

Воронежский государственный технический университет
Тезисы региональной научно-технической
конференции
45 НАУЧНО-ТЕХНИЧЕСКая КОНФЕРЕНЦИя ПРОФЕССОРСКО – ПРЕПОДАВАТЕЛЬСКОГО
СОСТАВА, НАУЧНЫХ РАБОТНИКОВ, АСПИРАНТОВ
И СТУДЕНТОВ
Секция «Системы
автоматизированного проектирования»
(г. Воронеж, 26-30 апреля 2005 г.)
Воронеж 2005
УДК 621.3
45 Научно-техническая конференция профессорско–преподавательского состава, научных работников, аспирантов и студентов. Секция «Системы автоматизированного проектирования»: Тезисы регион. науч.-техн. конф. Воронеж: Воронеж. гос. техн. ун-т, 2005. 147 с.
В сборнике представлены материалы, посвященные разработке систем автоматизированного проектирования в машиностроении. Сборник подготовлен в электронном виде в редакторе Microsoft Word и содержится в файле tesis45.doc.
Редакционная коллегия:
Е.Д. Федорков – д-р техн. наук, проф. - ответственный редактор, Воронежский государственный технический университет;
А.Н. Чекменев– д-р техн. наук, проф. – зам. ответственного редактора, Воронежский государственный технический университет;
О.В. Собенина – канд. техн. наук, доц., Воронежский государственный технический университет;
А.И. Бобров – канд. техн. наук, доц., Воронежский государственный технический университет;
А.А. Зибров – канд. техн. наук, доц., Воронежский государственный технический университет
Рецензенты: д-р техн. наук, проф. О.В. Родионов,
д-р техн. наук, зам. директора ВНИИС
по науке И.И Малышев
© Коллектив авторов, 2005
© Оформление. ГОУВПО «Воронежский государственный технический университет», 2005
СОДЕРЖАНИЕ |
|
Барышников С.В., Кольцов А.С. Подсистема автоматизированного проектирования роботизированного транспорта |
7 |
Белянин Д.А., Бобров А.И. Подсистема автоматизированного проектирования элементов межоперационного склада накопителя |
9 |
Скрипченко Ю.С., Кретова А.Н., Федорков Е.Д. Проектирование автоматизированной транспортной системы |
13 |
Скрипченко Ю.С., Мараев М.Н., Федорков Е.Д. Проектирование библиотеки построения 3D – моделей вращающейся инструментальной оснастки для сверл в системе Компас 5.11 |
16 |
Скрипченко Ю.С., Титов П.В., Федорков Е.Д. Конструкция и работа контрольно-измерительной машины. |
19 |
Тюкачев А. А., Скрипченко Ю. С. Подсистема автоматизированного проектирования складского комплекса |
23 |
Черникова Е.В. Пачевский Д.Е. Федорков Е.Д. АВТОМАТИЗИРОВАННАЯ ПОДСИСТЕМА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ |
24 |
Акиньшин Д.В., Федорков Е.Д., Кольцов А.С. Подсистема конструкторско-технологического проектирования токарной обработки муфт интегрированной САПР |
27 |
Алексеев А.Ю., Кольцов А.С., Федорков Е.Д. Подсистема автоматизированного проектирования токарной обработки узлов питательного насоса |
29 |
Бердникова О.П., Бобров А.И. Подсистема автоматизированного учёта и формирования командировок сотрудников машиностроительного предприятия |
32 |
Бирюков А.Л. Свиридова Н.Н., Федорков Е.Д. Разработка САПР ТП режимов резания при расточных операциях |
35 |
Брусов К.А. Пачевский Д.Е. Федорков Е.Д. Разработка автоматизированной подсистемы расчёта режимов резания при резьбошлифовании |
38 |
Рыжков В.А., Быканова Н.Ю., Федорков Е.Д. РАЗРАБОТКА БИБЛИОТЕКИ АВТОМАТИЗИРОВАННОГО КОНСТРУКТОРСКОГО ПРОЕКТИРОВАНИЯ РАСТОЧНЫХ РЕЗЦОВ |
40 |
Рыжков В.А., Верещагин А.Ю., Федорков Е.Д. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ ВЫБОРА ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА САПР ТП Е.Д. |
43 |
Востриков Е.А. Свиридова Н.Н., Федорков Е.Д. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ |
46 |
Востряков Д. А., Свиридова Н.Н., Федорков Е.Д. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ |
48 |
Скрипченко Ю.С., Григорьев Д.А., Бобров А.И. ПОДСИСТЕМА АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ ПЛАНИРОВОЧНЫХ РЕШЕНИЙ ГИБКИХ ДИСКРЕТНЫХ ПРОИЗВОДСТВ |
51 |
Долгих В.А. Кольцов А.С. Федорков Е.Д. Интегрированная подсистема проектирования конструкторских характеристик проходного резца. |
55 |
Ефанов А.Н., Шишкин А.А., Бобров А.И. Проектирование диалоговой автоматической подсистемы расчёта кабель-каналов в структурированной кабельной системы |
58 |
Змиевский В.В., Скрипченко Ю.С. ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЁТА РЕЖИМОВ РЕЗАНИЯ ПРИ ТОКАРНОЙ ОБРАБОТКИ |
60 |
Рыжков В.А., Кобзева И.А., Федорков Е.Д. РАЗРАБОТКА БИБЛИОТЕКИ АВТОМАТИЗИРОВАННОГО КОНСТРУКТОРСКОГО ПРОЕКТИРОВАНИЯ ОСНАСТКИ ДЛЯ ТОРЦЕВЫХ ФРЕЗ |
62 |
Крупин А. П., Рыжков В. А., Федорков Е. Д. Подсистема автоматизированного конструкторского проектирования резьбонарезных резцов |
65 |
Логвинова Д.В., Костылев П.А., Бобров А.И. Подсистема конструкторско-технологического проектирования отрезной операции интегрированной САПР |
67 |
Митина О.А., Свиридова Н.Н., Федорков Е.Д. Разработка подсистемы САПР ТП методом анализа: выбор режущего инструмента при токарной обработке наружных цилиндрических поверхностей |
69 |
Попов О.С., Кольцов А.С., Федорков Е.Д. Подсистема автоматизированного проектирования фрезерной обработки узлов питательного насоса |
71 |
Попов А.А., Рыжков В.А., Федорков Е.Д. Разработка подсистемы расчета режимов резания при фрезеровании |
73 |
Русяев М.Е., Свиридова Н.Н., Федорков Е.Д. ПОДГОТОВКА ОПЕРАЦИОННОЙ КАРТЫ К ПЕЧАТИ |
76 |
Сергеев А.И. Пачевский Д.Е Федорков Е.Д Автоматизированная подсистема расчета режима резания при сверлении |
78 |
Смышляев С.В Пачевский Д.Е Федорков Е.Д. ПОДСИСТЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ИНТЕГРИРОВАННОЙ САПР РАСЧЁТА НОРМ ВРЕМЕНИ ПРИ ФРЕЗЕРОВАНИИ |
80 |
Сукочев М.В., Свиридова Н.Н., Федорков Е.Д. ПОДГОТОВКА МАРШРУТНОЙ КАРТЫ К ПЕЧАТИ |
82 |
Борисенко Е.В., Кольцов А.С. Информационное обеспечение модуля выбора приспособлений |
84 |
Пачевский Д.Е., Сурков Ю.В., Федорков Е.Д. Подсистема автоматизированного проектирования системы ремонтно-технического обслуживания |
87 |
Чернухин Ю.В., Кольцов А.С., Федорков Е.Д. Интегрированная подсистема автоматизированного конструкторско-технологического проектирования фасонных фрез |
89 |
Семеноженков М.В., Скрипченко Ю.С., Федорков Е.Д. Подсистема автоматизированного проектирования исполнительного механизма пресса для осадки с кручением |
92 |
Скрипченко. Ю. С. Харин Н. А. Информационные технологии и экспертные системы |
94 |
Кольцов А.С., Пахомов Ю.В. Информационное обеспечение модуля расчета режимов резания при шлифовании САПР ТП |
96 |
Никитин Д.Ю., Скрипченко Ю.С. Подсистема автоматизированного проектирования при черновом фрезеровании интегрированной САПР |
99 |
Лоскутова Н.Ю., Паринов А.В. Подсистема автоматизированного проектирования оригинальной сверлильно-интегральной САПР |
100 |
Иванов А.В., А.В. Паринов Разработка информационного обеспечения подсистемы конструкторско-технологического проектирования при точении интегрированной САПР |
106 |
Евсеев С.М., Паринов А.В. Подсистема конструкторско-технологического проектирования фрезерной обработки интегрированной САПР |
108 |
Брусов К.А., А.В. Паринов Разработка автоматизированной подсистемы расчёта режимов резания при резьбошлифовании |
114 |
Гуров И.М., .Паринов А.В. Подсистема расчета норм времени при нарезании зубьев зубчатых колес |
117 |
Новичихина И.П., Левченко А.С. Проектирование подсистемы выбора вспомогательного инструмента для торцовых фрез |
118 |
Носова Н.В., Левченко А.С., Лопатин Р.С. Автоматизированное проектирование спиральных фрез |
120 |
Скрипченко Ю.С., Кольцов А.С., Лопатин Р.С. АППРОКСИМАЦИЯ КРИВЫХ БЕЗЬЕ СОПРЯЖЕННЫМИ ДУГАМИ И ЕЕ ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ |
124 |
Орлов Р.П., Левченко А.С., Лопатин Р.С. Математическое обеспечение подсистемы конструкторско-технологического проектирования токарной обработки интегрированной САПР |
129 |
Петренко В.А., Левченко А.С., Лопатин Р.С. Подсистема автоматизированного конструкторского проектирования режущего и вспомогательного инструмента для многоцелевой фрезерной обработки |
134 |
УДК 621.313
Подсистема автоматизированного проектирования роботизированного транспорта
С.В. Барышников, А.С. Кольцов
Поиск новых решений, для уменьшения трудоемкости работ инженера средствами автоматизации, на предприятии в настоящее время способствует их развитию и позволяет сократить расходы на производство. Определяя актуальность проведенной работы необходимо отметить, что для современного машиностроения характерно значительное увеличение объемов продукции, выпускаемой в условиях единичного, мелкосерийного и серийного производства. В связи с этим наряду с решением проблем автоматизации определяющее значение приобретают задачи обеспечения гибкости производственных систем, способных оперативно перестраиваться на выпуск новой продукции. Поэтому внедрение гибких производственных систем (ГПС) представляют собой качественно новый уровень технического оснащения и организации производства.
