool для проточки канавок и щелкните кнопку Select.
- введите в качестве значения параметра Position 2.
- щелкните OK, чтобы сгенерировать траекторию движения инструмента для точения канавок (рис. 17)
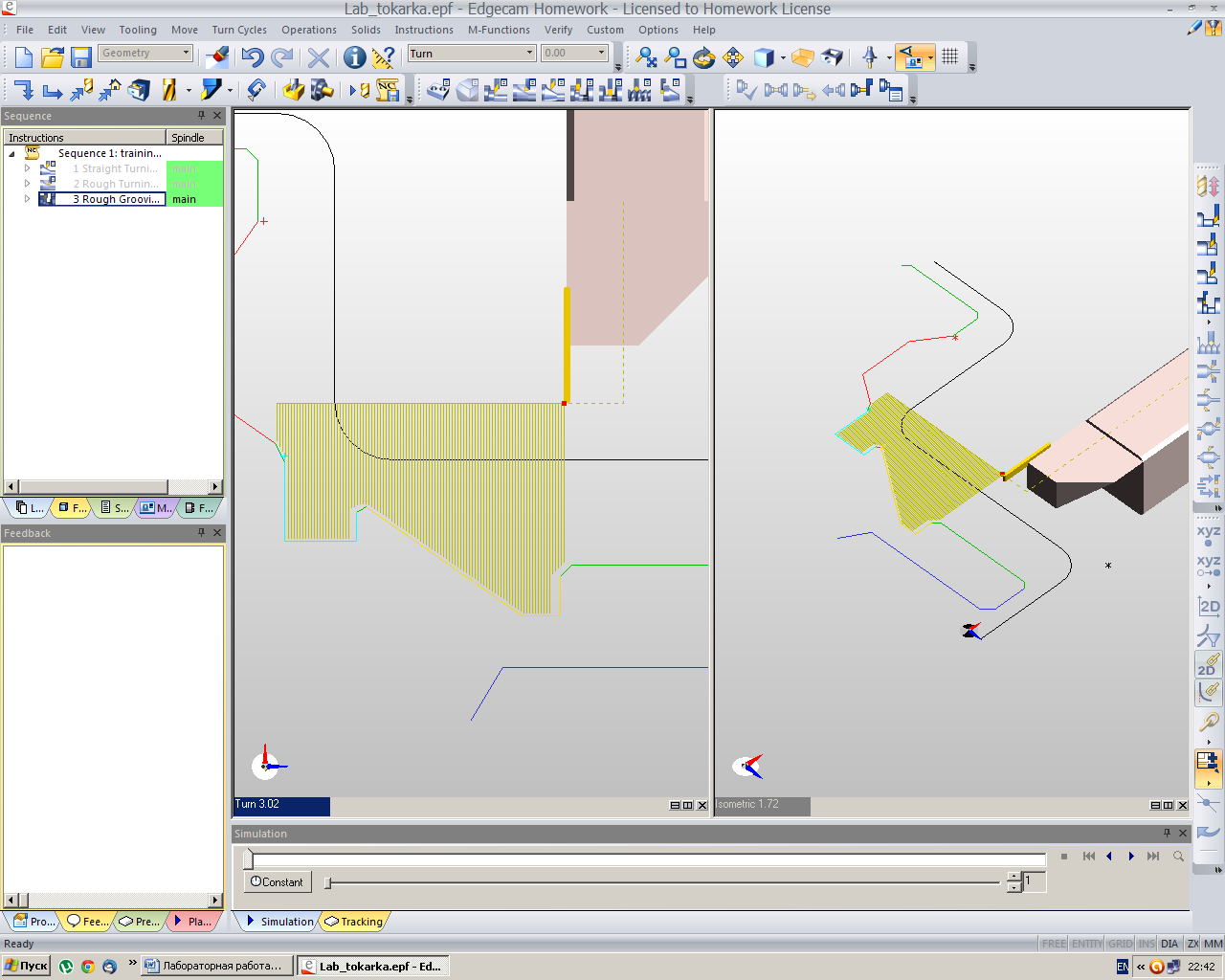
Рис. 17.
V. Проточка 2-ой канавки
Щелкните кнопку Rough Groove Operation (проточка канавок).
Выберите профиль детали.
В
9
ыберите точку в качестве начальной точки операции, как показано на рис. 18.

Рис. 18
На экране отобразится диалоговое окно Rough Groove Operation.
Задайте приведенные параметры в вкладке General:
- Сycle Type - Sequential,
- %Stepover - 50,
- Z Offset - 0.3,
- X Offset - 0.5,
- Profile Extension Start – 0,
- Profile Extension End -0.
Перейдите на вкладку Tooling:
- CSS - Checked (отметить),
- поменяйте направление расположения инструмента «Orientation» на «Axial» (рис. 19),
- нажмите кнопку Find для открытия базы данных инструмента и выберите инструмент 1mm External Groove Tool для проточки канавок и щелкните кнопку Select.
- введите в качестве значения параметра Position 2.
-
10
щелкните OK, чтобы сгенерировать траекторию движения инструмента для точения канавок (рис. 19)
Рис. 18

Рис. 19
11