

А.И. Болдырев А.А. Болдырев
ИЛЛЮСТРАТИВНЫЙ МАТЕРИАЛ
К КУРСУ ЛЕКЦИЙ «ОСНОВЫ
ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ»
Учебное пособие
Воронеж 2011
ФГБОУ ВПО «Воронежский государственный
технический университет»
А.И. Болдырев А.А. Болдырев
ИЛЛЮСТРАТИВНЫЙ МАТЕРИАЛ
К КУРСУ ЛЕКЦИЙ «ОСНОВЫ
ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ»
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2011
УДК 621.9 (075.8)
Болдырев А.И. Иллюстративный материал к курсу лекций «Основы технологии машиностроения»: учеб. пособие / А.И. Болдырев, А.А. Болдырев. Воронеж: ФГБОУ ВПО «Воронежский государственный технический университет», 2011. 96 с.
В учебном пособии представлены иллюстративные материалы по разделам цикла лекций по дисциплине «Основы технологии машиностроения».
Издание соответствует требованиям Государственного образовательного стандарта высшего профессионального образования по направлению подготовки дипломированных специалистов 151000 «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств» и программе подготовки бакалавров по направлению 151900 «Конструкторско-технологическое обеспечение машиностроительных производств», дисциплине «Основы технологии машиностроения». Учебное пособие предназначено для студентов всех форм обучения.
Учебное пособие подготовлено в электронном виде в текстовом редакторе MS Word и содержится в файле «ИМ по ОТМС 2011.doc».
Рецензенты: кафедра автоматизации производственных процессов Воронежской государственной лесотехнической академии (зав. кафедрой Засл. деят. науки и техники РФ, д-р техн. наук, проф. В.С. Петровский);
д-р техн. наук, проф. А.В. Кузовкин
© Болдырев А.И., Болдырев А.А., 2011
© Оформление. ФГБОУ ВПО
«Воронежский государственный
 технический
университет», 2011
технический
университет», 2011
Введение
Целью изучения дисциплины «Основы технологии машиностроения» является приобретение знаний и практических навыков по разработке высокоэффективных и экономичных технологических процессов обработки и сборки изделий машиностроения. После изучения основ технологии машиностроения студент способен разрабатывать технологические процессы обработки для различных типов производства при обеспечении заданного качества и точности изделий, размещать оборудование и решать организационно-технические задачи для реализации технологического процесса, осуществлять настройку и наладку металлорежущих станков, выполнять все необходимые технологические и технические расчеты, подтверждающие обоснованность выбранного варианта технологического процесса.
Качество изучения дисциплины существенно зависит от наглядности преподавания. Поэтому лекции по курсу сопровождаются иллюстративным материалом, который позволяет представить учебный материал с высокой степенью наглядности и находит самое широкое применение для передачи большого массива информации.
Иллюстративные материалы служат основой для формирования первичных представлений об изучаемых вопросах. Выполняя познавательно-иллюстративную функцию, материалы помогают формированию у студентов определенных образов и понятий, способствуют раскрытию сущности изучаемых фактов, явлений, процессов. При этом не только решается задача иллюстрации отдельных теоретических положений, обобщений и выводов, но и появляется возможность раскрытия основных тенденций изучаемых процессов, условий и характера действия существующих закономерностей.
Применение иллюстративных материалов влечет за собой быстрое формирование определенных первичных навыков и умений студента, необходимых для успешного овладения содержанием дисциплины, а также повышает интерес и активность студента в самостоятельной работе.
Цель и задачи дисциплины
Цель дисциплины – научить студентов основам разработки технологических процессов сборки машин и изготовления их деталей в машиностроительном производстве
Задачи изучения дисциплины – освоение методики проектирования и организации технологических процессов сборки машин и изготовления деталей в машиностроительном производстве, обеспечивающей требуемое качество изделий, заданную производительность при минимальных затратах и выполнении требований экологии и охраны труда.