Именно создание в промышленности гибких производственных систем (ГПС) дало предпосылки к развитию и распространению САПР. Разработка и широкомасштабное применение САПР позволяет снизить затраты на создание и эксплуатацию проектируемых изделий, повысить производительность труда проектировщиков, конструкторов и технологов, снизить объем проектной документации, повысить качество проектирования.
Цель проектирования – разработка программного средства «Подсистема автоматизированного проектирования роботизированного транспорта», дающего возможность пользователю выражаться на уровне целей, т.е., получив задание на проектирование транспортно накопительной системы на базе транспортного робота, при условии заданной гибкой производственной системы с ее характеристиками, пользователь, подав эти условия на вход подсистемы, на выходе - должен получить рекомендации по типу транспортного робота, количеству транспортных средств и динамических характеристик проектируемой транспортной системы.
Методы исследований и проектирования: метод системного анализа ТНС, метод декомпозиции, визуального и объектно-ориентированного программирования. В процессе реализации использовались математические методики расчета отдельных параметров и методы поиска оптимальных решений. Совокупность методов, правил и процедур, предназначенных для построения функциональной модели объекта и отображает его функциональную структуру на базе CASE технологий.
В процессе проектирования мною был изучен вопрос построения САПР транспортно накопительной системы гибкого автоматизированного производства. Проведен системный анализ существующих САПР проектирования транспортно накопительной системы. В достаточной мере были исследовано назначение и классификация роботизированного транспорта, функционирование транспортно накопительной системы, разновидности роботизированных транспортных средств. Детально были проработаны вопросы выбора типа роботизированного транспорта, количества транспортных средств и динамических, характеристик транспорта проектируемой подсистемы.
Итогом проектирования стала программная реализация подсистемы автоматизированного проектирования роботизированного транспорта.
Проектирование подсистемы происходило в несколько этапов:
На первом этапе был проведен системный анализ существующих САПР проектирования роботизированного транспорта. Рассмотрены патенты на изобретения в этой области и на основании этого были сформулированы основные требования, предъявляемые к проектированию, определены принципы построения подсистемы.
На втором этапе, на основе анализа выходных параметров транспортно накопительной системы бала сформирована функциональная модель системы и определено место проектируемой системы в ее структуре
На третьем этапе была определена методика проектирования и рассмотрены различные варианты и подходы расчета параметров использования роботизированного транспорта ГПС. На этом же этапе была рассмотрена возможность применения современных информационных технологий в проектировании и предпринята попытка описания подсистемы на основе программного продукта BPWin.
Таким образом, указанные выше действия при разработке подсистемы автоматизированного проектирования роботизированного транспорта позволяют максимально автоматизировать работу пользователя. Одними из основных достоинств подсистемы является ее встраиваемость в систему автоматизированного проектирования транспортно-складского комплекса, ее универсальность, гибкость и открытость. Наибольшее применение проектируемая подсистема, и система в целом, на мой взгляд, найдет при серийном и мелкосерийном производстве, хотя при достаточном увеличении номенклатуры оборудования базы данных и расширении технологических аспектов производства (накопление достаточной информации о технологических операциях, производственном процессе и пр.) возможно применение при единичных заказах на производство в условиях гибкого автоматизированного производства.
Разработанная «Подсистема автоматизированного проектирования роботизированного транспорта» в настоящее время является логически и программно законченным программным продуктом, зарегистрированным в фонде алгоритмов и программ областного центра новых исследовательских технологий. Программный продукт отвечает требованиям универсальности и гибкости.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования элементов межоперационного склада накопителя
Д.А. Белянин, А.И. Бобров
Определяя актуальность проведенной работы необходимо отметить, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР).
Гибкие производственные системы (ГПС) представляют собой качественно новый уровень технического оснащения и организации производства, они характеризуются наличием автоматизированного оборудования, транспортно-накопительных систем, контрольно-измерительного, диагностирующего оборудования и средств вычислительной техники.
Проектирование транспортно-накопительных систем (ТНС) является очень важной инженерной задачей, решение которой влияет на технологические, объемно- планировочные, организационно-управленческие и технико-экономические показатели создаваемого производственного объекта.
Цель проектирования – разработка программного средства «Подсистема автоматизированного проектирования межоперационного склада накопителя», задача которого состоит в создании удобного и простого для понимания технолога-программиста приложения, реализующего расчет вместимости межоперационного склада накопителя, определение требуемого количества поддонов и определение оптимального транспортного средства.
Методы исследований и проектирования: метод системного анализа ТНС, метод декомпозиции, методы визуального и объектно-ориентированного программирования. В процессе реализации использовались математические методики расчета отдельных параметров и методы выбора оптимального решения, на основе удовлетворения ограничениям целевой функции. Также применялась совокупность методов, правил и процедур, предназначенных для построения функциональной модели объекта и отображения его функциональной структуру с использованием CASE технологий.
В процессе проектирования мною был изучен вопрос построения САПР транспортно накопительной системы гибкого автоматизированного производства. В достаточной мере были исследовано назначение и классификация транспортно-накопительных систем, рассмотрено их функционирование. Детально были проработаны вопросы выбора оптимального транспортного средства, расчета межоперационного склада накопителя и определения требуемого количества поддонов.
Итогом проектирования стала программная реализация подсистемы автоматизированного проектирования межоперационного склада накопителя.
В процессе проектирования подсистемы были выполнены следующие этапы: Системный анализ предметной области, функциональное проектирование и декомпозиция, обобщение знаний и формулировка требований к подсистеме, непосредственно проектирование, заключающееся в построении алгоритма на основе описанных методов, реализация, тестирование и разработка различных видов обеспечения. На этапе непосредственно проектирования были определены необходимые параметры для реализации каждой функции, на основании чего получена совокупность входных и выходных параметров подсистемы
В процессе проектирования большое внимание было уделено вопросам разработки различных видов обеспечения подсистемы:
1. Математическое обеспечение – в котором представлен набор систем уравнений, которые в совокупности составляют собой математическую модель моей подсистемы.
2. Информационное обеспечение в котором приведена структура таблиц базы данных спроектированной мной подсистемы
3. Лингвистическое и программное обеспечения, описывающие языки, использованные при проектировании подсистемы программное обеспечение.
4.Техническое обеспечение и организационное обеспечения отражают совокупность технических средств, необходимых для работы подсистемы и организационных мероприятий, направленных на корректное использование программного продукта пользователем
5 Методическое обеспечение, содержащее руководство пользователя.
Проведенное тестирование показало надежность и гибкость спроектированной подсистемы
Таким образом, указанные выше действия при разработке подсистемы автоматизированного проектирования межоперационного склада накопителя позволяют максимально автоматизировать работу пользователя. Одними из основных достоинств подсистемы является ее встраиваемость в систему автоматизированного проектирования транспортно-складского комплекса, ее универсальность и открытость. Наибольшее применение проектируемая подсистема, и система в целом, на мой взгляд, найдет на предприятия с гибким автоматизированным производством, как средство быстрого и оптимального проектирования элементов транспортно накопительной системы, не исключено использование в учебных целях в технических вузах на дисциплинах, связанных с проектированием гибких производственны систем.
Программный продукт «Подсистема автоматизированного проектирования межоперационного склада накопителя» зарегистрирован в фонде алгоритмов и программ областного центра новых исследовательских технологий.
Воронежский государственный технический университет
УДК 621. 9
ПРОЕКТИРОВАНИЕ автоматизированной транспортной системы
Ю.С. Скрипченко, А.Н. Кретова, Е.Д. Федорков
Основной функцией выполняемой транспортной системе является функция связующего механизма, обеспечивающая взаимодействие отдельных подразделений внутри как отдельного цеха, так и предприятия в целом как единой структуры.
Эффективность производственного процесса во многом зависит от способа реализации транспортирования, поскольку транспортные операции являются непосредственным выражением связей между отдельными этапами технологического процесса. Транспортная система должна своевременно и в требуемой последовательности обеспечить выполнение всех запросов технологического оборудования, накопителей и склада в необходимых заготовках, полуфабрикатах и готовых изделиях.
Создание единой транспортной системы механосборочного производства позволяет выполнять ориентирование в пространстве заготовок, полуфабрикатов и готовых деталей в процессе их транспортирования между рабочими местами на механических участках, вплоть до рабочих мест на сборочных участках. Это приводит к сокращению транспортных операций по дополнительному ориентированию заготовок, полуфабрикатов и готовых деталей, что в итоге снижает трудоемкость и себестоимость транспортирования.
Основной задачей при проектировании транспортной системы является сокращение объема подъемно-транспортных операций и снижение трудозатрат при заданном объеме работ.
При проектировании технологического процесса объем подъемно-транспортных операций может быть уменьшен путем выбора рациональной формы заготовок, приближающейся к форме готовой детали, что приводит к сокращению массы перемещаемых грузов. Другим направлением является получение отливок и поковок, предварительно обработанных на заводах централизованного изготовления отливок (центролитах) и поковок (центрокузах).
Сокращение мощности грузопотока может быть достигнуто на этапе формирования производственных участков и принятия компоновочного решения. Например, размещение склада полуфабрикатов в механосборочных корпусах не только сокращает транспортные пути, но и улучшает эксплуатацию транспорта. Желательно также сократить вертикальные перемещения грузов при транспортировании путем соблюдения постоянства высоты приемосдаточных секций и уровня пола, что особенно важно при использовании колесного напольного транспорта. Все полуфабрикаты должны транспортироваться в производственной таре, и не допускается сгружать их на пол или поднимать е пола вручную.
Применение однотипных автоматизированных транспортных средств на производственных участках и между ними (подвесные толкающие конвейеры, самоходный тележечный транспорт с управлением от ЭВМ, робокары, роликовые конвейеры с принудительным вращением и перегрузочными устройствами, подвесные краны-операторы с дистанционным управлением и т. д.) позволяет резко сократить трудоемкость и повысить эффективность транспортирования. Однотипными транспортными средствами проще управлять и проще обслуживать их.
Типизация технологических процессов транспортирования позволяет применить наиболее эффективные процессы и установить наиболее рациональный типаж оборудования и оснастки, упорядочить разработку технологических процессов транспортирования, а также сократить сроки доставки на технологическое оборудование необходимых материалов, заготовок, полуфабрикатов и изделий.
Значительная эффективность работы транспортной системы может быть достигнута благодаря увеличению транспортной партии путем использования контейнерной перевозки грузов.
Учет перечисленных направлений с детально проработанными вопросами технологии изготовления, организации производства, компоновки цеха и планировки оборудования позволит резко уменьшить грузопотоки и тем самым упростить транспортную систему и повысить ее надежность.
За основу проектирования транспортной системы берут схему транспортных связей механосборочного производства, на которой указывают грузопотоки между технологическим оборудованием, накопителями, производственными участками и складами.
Для построения внутрицеховой схемы транспортных связей надо знать технологические процессы изготовления продукции, определяющие последовательность прохождения грузов между производственными участками, предварительную компоновку цеха и грузооборот по цеху, номенклатуру, габаритные размеры и массу грузов, требования к условиям их перемещения.
Выбор типа внутрицехового транспорта и планировка транспортной системы зависят от типа и характера производства производственной программы, строительной части производственного корпуса, используемого технологического оборудования и других факторов.
Таким образом, подсистема автоматизированного проектирования транспортной системы должна выполнять следующие функции:
выбор типа транспортного средства исходя из следующих данных – характеристики перемещаемого груза (масса, длина, ширина, высота) и расстояние перемещения,
расчет необходимого количества транспортных средств исходя из величины внутрицехового грузопотока, который зависит от числа изготовляемых деталей, массы и годовой программы выпуска каждой из них,
нахождение оптимального маршрута перемещения транспортного робота, в случае выбора его в качестве транспортного средства,
расчет динамических характеристик транспортного средства (интенсивность потоков деталей, интенсивность общего потока, среднее время обслуживания деталей и обобщенных деталей, коэффициент загрузки оборудования, средняя длина очереди, среднее число партий деталей, среднее время прослеживания деталей (межоперационное ожидание), среднее время пребывания партии деталей в группе оборудования).
Проектируемая подсистема должна создаваться и функционировать с учетом пополнения, совершенствования и обновления ее подсистем и компонентов. Так как подсистема является одной из частей целого комплекса подсистем проектирования ГПС, она должна быть открытой к взаимодействию с другими подсистемами и связи между подсистемами должны обеспечивать целостность всей системы. Но вместе с тем модульный принцип построения САПР определяет возможность для подсистем введения в действие и функционирования их независимо от других подсистем.
Воронежский государственный технический университет
УДК 621. 9
Проектирование библиотеки построения 3D – моделей вращающейся инструментальной оснастки для сверл в системе Компас 5.11
Ю.С. Скрипченко, М.Н. Мараев, Е.Д. Федорков
Исходя из входных данных, которые могут быть заданы в виде текстовой информации, библиотека должна выстраивать сборочные трехмерные модели оправок 11372ПП и упрощенные модели сверл, используемых на ОАО “Рудгормаш” для сверлильных операций. Построение основывается на алгоритмах заданных в программном коде библиотеки. Универсальность средств разработки (API системы Компас-3D) позволяет создать библиотеку, рассчитанную на решение практически любых задач твердотельного моделирования. Возможна реализация, как отдельных моделей деталей, так и автоматизированных сборок, а также различные расчеты деталей и узлов.
В ходе анализа решаемой задачи к библиотеке предъявлялись следующие требования: библиотека должна иметь простой дружелюбный графический интерфейс, входными данными служат геометрические параметры поверхности. Библиотека должна иметь возможность построения параметрических 3D моделей.
Главными критериями выбора геометрических параметров оправок являются соответствие их размеров соответствующим размерам сверл, с которыми будет применяться эта оснастка.
В качестве базовой системы трехмерного моделирования была выбрана система Компас-3D 5.11 отечественного разработчика – АО “Аскон”. В качестве технологии разработки были выбраны интерфейсы IDispatch технологии Automation, что более удобно, чем использование стандартных COM-интерфейсов. Для реализации библиотеки построения трехмерных моделей была выбрана визуальная среда быстрой разработки приложений Borland Delphi 6.0 и, соответственно, язык Object Pascal. Данный выбор обусловлен следующими факторами:
- удобство работы и широкая распространенность языка, ориентированность языка на решение прикладных задач;
- доступность и обилие справочной информации;
- использование платформы win32.
Исходя из входных данных, которые могут быть заданы в виде текстовой информации, библиотека должна выстраивать трехмерную модель детали. Построение основывается на методах и алгоритмах заданных в программном коде библиотеки. Универсальность средств разработки позволяет создать библиотеку, рассчитанную на решение практически любых задач трехмерного моделирования. Возможна реализация, как отдельных трехмерных моделей деталей, так и автоматизированных сборок, а также различные расчеты деталей и узлов.
По своей архитектуре библиотека является стандартным динамически подключаемым модулем (dll) Windows. По умолчанию файлы библиотек имеют расширения *.dll или *.rtw. В прикладных библиотеках через языковые средства могут использоваться большинство возможностей среды проектирования Компас, предоставляемые при интерактивной работе (создание и редактирование объектов, работа с моделью документа, открытие и сохранение чертежей и фрагментов, работа с файлами, вывод сообщений об ошибках и т.д.)
При проектировании алгоритма работы библиотеки был проведен анализ геометрии оправки и определен состав входных данных. Так корпус оправки состоит из двух модулей – основания и хвостовика. Также в сборочную модель оправки входит упрощенная модель сверла, режущая и направляющая части сверла не имеют значения в данной разработке, поэтому они упрощены.
В модели основания оправки часть размеров является фиксированной (присоединительные размеры), другая часть размеров является зависимой (параметрической) от исходных данных.
При построении трехмерных моделей, эскизы строятся в параметрическом виде. Для этого выбираем базовые точки отсчета:
x:=0; y:=0; в глобальной системе координат.
По выбранным пользователем данным, записанным в глобальные переменные, что производится в модуле UnitOprForm, рассчитываются координаты точек для построения эскизов.
В процедуру построения модели оправки управление передается в случае выбора пользователем соответствующего пункта меню в стандартном окне библиотеки системы Компас.
После нажатия кнопки “Построить”, управление передается в процедуру Sborka модуля Project_Dip.
Процесс построения параметрической модели в системе Компас можно свести к следующим шагам:
1. Создание и получение библиотекой объекта системы Компас и присвоения его переменной “Kompas” типа KompasObject;
2. Создание в переменной Kompas документов типа “Деталь” (корпус оправки, хвостовик и упрощенная модель сверла);
3. Создание в переменной Kompas документа типа “Сборка”, содержащего в себе детали из документов, созданных на предыдущем шаге.
Шаг 1 реализуется в головной функции библиотеки – LibraryEntry: KompasObject := KompasObject(CreateKompasObject).
Шаг 2 реализуется в процедурах Opravka, Hvost,Sverlo.
Шаг 3 реализуется в процедуре Sborka.
К разработанному программному средству были сформированы все виды обеспечений (математическое, техническое, методическое, программное, лингвистическое, информационное, организационное).
Воронежский государственный технический университет
УДК 621.313
Конструкция и работа контрольно-измерительной машины.
Ю.С. Скрипченко, П.В. Титов, Е.Д. Федорков
Система обеспечения качества проектирования дает научно-обоснованные ответы на комплекс важных вопросов как обеспечить проектирования с заданным экономическим эффектом на базе планирования и прогнозирования, улучшения организации, управления и технологического переоснащения проектных работ, каким образом активизировать творческий потенциал проектировщиков на основе стимулирования их работы в зависимости от достигнутого уровня эффективности и качества проектных разработок.