1. Техническая и технологическая подготовка производства
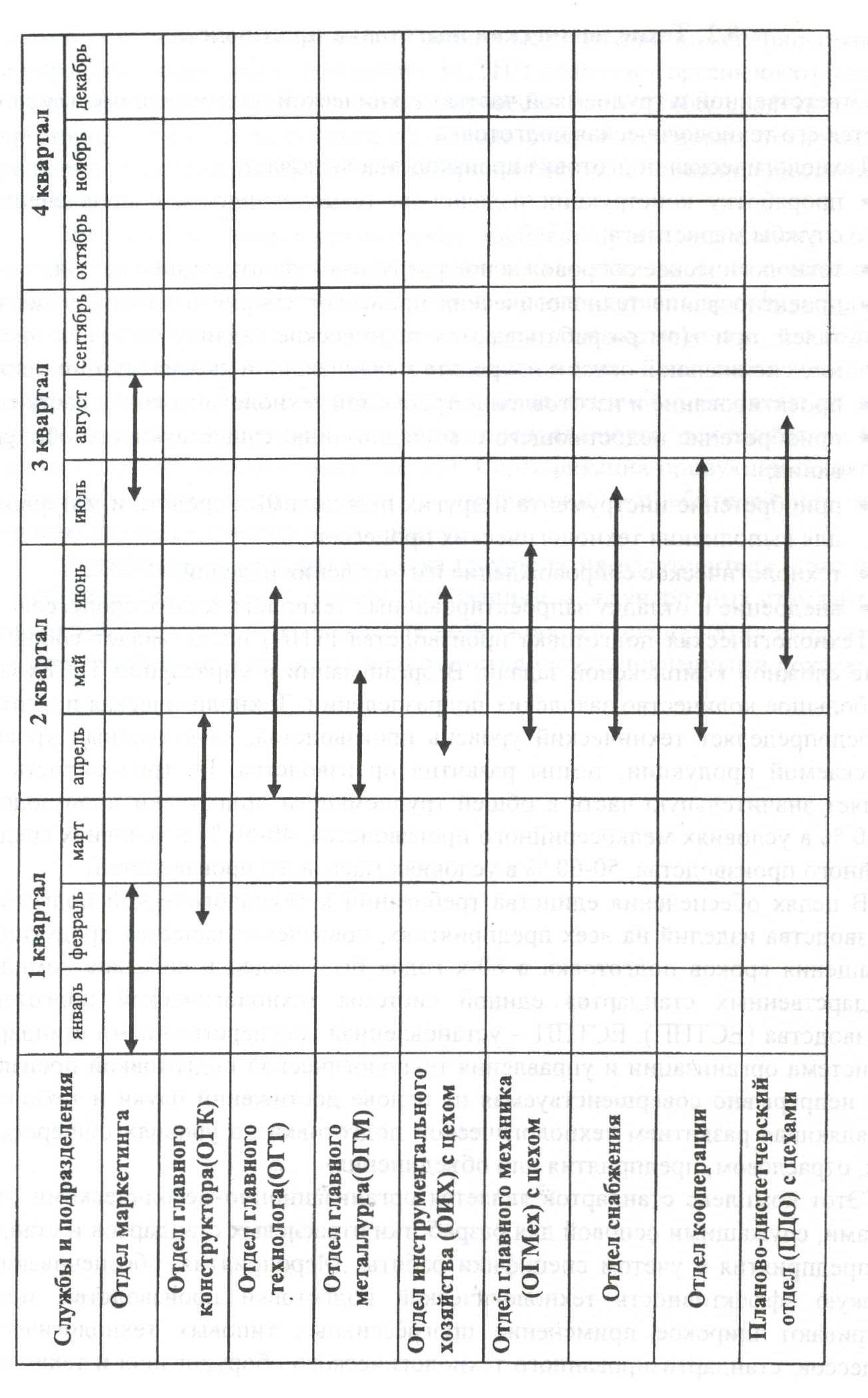
1.1. График подготовки производства и выпуска изделий средней сложности
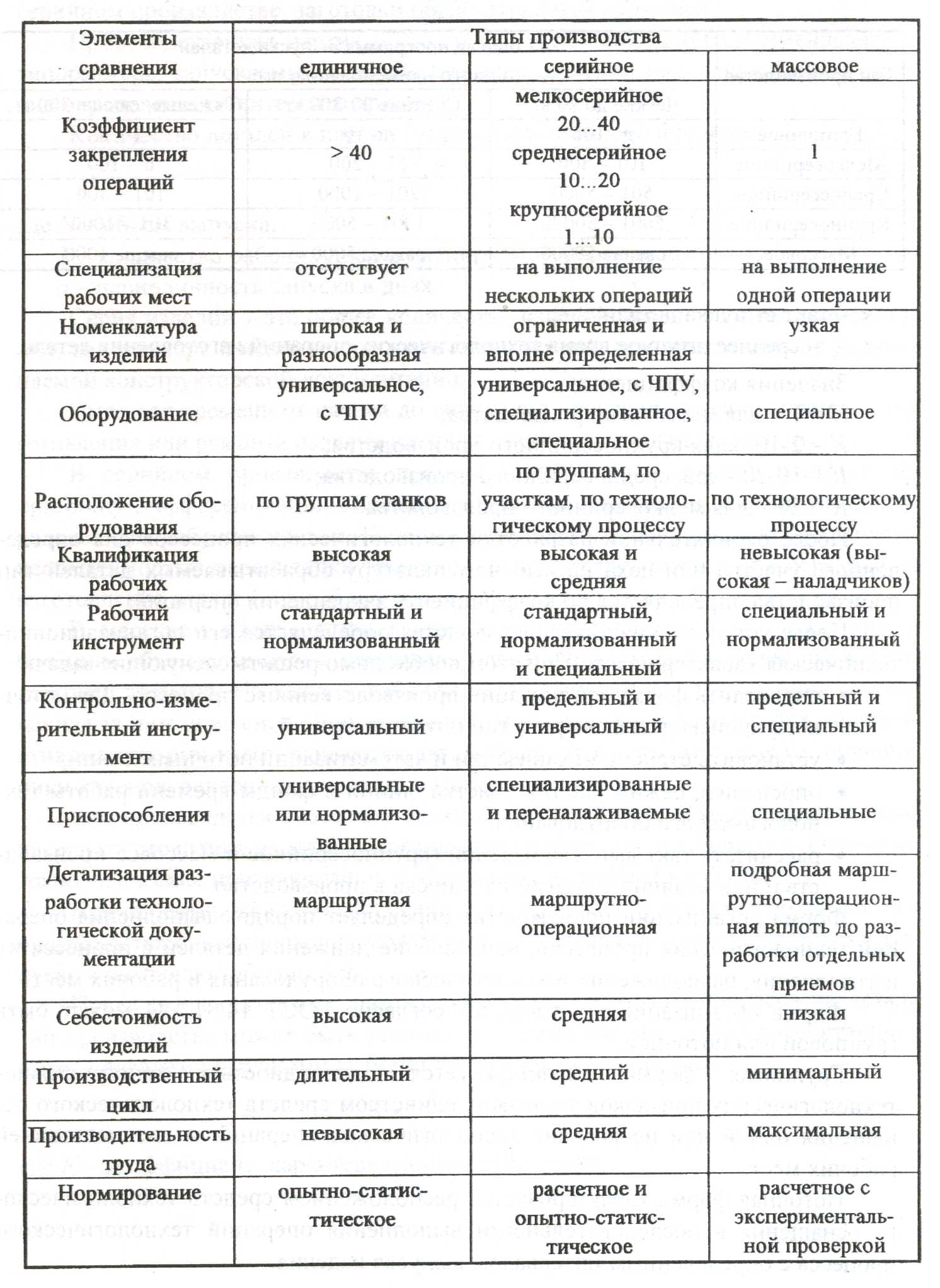
1.2. Характеристика типов производств
1.3. Схема организационных форм сборки

1.4. Методы достижения точности замыкающего звена
Метод |
Сущность метода |
Область применения |
Полной взаимозаменяемости |
Метод при котором требуемая точность замыкающего звена размерной цепи достигается у всех объектов путем включения в нее составляющих звеньев без выбора, подбора или изменения их значений |
Использование экономично в условиях достижения высокой точности при малом числе звеньев размерной цепи и при достаточно большом числе изделий подлежащих сборке |
Неполной взаимозаменяемости |
Метод при котором требуемая точность замыкающего звена размерной цепи достигается у заранее обусловленной части объектов путем включения в нее составляющих звеньев без выбора, подбора или изменения их значений |