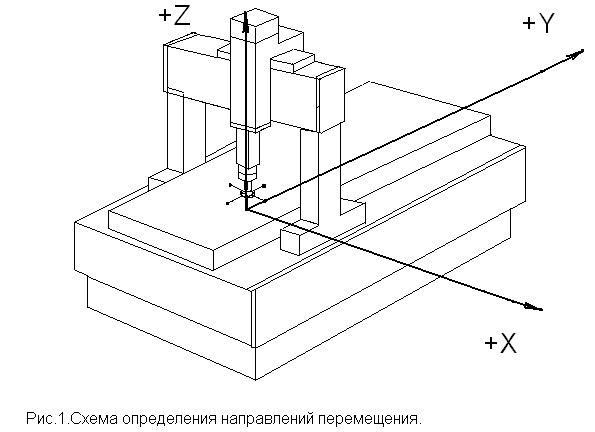
Машина состоит из базовой части и управляющего вычислительно комплекса. Компоновка базовой части машины – портальная с вертикальным ползуном. В машине имеются 3 координатные перемещения: по координате Y перемещается портал, на котором установлена каретка, перемещаемая по координате Х, к каретке крепится пиноль, которая перемещается по координате Z. Перемещение подвижных узлов по всем координатам осуществляется на аэростатических опорах.
Все координатные перемещения контролируются измерительными системами, имеющими выход на блоки цифровой индикации и автоматический ввод данных в ЭВМ.
Машина представляет 3-х координатную декартовую систему координат. Положительные направления перемещений показаны на рис.1.
Управление машиной может осуществляться как в ручном – механизированном, так и в автоматическом режимах.
Ручное – механизированное управление координатными перемещениями осуществляется штурвалами с пульта управления машины, автоматическое по заранее составленной программе измерения детали на дискете.
П
 роцесс
измерения заключается в сборе первичной
информации в качестве координат точек
на измеряемых поверхностях детали.
Отсчет координат точек в память ЭВМ
происходит при касании измерительного
наконечника сигнальной головки с
измеряемой поверхностью автоматически
на ходу подвижных узлов машины. На
основании полученных результатов
измерения координат точек ЭВМ производит
расчет размеров и параметров взаимного
расположения геометрических элементов.
допустимыми значениями и выдается на
печатающее устройство.
роцесс
измерения заключается в сборе первичной
информации в качестве координат точек
на измеряемых поверхностях детали.
Отсчет координат точек в память ЭВМ
происходит при касании измерительного
наконечника сигнальной головки с
измеряемой поверхностью автоматически
на ходу подвижных узлов машины. На
основании полученных результатов
измерения координат точек ЭВМ производит
расчет размеров и параметров взаимного
расположения геометрических элементов.
допустимыми значениями и выдается на
печатающее устройство.
Результаты измерений сравниваются с номинальными.
Рис.1. Схема определения направлений перемещения.
и некоторые выводятся на графопостроитель. Вызов определенных программ расчетов, управления и вывода данных на регистрирующие устройства производится от клавиш, расположенных на пульте управления КИМ и на клавиатуре ЭВМ.
Направления и скорости координатных перемещений в ручном - механизированном режиме определяются наклоном рукояток управления. Направление движения соответствует направлению наклона рукоятки при управлении с передней стороны машины. Если управляется с задней стороны, то на пульте управления есть переключатель измерения направления перемещения при тех же наклонах рукоятки. Схема определения направлений перемещения показана на рис.1.
Скорость перемещений регулируется наклоном рукоятки (рис.2). Рукоятка может иметь три зоны положения:
I - исходное положение, при котором нет перемещения;
I-II - зона малых скоростей, которая ограничивается заметным изменением усилия сопротивления рукоятки. В этой зоне скорость с наклоном рукоятки возрастает незначительно;
II-III - зона быстрых скоростей, после достижения конечного положения включается максимальная скорость.
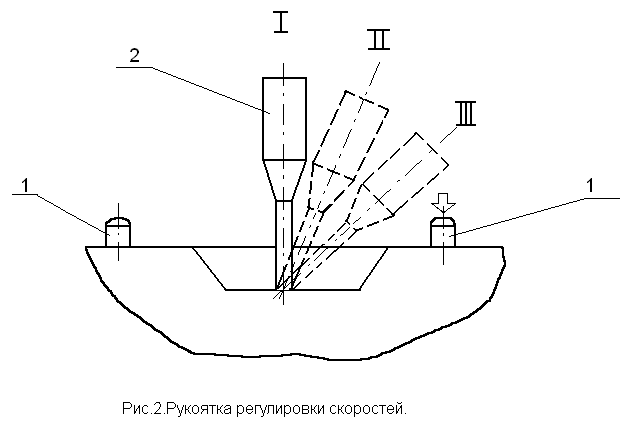
Рис.2. Рукоятка регулировки скоростей
Касание измерительным наконечником необходимо осуществить при скорости, соответствующей крайнему положению рукоятки во II зоне для обеспечения малых погрешностей измерения.
Для прохода очень малых расстояний имеются для каждого направления кнопки точной установки поз.1 рис.2. При этом нажимается кнопка и наклоняется рукоятка управления 2 в соответствующем направлении.
Возможности измерительного центра:
- измеряет детали с равномерно ограниченными поверхностями, детали с двухмерными или пространственно-изогнутыми контурами, а также тела вращения;
- берет на себя задачи многих одноцелевых измерительных устройств и заменяет сложные измерительные приспособления;
- работает как контрольно-измерительная машина с ощупыванием методом сканирования элементов любых форм, контуров и поверхностей;
- совместно с программой измерения зубчатых колес фирмы «ОПТОН» становится автоматическим измерительным центром для измерения зубчатых колес всех видов;
- измерительный центр калибров для контроля предельных калиберных пробок, калиберных скоб, калиберных колец и т.д. Он особенно экономичен в ночную смену без обслуживающего персонала.
- замер различных корпусных деталей, которые невозможно проверить в ручную (технологическая оснастка, стапеля, матрицы, пуансоны);
- детали с мнимым расположением центров, детали с жесткими допусками свыше 6 мкм;
- измеряет различные отклонения от формы: непараллельность, несимметричность, неперпендикулярность, несоосность, неплоскостность, некруглость, биение(торцевое и радиальное).
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования складского комплекса
А.А. Тюкачев, Ю.С. Скрипченко
При проектировании штабелирующего оборудования можно выделить следующие исходные данные:
Характеристики грузов:
общее число наименований грузов, одновременно хранящихся на складе;
число типов подобных грузов, хранимых на складе;
количество штук грузов каждого типа, хранимых на складе;
характеристики каждого из типов грузов:
габаритные размеры ;
вес.
Характеристики тары, применяемой для перемещения грузов всех типов:
тип тары;
габаритные размеры;
высота укладки грузов;
вес брутто.
Характеристики стеллажного оборудования:
тип стеллажного оборудования;
грузовместимость;
ширина прохода для штабелирующего оборудования;
ширина для поворота штабелирующего оборудования;
высота подъема грузов;
минимально возможное приближение грузозахвата к уровню опорной поверхности стеллажа;
На основе вышеизложенных исходных данных определяется оптимальный способ укладки грузов каждой группы в таре используемых типоразмеров. А также следующие параметры:
количество единиц тары необходимой для укладки заданной номенклатуры грузов;
максимальное количество грузов которые могут быть уложены в одной единице складской тары;
вес каждой укладки грузов;
Характеристики помещения, в котором хранятся грузы:
ширина зоны хранения;
полезная высота здания, в котором размещается зона хранения;
длина зоны хранения;
число пролетов, из которых состоит зона хранения;
ширина отдельных пролетов здания;
число разных способов складирования грузов,
число стеллажей каждого типа;
количество грузовых складских единиц по каждому способу складирования;
В разрабатываемом программном средстве также предусматривается загрузка исходных данных из базы данных и сохранение результатов расчетов в текстовый файл.
Воронежский государственный технический университет
УДК 621.9
АВТОМАТИЗИРОВАННАЯ ПОДСИСТЕМА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
Е.В. Черникова, Д.Е. Пачевский, Е.Д. Федорков
САПР ТП с каждым годом находят все более широкое применение в различных отраслях промышленности. Следствием разработки и широкомасштабного использования САПР ТП является снижение затрат на создание и эксплуатацию проектируемых изделий, повышение производительности труда проектировщиков, конструкторов и технологов.
В последнее время наиболее остро встала задача расчета оптимальных режимов резания на металлорежущих станках в системах ТПП. Она заключается в том, чтобы на основе данных о технологии изготовления детали, полученных на предыдущих этапах автоматизированного проектирования, назначить такие скорости резания и подачи на всех технологических переходах, которые обеспечили бы изготовление детали в соответствии с требованиями чертежа и установленными критериями оптимальности.
“Автоматизированная подсистема расчета режимов резания при фрезеровании” предназначена для расчета окружной скорости круга, скорости вращения заготовки, и для выбора инструмента
Входные данные будут вводится с клавиатуры или выбираться из соответствующих пунктов экранного меню. Выходные данные представляют собой: рекомендуемые значения глубины резания, скорости резания, подачи, ширины резания и рекомендуемого инструмента для заданных входных параметров обрабатываемой заготовки.
При проектировании данной подсистемы предполагается использовать среду визуального проектирования Borland Delphi.
Информационное обеспечение подсистемы представлено в виде реляционной базы данных. Реляционная база данных, реализованная в данном программном продукте, представляет собой совокупность таблиц (отношений), содержащих данные. Таблицы, в которых хранятся данные, состоят из наборов записей одинаковой структуры, которые содержать сведения о некоторых физико-механических свойствах обрабатываемых материалов. Таких как, Код, Marka, Sigma, HB. База данных подключается к программе, путем применения OLE-запросов.
Для функционирования данного программного средства необходимо следующее программное обеспечение:
операционная система Microsoft Windows9*/NT/2000/XP.
Microsoft Office 2000.
Borland Delphi 7.0
При внедрении САПР ТП на предприятии необходимо организовать при отделе главного технолога специализированное подразделение по САПР. Это подразделение находится вне существующих служб АСУ и вычислительных центров, имеющие собственные задачи. Обязанности персонала специализированного подразделения ограничены обеспечением функционирования технических средств для спроектированной подсистемы.
В ходе проделанной работы были рассмотрены вопросы, касающиеся создания САПР ТП, в частности проектирования подсистемы расчета режимов резания при фрезеровании.
Воронежский государственный технический университет
УДК 621.313
Подсистема конструкторско-технологического проектирования токарной обработки муфт интегрированной САПР
Д.В. Акиньшин, А.С. Кольцов
Усложнение объектов производства в современном машиностроении и сокращение жизненного цикла изделий делает особенно актуальной проблему оперативности конструкторско-технологической подготовки производства новых изделий. За последние 20 лет период нахождения изделия в производстве сократился в три раза, а срок конструкторско-технологической подготовки производства (КТПП) удлинился вдвое и составляет 0,5...5 лет. В связи с этим представляется актуальным решение вопроса автоматизации конструкторско-технологического проектирования при токарной операции.
В работе рассмотрено проектирование модуля нормирования резьбонарезных работ токарной операции.
Модуль нормирования резьбонарезных работ при точении должен на основе поступающих на вход исходных данных организовать процесс расчета норм времени при нарезании резьбы (внутренней и внешней) резцом, метчиком, плашками и головками на основе эмпирических формул, а также формировать выходной файл с результатами работы модуля для дальнейшего использования этой информации подсистемой документирования. Обмен информационными потоками необходимо осуществлять посредствам базы данных в наиболее удобном формате.
Проведенная работа является важной вследствие того, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР).
В ходе проектирования были реализованы следующие этапы:
1) С помощью функционального проектирования для САПР технологических процессов механообработки методом синтеза была составлена структурно-функциональная модель. Определено, что подсистема нормирования резьбонарезных работ при точении будет состоять из семи взаимосвязанных модулей, обрабатывающих информацию об основном времени на переход, вспомогательном времени на переход, времени на установку и снятие детали, времени на смену инструмента, времени на изменение режимов работы станка, времени на контрольные измерения, организационно-технологическом времени, а также модуле, производящем расчетные операции. Были определены требования, предъявляемые к проектированию САПР ТП МО методом синтеза.
2) В дальнейшем на этапе анализа были рассмотрены вопросы, касающиеся функций подсистемы конструкторско-технологического проектирования нормирования резьбонарезных работ токарной операции, а также определена совокупность входных и выходных данных. Целью этого этапа было определение входных и выходных данных, а также выделение функций проектируемой подсистемы. При выделении функций подсистемы, также как и при выделений функций системы был использован метод функционального проектирования. В результате мы определились с теми функциями, которые необходимо реализовать в процессе разработки программного средства, чтобы связать входные данные с конечным результатом.
3) На этапе проектирования были определены требования к подсистеме конструкторско-технологического проектирования нормирования резьбонарезных работ токарной операции, проведен анализ токарных операций, разработан алгоритм подсистемы.
После выделения функций подсистемы, определения знаний для реализации и входных и выходных данных подсистемы, необходимо описать действия, которые должна выполнять подсистема. Это и является основной целью проектирования. Проектирование подсистемы проводилось методом синтеза. Получены следующие результаты: разработан алгоритм, подготовлены требования к подсистеме, которые необходимо удовлетворить в процессе реализации.
4) На этапе реализации были рассмотрены вопросы создания интерфейса подсистемы, разработки базы данных, создания вычислительной среды и тестирования работы программы.
Получены следующие результаты: разработанное программное средство удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной базы данных. Тестирование показало надежность и корректность функционирования программного средства.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования токарной обработки узлов питательного насоса
А.Ю. Алексеев, А.С. Кольцов, Е.Д. Федорков
Подсистема расчета режимов резания при точении должна на основе поступающих на вход исходных данных организовать процесс расчета режимов резания при точении на основе эмпирических формул, а также формировать выходной файл с результатами работы модуля для дальнейшего использования этой информации подсистемой документирования. Обмен информационными потоками необходимо осуществлять посредствам базы данных в наиболее удобном формате.
Проведенная работа является важной вследствие того, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР).
В ходе дипломного проектирования были реализованы следующие этапы:
С помощью функционального проектирования для САПР технологических процессов механообработки методом синтеза была составлена структурно-функциональная модель. Определено, что подсистема расчета режимов резания при точении будет состоять из четырех взаимосвязанных модулей, обрабатывающих информацию о детали, станке, материале и инструменте, а также модуле, производящем расчетные операции. Были определены требования, предъявляемые к проектированию САПР ТП МО методом синтеза.
В дальнейшем на этапе анализа были рассмотрены вопросы, касающиеся функций подсистемы расчета режимов резания при точении, а также определена совокупность входных и выходных данных.
Целью этого этапа было определение входных и выходных данных, а также выделение функций разрабатываемой подсистемы
При выделении функций подсистемы, также как и при выделений функций системы был использован метод функционального проектирования.
В результате мы получили определились с теми функциями, которые необходимо реализовать в процессе разработки программного средства что бы связать входные данные с конечным результатом.
На этапе проектирования были определены требования к подсистеме расчета режимов резания при точении, проведен анализ токарных операций, спроектирован алгоритм подсистемы.
После выделения функций подсистемы, определения знаний для реализации и входных и выходных данных подсистемы, необходимо описать действия, которые должна выполнять подсистема. Это и является основной целью проектирования
Проектирование подсистемы расчета режимов резания при точении проводилось методом синтеза.
Получены следующие результаты: разработан алгоритм, подготовлены требования к подсистеме, которые необходимо удовлетворить в процессе реализации
На этапе реализации были рассмотрены вопросы создания интерфейса подсистемы, разработки базы данных, создания вычислительной среды и тестирования работы программы.
Целью этапа реализации была разработка программного средства
Были использованы следующие методы: алгоритмизация и визуальное программирование
Получены следующие результаты: разработанное программное средство удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной базы данных. Тестирование показало надежность и корректность функционирования программного средства.
В данном случае, возможно, что разработанная подсистема может работать с подсистемами, осуществляющими автоматизированный расчёт режимов резания при других операциях, формирование переходов, документирования технологического процесса обработки, выбора инструмента и оборудования и прочими. Например, подсистема формирования переходов передает количество и состав переходов в операции и номера переходов. А спроектированная подсистема расчета режимов резания при точении, в свою очередь передает результаты в подсистему документирования, являясь, таким образом, связующим и неотъемлемым звеном в работе системы автоматизированного проектирования технологических процессов механической обработки.
Процесс расчета режимов резания был автоматизирован, то есть, создана подсистема, позволяющая получить в качестве результата своей работы массив технологического процесса, содержащий всю необходимую информацию об оптимальных режимах резания для заполнения технологической документации. При разработке программы были учтены следующие моменты:
диалоговый режим между проектировщиком и ЭВМ происходит на естественном (неформализованном) языке общения;
пользовательский интерфейс оснащен визуальными объектами, позволяющими воспринимать информацию на интуитивном уровне.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного учёта и формирования командировок сотрудников машиностроительного предприятия
О.П. Бердникова, А.И. Бобров
Подсистема автоматизированного учета и формирования командировок сотрудников машиностроительного предприятия предназначена для автоматизации процесса формирования документов, необходимых для направления в командировку сотрудников, кроме того, позволяет вести журнал учета командировок (кто, когда, куда и на какой период времени направляется), что обеспечивает автоматизированную подготовку и предоставление оперативной информации руководству предприятия.
На первом этапе происходит выбор конкретного сотрудника со всеми соответствующими ему данными, с использованием информационных поддержек, а именно: архива и справочника служб. На втором этапе осуществляется ввод поступивших данных о месте и цели командировки. На третьем этапе вся информация сохраняется, и формируются необходимые для направления в командировку документы в формате Word, возможна корректировка данных и возврат к первому этапу.
Входными данными программного средства являются:
список сотрудников (ФИО, табельный №, служба, паспортные данные, профессия, при необходимости дата увольнения);
данные по командировке (дата документа, дата начала и окончания командировки, количество дней, место назначения, цель командировки);
справочник служб.
Каждый пункт представлен в виде таблицы базы данных в формате InterBase.
Выходными данными являются:
приказ о направлении работника в командировку в формате Word;
служебное задание и отчет о направлении в командировку в формате Word;
командировочное удостоверение в формате Word;
журнал учета командировок, который формируется с помощью компонентов QReport, который применяется для построения отчетов в среде Delhpi.
Выходная информация, формируемая программой полностью пригодна для вывода на бумагу на печатном устройстве.
Все требования к подсистеме определяются содержанием входной и выходной информацией.