Использование целесообразно для достижения точности в многозвенных размерных цепях; допуски на составляющие звенья при этом больше, чем в предыдущем методе, что повышает экономичность получения сборочных единиц; у части изделий погрешность замыкающего звена может быть за пределами допуска на сборку, т.е. возможен определенный риск несобираемости |
Групповой взаимозаменяемости |
Метод, при котором требуемая точность замыкающего звена размерной цепи достигается путем включения в размерную цепь составляющих звеньев, принадлежащих одной из групп, на которые они предварительно рассортированы |
Применяется для достижения наиболее высокой точности замыкающих звеньев малозвенных размерных цепей; требует четкой организации сортировки деталей на размерные группы, их маркировки, хранения и транспортирования в специальной таре |
Продолжение таблицы |
||
Пригонки |
Метод, при котором точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем удаления с компенсатора определенного слоя материала |
Используется при сборке изделий с большим числом звеньев, детали могут быть изготовлены с экономичными допусками, но требуются дополнительные затраты на пригонку компенсатора; экономичность в значительной мере зависит от правильного выбора компенсирующего звена, которое не должно принадлежать нескольким связанным размерным цепям |
Регулирования |
Метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера или положения компенсирующего звена без удаления материала с компенсатора |
Аналогичен методу пригонки, но имеет большее преимущество в том, что при сборке не требуется выполнять дополнительные работы со снятием слоя материала; обеспечивает высокую точность и дает возможность периодически ее восстанавливать при эксплуатации машины |
1.5. Технологические схемы сборки
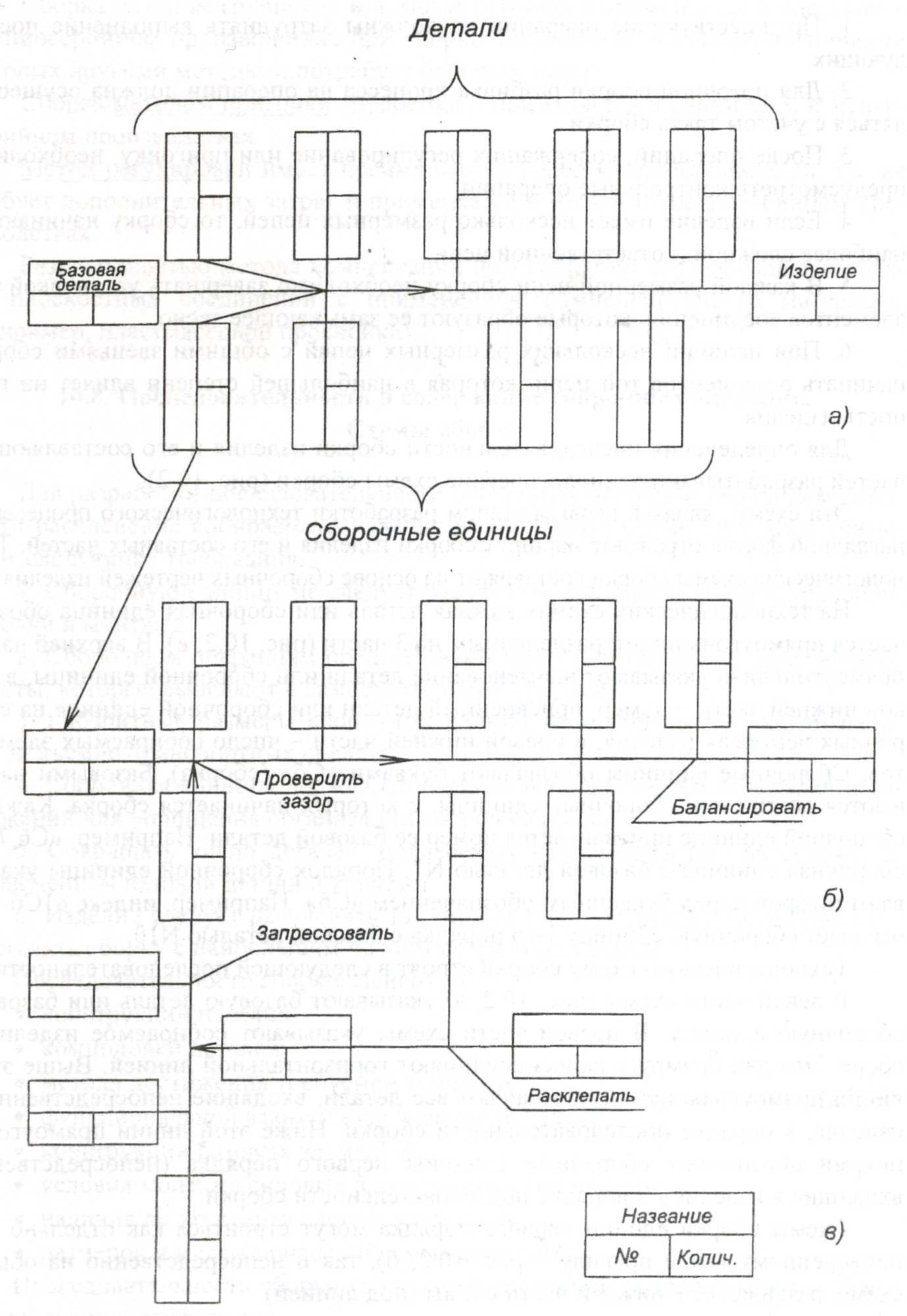
а – общая, б – узловая, в – обозначение составной части