Верхним уровнем подсистемы является интерфейс, осуществляющий управление функциями в диалоговом режиме. В подсистеме реализованы следующие функции:
просмотр данных;
редактирование данных (изменение, добавление, удаление);
поиск данных;
печать отчетов;
При обращении к пункту меню происходит обращение к конкретному модулю подсистемы, который в свою очередь обращается с базой данных посредством драйверов BDE (процессор баз данных фирмы Borland). BDE формирует запрос к серверу, на котором расположена БД, на языке структурированных запросов SQL (Structured Query Language). Удаленный сервер принимает запрос и переадресует его SQL-серверу БД. При этом ресурсы клиентского компьютера не участвуют в физическом выполнении запроса, а лишь отсылают запрос к серверной БД и получает результат, после чего интерпретирует его необходимым образом.
Таким образом, по сети “ путешествуют” только те данные, которые необходимы клиенту, а значит, в итоге снижается нагрузка на сеть. Кроме того, SQL-сервер оптимизирует полученный запрос таким образом, чтобы он был выполнен в минимальное время с наименьшими расходами. Все это повышает быстродействие системы и снижает время ожидания результата запроса.
Далее, программный модуль обращается к этим данным и формирует формы отчетов, выраженные в виде приказа, служебного задания и журнала учета командировок. Описанная архитектура является двухуровневой - приложение-клиент и сервер БД (SQL-сервер).
База данных при проектировании подсистемы автоматизированного формирования и учета командировок предназначена для хранения данных о работниках (ФИО, табельный №, служба, паспортные данные, профессия, при необходимости дата увольнения), а также содержит справочник служб. Часть информации, необходимой для заполнения базы данных, берется из справочника. Эта информация считается условно постоянной и все время хранится в базе данных. Другая часть, включающая информацию о командировках (дата документа, дата начала и окончания командировки, количество дней, место назначения, цель командировки) будет заноситься в базу пользователем при работе с подсистемой. Эта информация постоянно подвергнута изменениям. Третья часть – информация для журнала учета командировок формируется программно и выводится на печать.
Для работы программы необходимо:
Наличие сервера.
В качестве сервера баз данных используется BORLAND INTERBASE версии 6.5 и выше. Программа реализована в архитектуре “клиент-сервер” и позволяет вести одновременно работу неограниченному количеству пользователей.
Операционной системой могут выступать WINDOWS 95/98/2000/NT/XP.
Клиентская часть программы написана на языке Delphi 7.0, для ее функционирования необходимо не более 1360Кб памяти на жестком диске и как минимум 64 Мб ОЗУ. Разрешение экрана должно быть не менее 800600.
Существенным достоинством автоматизированной подсистемы является освобождение работника от выполнения нетворческого труда и подготовка информации с помощью средств электронной обработки данных. Подсистема повышает оперативность доступа к информации и её достоверность.
Учитывая, большой ежедневный объём работников, направляемых в командировки, проектирование данной подсистемы является актуальной для любого машиностроительного предприятия.
Подсистема предназначена для работы в составе АСУ предприятия с подсистемами учёта кадров и бухгалтерского учёта.
Воронежский государственный технический университет
УДК 681.3
Разработка САПР ТП режимов резания при расточных операциях
А.Л. Бирюков, Н.Н. Свиридова, Е.Д. Федорков
Подсистема расчета режимов резания для технологической подготовки производства в составе программного комплекса интегрированной САПР является одной из значимых для корректной работы всей системы. Именно на этапе проектирования технологического процесса определяются последовательность обработки, используемое оборудование, приспособления, инструмент, режимы и время их работы, необходимые материалы и т.д. Все эти данные являются основой для расчета себестоимости, планирования, снабжения производства. При работе в рамках единой информационной системы наличие и полнота технологической информации в единой базе данных напрямую определяют корректность работы системы. . При проектировании техпроцесса технолог не только заносит информацию в общую систему, но и:
- использует общие, централизованно обновляемые библиотеки и базы данных;
- имеет доступ ко всей необходимой информации в электронном виде;
- имеет доступ ко всем ранее разработанным техпроцессам и стандартным технологическим решениям; использует единую нормативную базу, ускоряя процесс проектирования новых техпроцессов.
Модуль предназначен для автоматизированного расчета режимов резания при расточных операциях обработки при следующих основных условиях:
- материал обрабатываемых деталей относится к группам конструкционных, легированных и жаропрочных сталей, чугунам, медным и алюминиевым сплавам;
- режущая часть применяемого инструмента изготовлена из основных отечественных материалов: быстрорежущей стали и твердого сплава);
- используется универсальное оборудование или станки управлением нормальной точности;
- жесткость деталей не требует ее специального учета при расчете режимов резания;
- виды обрабатываемых поверхностей и условия доступа не требуют использования специального инструмента; - габариты деталей находятся в пределах 300х500 мм. Расчет может выполняться для следующих видов обработки: растачивание - чистовое и черновое при токарной обработке. Методика расчетов обобщила стандартные алгоритмы расчетов режимов резания, изложенные в таких изданиях, как «Справочник технолога-машиностроителя», и опыт работы с реальными предприятиями. В качестве исходных данных используются характеристики материала, инструментов и оборудования, применяемых в технологии. Необходимые для расчета значения (материал режущей части инструмента, твердость материала и т.д.) выбираются системой из базы данных. Если какие-либо из необходимых для расчета характеристик или параметров в этой базе отсутствуют (например, при использовании инструмента и оснастки собственного изготовления), то при выполнении расчета недостающие значения можно задать вручную. Система управления базой данных основана на выборках по ключевым полям, коими являются данные по поверхностям. Достигается это за счет их универсальности и однозначности описания ими данных о детали. Описываемый объект рассматривается как система, состоящая из множества взаимосвязанных элементов. Отношения, описывающие связи между элементами, объединяют их в систему (объект), функционирующую как единое целое. Качественная определенность такой системы обусловлена ее структурой, т.е. совокупностью устойчивых отношений между частями целостного объекта.
Процесс формализации описания объекта (детали) осуществляется следующими методами:
- методом системного (параметрического) анализа, представляющим собой мысленное расчленение объекта на составляющие элементы (свойства, характеристики и элементы формы объекта описания) и их формализацию;
методом системного синтеза, т. е. объединением формализованных описаний элементов объекта в единую систему посредством размерных связей и устойчивых отношений между отдельными элементами. Технологический процесс разрабатывается стандартными средствами среды Delphi 7.0. Затем непосредственно из режима проектирования техпроцесса запускается модуль выполнения расчетов. Вид обработки определяется и может быть откорректирован вручную. Далее рассчитываются подача и скорость резания. Расчетные значения числа оборотов и подачи приводятся к ближайшим из существующих для выбранного станка. Необходимые для расчета значения шероховатости поверхности, обрабатываемого диаметра, глубины резания и т.д. система считывает из текста и параметров технологического перехода. Технолог может согласиться с предлагаемыми значениями или изменить их. При этом корректность задаваемых значений контролируется с учетом свойств материала заготовки и выбранного инструмента. При необходимости параметры автоматически корректируются исходя из метода обработки, о чем система выдает соответствующее предупреждение.
Результатом расчета является машинное время То, минутная подача Sмин, приведенные к станку подача V и число оборотов n. Все результаты расчета и дополнительно заданные в процессе расчета параметры сохраняются в технологическом процессе и впоследствии могут корректироваться применительно к особенностям конкретной технологии. Применение этого расчетного модуля позволяет существенно упростить рутинную работу технолога при проектировании технологических процессов, избавить его от трудоемких поисков необходимой информации в различных справочниках и таблицах и поможет избежать серьезных ошибок.
Воронежский государственный технический университет
УДК 621.313
Разработка автоматизированной подсистемы расчёта режимов резания при резьбошлифовании
К.А. Брусов, Д.Е. Пачевский, Е.Д. Федорков
Необходимость сокращения материальных затрат на изготовление изделий в машиностроении обуславливает жесткие требования к качеству и гибкости машиностроительного производства. Осуществление этих требований стало возможным на основе широкого применения средств вычислительной техники на всех этапах производства. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР).
Разработка и широкомасштабное применение САПР позволяет снизить затраты на создание и эксплуатацию проектируемых изделий, повысить производительность труда проектировщиков, конструкторов и технологов, снизить объем проектной документации.
В настоящее время интегрированные САПР становятся обязательной частью любой производственно-экономической деятельности. Они помогают обеспечить жизнеспособность предприятия и дают возможность развиваться в нынешних условиях жесткой рыночной конкуренции.
При проектировании данной подсистемы использовалась среда визуального проектирования Borland Delphi 7.0, основанная на объектно-ориентированном языке Object Pascal. Для кодирования использовались стандартные процедуры и функции.
"Подсистема расчета режимов резания при резьбошлифовании" предназначена для расчета окружной скорости круга, скорости вращения заготовки, и для выбора инструмента. Все вышеперечисленные параметры могут быть рассчитаны данным программным средством для следующих типов шлифования: шлифования наружной и внутренней резьбы. По окончании расчетов выводится результат - рекомендуемые значения скорости вращения инструмента, скорости вращения заготовки, получаемой шереховатости, глубины шлифования и рекомендуемого инструмента для заданных входных параметров шлифуемой заготовки.
Входные данные вводятся с клавиатуры или выбираются из соответствующих пунктов экранного меню. Они представляют следующее:
Тип шлифования (варианты: шлифование наружной резьбы, шлифование внутренней резьбы);
Шаг резьбы, мм;
Материал и его твердость;
На дисплее по завершении процесса расчета отображаются результаты работы. Выходные данные представляют собой: рекомендуемые значения скорости вращения инструмента, скорости вращения заготовки, получаемой шереховатости, глубины резания и рекомендуемого инструмента для заданных входных параметров шлифуемой заготовки.
Минимальные требования, необходимые для нормального функционирования данного программного продукта следующие:
Операционная система Microsoft Windows 9/NT/2000/XP.
Microsoft Access 2000, предназначенный для реализации базы данных.
Отмечая актуальность проведенной работы необходимо отметить, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции, исходя из этого целесообразна разработка данной подсистемы.
Воронежский государственный технический университет
УДК 621.7
РАЗРАБОТКА БИБЛИОТЕКИ АВТОМАТИЗИРОВАННОГО КОНСТРУКТОРСКОГО ПРОЕКТИРОВАНИЯ РАСТОЧНЫХ РЕЗЦОВ
В.А. Рыжков, Н.Ю. Быканова, Е.Д. Федорков
Параметрическая библиотека создается для упрощения и ускорения разработки чертежей и объемных моделей, а также минимизации риска.
Разработку САПР в 3D целесообразно осуществлять на базе готовых систем трехмерного моделирования. В качестве базовой системы трехмерного моделирования была выбрана система Компас-3D 5.11, так как - это российская программа, по данной системе имеется полноценная справочная информация и литература и набор комментированных примеров создания пользовательских библиотек. Для реализации библиотеки построения трехмерных моделей был выбран язык Borland Delphi. Данный выбор обусловлен удобством работы и широкой распространенностью языка.
В ходе разработки были учтены требования, предъявляемые к библиотеке. Из требований особенно следует выделить следующее: библиотека должна иметь простой интуитивно понятный графический интерфейс, входными данными служат геометрические параметры резца, выходными данными библиотеки должны быть файлы деталей и сборки в системе Компас-3D 5.11, модель можно сохранять, редактировать, а также осуществлять построение 2D – чертежей.
Немаловажным моментом является обеспечение гибкости алгоритма, т.е. программа должна реагировать на все изменения, вносимые пользователем, иметь ограничения на введенные данные. При вводе ошибочных данных ЭВМ должна проинформировать пользователя и указать на его ошибку.
Для выбора оптимальной конструкции расточного резца следует учесть влияние оптимальных режимов резания на конструкцию инструмента. Для этого необходимо рассчитать оптимальные режимы резания при растачивании. Программа расчета оптимальных режимов резания при растачивании, методом линейного программирования позволяет не только определить оптимальный режим резания, но и получить оптимальную длину режущей кромки, диаметр хвостовика, материал режущей части и стойкость инструмента. Анализируя результат работы программы, а также геометрические особенности расточного резца получаем оптимальные для данной операции геометрические параметры инструмента.
Проанализировав требования и параметры используемой системы, были сгенерированы и применены методики и алгоритмы, обеспечивающие автоматизированное проектирование трехмерных моделей и спроектированы эскизы операций.
В основе алгоритма построения сборочной 3D модели лежит следующая методика: ввод и анализ исходных геометрических параметров инструмента, проверка корректности введенных значений, построение трехмерных моделей компонентов сборки, загрузка предварительно построенных и сохраненных моделей державки, пластины, крепежного винта из файлов и их позиционирование относительно начала координат.
В ходе проектирования в среде Borland Delphi был разработан программный код и интерфейс библиотеки. Программный код состоит из двух программных модулей. Первый модуль – файл проекта Delphi предназначен для инициализации библиотеки, экспортирования функций в систему Компас - 3D и указания типа исполняемого файла библиотеки. Второй модуль представляет собой стандартный модуль Delphi, в его функции входит обработка интерфейса, обработка ошибок и передача данных в процедуры расчета и геометрических построений, процедуры и функции расчета геометрических параметров и построения трехмерных моделей деталей и сборки.
Основными процедурами второго модуля являются:
процедура обработки события от нажатия кнопки “Построить” (проектирование трехмерных моделей детали и сборки);
процедура удаления объектов с эскиза при запуске библиотеки;
процедура создания автоматически построенного по введенным пользователем данным чертежа державки. Данная процедура также осуществляет сохранение полученной трехмерной модели державки в файл державка.m3d;
процедура создания автоматически построенного по введенным пользователем данным чертежа зажимного винта. Данная процедура также осуществляет сохранение полученной трехмерной модели зажимного винта в файл винт.m3d;
процедура создания автоматически построенного по введенным пользователем данным чертежа пластины. Данная процедура также осуществляет сохранение полученной трехмерной модели шпонки в файл пластина.m3d;
процедура предназначена для создания сборки расточного резца. Входными данными процедуры являются сохраненные модели державки, крепежного винта и пластины.
Библиотека после компиляции представляет собой исполняемый системой Компас-3D 5.11 файл формата *.rtw. Для запуска библиотеки необходимо указать путь к расположению файла в менеджере библиотек системы Компас, а затем активизировать ее. В результате активации откроется окно интерфейса для ввода исходных параметров, а по окончании диалога с пользователем формируются файлы результата.
Воронежский государственный технический университет
УДК 621.7
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ ВЫБОРА ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА САПР ТП
В.А. Рыжков, А.Ю. Верещагин, Е.Д. Федорков
Целью проектирования является разработка подсистемы выбора измерительного инструмента, работающая в составе САПР технологических процессов методом анализа.
Актуальность разработанной подсистемы связана с внедрением на ведущих промышленных предприятиях гибких производственных систем, которые в свою очередь, дают наилучший результат при использовании САПР. Так же внедрение САПР на производстве приводит к сокращению финансовых и временных затрат и повышению качества выпускаемой продукции.
В ходе разработки, к программной системе предъявлялись следующие требования: работа подсистемы под управлением интерфейса САПР ТП, наличие интегрированной базы данных Microsoft Access, содержащей технологические ресурсы подсистемы, автономный режим работы в сочетании с возможностью работы подсистемы в составе системы, представление исходной и результирующей информации в формализованном виде.
В ходе анализа решаемой задачи были выделены следующие этапы ее решения:
- создание массива обозначений инструмента;
- установление ключа записи в обозначении инструмента;
- реализация алгоритмизированного выбора таблиц инструмента.
Массив обозначений инструмента целесообразно представлять в следующем виде:
Таблица 1 – массив обозначений инструмента.
НАИМЕНОВАНИЕ |
ШАБЛОН |
КОЛ-ВО БАЙТ |
КЛЮЧ ЗАПИСИ |
9(8) |
4 |
ОБОЗНАЧЕНИЕ ИНСТРУМЕНТА |
Х(15) |
15 |
Массив предназначен для выбора инструмента по различным параметрам.
Состав ключа записи
Х

 ХХ
ХХХ
Х
ХХ
ХХХ
Х

 ПОРЯДКОВЫЙ
№ УСЛ. НАЧИНАЯ С 0 НОМЕР СТРОКИ ТАБЛИЦЫ
ПОРЯДКОВЫЙ
№ УСЛ. НАЧИНАЯ С 0 НОМЕР СТРОКИ ТАБЛИЦЫ
 НОМЕР
ТАБЛИЦЫ
НОМЕР
ТАБЛИЦЫ
Номера таблиц инструмента распределены следующим образом:
1-150 - режущий инструмент;
151-200 – вспомогательный инструмент;
201-250 – приспособления;
251-300 – измерительный инструмент;
301 - таблица прямого доступа приспособления;
302 - таблица прямого доступа режущего инструмента;
303 - таблица прямого доступа вспомогательного инструмента;
304 - таблица прямого доступа измерительного инструмента;
305 - таблица смазочно-охлаждающей жидкости.
Языковой код - ставится внутрисистемный языковой код, величина которого влияет на выбор инструмента.
Код условия – ставится код условия сравнении. Если код условия равен 0, то величина указанного языкового кода нужна (запоминается) для выбора другого инструмента по другим таблицам.
Параметр – ставится величина размера указанного языкового кода или системный код оборудования, код операции и т.п., который сравнивается с конкретными условиями.
Существуют также правила и в обозначении инструмента.
Ключ массива состоит из ключа записи инструмента массива ин и номера строки обозначения инструмента.
Обозначение инструмента – берется согласно ГОСТ или СТП.
Запись обозначения инструмента начинается с 1-ой строки. В случае необходимости код инструмента будет проставляться в нулевой строке.
В обозначении инструмента может стоять знак «U», который обозначает, что этот инструмент должен печататься в маршрутной карте в графе «оборудование». Это относится к разметочным и контрольным плитам. Если обозначение инструмента записывается в несколько строк, то знак «U» ставится перед каждой строкой.
Алгоритмизированный выбор таблиц инструмента используется тогда, когда для одного перехода осуществляется выбор двух и более номеров таблиц или при изменяемых условиях выбора, номер таблицы проставляется в графе «Параметр».
Х
 ХХХ
ХХ ХХХ
ХХХ
ХХ ХХХ
 НОМЕР
СТР. УСЛОВИЯ ВКЛ.
НОМЕР
СТР. УСЛОВИЯ ВКЛ.
 00
00
 КОД
ПЕРЕХОДА
КОД
ПЕРЕХОДА
Если в строке с номером таблицы заполнена графа языкового кода, то это означает, что выбор инструмента должен осуществляться по этому коду, а не по указанному в таблице.
В графе «Параметр» возможна постановка таблицы прямого доступа со строкой (например 301006) или ключ переадресации при заполнении этой строки в графе «Языковой код» кодом 103.
Номер таблицы вспомогательного инструмента – могут стоять номера таблиц вспомогательного инструмента №151-200, 300 (прямой доступ для вспомогательного инструмента), №500.
Номер таблицы измерительного инструмента – могут стоять номера таблиц измерительного инструмента №251-300, №304 (прямой доступ для измерительного инструмента), №500.
Во всех случаях для инструмента рядом с номером таблицы прямого доступа всегда стоит трехзначный номер строки.
Например: 302001 – читается, как 1-ая строка из таблицы №302.
Запись, обозначается таблицей и 3-х значным кодом, обозначается, что выбор инструмента происходит из указанной таблицы с ограничением по этому коду, имеющемуся в таблице. Например: 252022 обозначает выбор штангенциркуля без учета класса точности (код 22).
Таким образом, построенные по вышеперечисленным правилам, таблицы технологических ресурсов, в сочетании с реализованными алгоритмами автоматизированного выбора таблиц, позволят реализовать подсистему выбора измерительного инструмента, надежно работающую в составе системы САПР ТП методом анализа.
Воронежский государственный технический университет
УДК 681.3
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
Е.А. Востриков, Н.Н. Свиридова, Е.Д. Федорков
Цель программы - осуществить расчет режимов резания при сверлении, тем самым облегчить труд технологам и ускорить процесс технологического проектирования.
Функции, осуществляемые подсистемой режимов резания при сверлении, можно разделить на три группы: обеспечения, проектирования, управления.
1) Функции обеспечения отвечают за ввод исходных данных, их контроль и вывод результатов на экран. Функции обеспечения включают также информационно-поисковые функции, которые реализуют хранение информационного обеспечения и коррекцию баз данных.
2) Функции проектирования решают непосредственно задачи расчета оптимальных режимов резания: скорости, подачи, частоты вращения шпинделя и глубины резания.
3) Функции управления – обеспечивают взаимосвязь между блоками подсистемы, реализующими функции проектирования и обеспечения.
Входными данными для работы программы являются: вид обработки, обрабатываемый материал, материал инстру-мента, группа подач, параметры отверстия, параметры обору-дования. У каждого поля - свое наименование, которое одновременно является и подсказкой пользователю: что и где нужно вводить для корректной работы подсистемы.
Вид обработки, обрабатываемый материал, материал инструмента (режущей части) и группу подач следует выбрать из предложенного программой списка. Таким же образом следует выбрать параметры оборудования. Далее производит-ся расчет режимов резания при нажатии кнопки «Расчёт», в результате чего появляется окно с результатами расчёта. Для сохранения результатов расчёта необходимо в окне результатов нажать клавишу «Сохранить», в результате чего данные сохранятся в файле корневого каталога.
При нажатии кнопки “ОК” происходит возврат к предыдущему окну, где вновь можно выбирать и вводить параметры и увидеть полученный результат.
Подсистема расчета режимов резания работает в диалоге с оператором, так как ряд исходных данных она не может получить ни от одной подсистемы, отработавшей до нее. В качестве информационного обеспечения системы выбрана СУБД Paradox 7. Данный выбор объясняется удобством работы с данной СУБД, ее надежностью, распространенностью
Модульный принцип организации построения подсистем при допустимом расширении рамок проектирования позволяет наращивать САПР ТП МО.
Программный модуль расчета режимов резания при сверлении встраивается в подсистему расчета режимов резания, а затем и в систему САПР ТП МО, и передаёт параметры режимов резания для последующего расчета норм времени в подсистему нормирования, а также данные для заполнения операционной карты в подсистему документирования.
Подсистема расчета режимов резания при сверлении предназначена для эксплуатации на машиностроительных заводах и других металлообрабатывающих предприятиях любых отраслей, в проектных организациях, научно-производственных объединениях и других предприятиях, на которых ведется проектирование технологических процессов механической обработки деталей машин.
Подсистема является частью САПР ТП, которая может применяться на этапе технологической подготовки производства при проектировании новых технологических процессов, а в действующем производстве – при усовершенствовании технологических процессов путем анализа и сравнения уровня режимов резания и норм времени разных вариантов.
Воронежский государственный технический университет
УДК 681.3
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ
Д.А. Востряков, Н.Н. Свиридова, Е.Д. Федорков
Разработка подсистемы начиналась с разработки ее функциональной модели, которая позволяет определить взаимосвязь решаемых задач и базовых компонентов САПР. Подсистема расчета режимов резания при точении должна на основе поступающих, на вход исходных данных организовать процесс расчета режимов резания при точении на основе эмпирических формул, а также сформировать выходной файл с результатами работы модуля для дальнейшего использования этой информации подсистемой документирования. Обмен информационными потоками необходимо осуществлять посредствам базы данных в формате удобном разработчику и пользователю.
Количество вводимой информации (входной информации), необходимой для решения задачи расчета режимов резания при точении, определяется нормативной базой.
Выходными данными в подсистеме являются рассчитанные режимы резания на технологический переход. В расчет режима резания по каждому переходу входит определение: t-глубины резания, мм; S0 или Sм-осевой или минутной подачи, мм/об или мм/мин; Vр-скорости резания, м/мин. Глубину резания рекомендуется назначать равной величине припуска, снимаемого на данном переходе (обработка в один проход). Обработка за 2-3 прохода может встретиться на черновых операциях, при удалении напусков, когда значительная глубина резания (свыше 3-5 мм) невозможна по прочности режущего инструмента или мощности станка.
Подача режущего инструмента обычно ограничивается на чистовых операциях требуемой величиной шероховатости (S0=0,05-0,1 мм/об), на черновых - прочностью механизма подачи станка (S0=0.7-1.5 мм/об). Чем выше подача, тем выше производительность обработки.
Скорость определяет производительность как и подача. Назначается максимально возможной, но сильно ограничивается периодом стойкости инструмента между переточками. Нормативной считается стойкость в 45 мин машинного времени резания. При чистовой обработке и требованиях к высокой точности (6-7 квалитет) стойкость может быть увеличена до 60 и даже 90 мин.
Исходными данными для расчета являются материал детали и состояние заготовки (прочность, твердость материала), материал режущей части инструмента, тип режущего инструмента и иногда вид оборудования.
Далее определяется скорость резания Vр. Чаще всего она рассчитывается по формуле: Vр=Сv*Kм*K/(Tm*tx*Sy), где Сv - константа, определяемая для стандартных условий обработки; T - период стойкости, m - показатель степени; t - период стойкости, x - показатель степени; S - период стойкости, y - показатель степени; Kм- поправочный коэффициент на материал детали; K=K1* K2***Kn - поправочные коэффициенты .
После выделения функций подсистемы, определения знаний для реализации и входных и выходных данных подсистемы, можно описать действия, которые выполняет подсистема:
1. Производить первоначальный выбор вида точения: обтачивание, растачивание подрезка торца, подрезка паза отрезка.
2. Производить обработку входной информации об обрабатываемом материале заготовки, пределе прочности и модуле упругости и состоянии поверхности.
3. Производить обработку входной информации об используемом инструменте, паспортных данных станка, его производительности и способе крепления детали в станке после расчета соответствующих параметров другими подсистемами.
4. На этапе получения данных о схеме базирования производится вычисление приведенного диаметра и глубины резания.
5. Формировать ограничения на целевую функцию для процесса оптимизации.
6. Производить расчет оптимальной скорости резания, подачи и частоты вращения шпинделя.
7. Проводить соответствия рассчитанных параметров с паспортными данными станка, и производить необходимую корректировку.
8. На всем этапе работы алгоритма работы предусмотрено обращение к массиву ТП для получения данных и передачи результатов расчетов.
Взаимосвязь данных в подсистеме расчета режимов резания при работе в системе осуществляется выбором в процессе расчета необходимых данных о геометрических особенностях обрабатываемой детали из массива ТП в расчетный модуль, а результаты работы подсистемы, необходимые для обмена с подсистемой формирования переходов, заносятся также в массив ТП и представляют собой обменные данные подсистемы.
При автономной работе подсистемы вся необходимая информация загружается из внутренней базы данных, состоящей из 4 таблиц, не связанных между собой.
Взаимодействие пользователя происходит посредством специально разработанного дружественного интерфейса, который обеспечивает интеллектуальную поддержку.
В настоящее время расчет и управление режимами резания относят к основным направлениям автоматизации выбора технологических схем, повышающих эффективность САПР ТП.
Воронежский государственный технический университет
ПОДСИСТЕМА АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ ПЛАНИРОВОЧНЫХ РЕШЕНИЙ ГИБКИХ ДИСКРЕТНЫХ ПРОИЗВОДСТВ
Ю.С. Скрипченко, Д.А. Григорьев, А.И. Бобров
Подсистема автоматизированного проектирования планировочных решений предназначена для автоматизации метода разработки планировочных решений при помощи темплетов. Этот метод обеспечивает быстрое выполнение планировочных решений, их сравнение и выбор оптимального. Темплет представляет собой изделие, являющееся двухразмерным изображением предмета (технологического оборудования) в виде упрощенной ортогональной проекции в установленном масштабе. Такое изображение для конкретного модели технологического оборудования обычно содержится в его паспорте.
Для того чтобы автоматизировать проектирование планировочных решений с применением темплетов, необходимо иметь средства и способы, с помощью которых можно было бы применить эти средства для реализации указанного метода на ЭВМ.
В настоящее время существует множество систем, используемых для автоматизации чертежно-конструкторских работ и выпуска соответствующей проектной документации (чертежей, спецификаций и т.д.). Одной из таких систем является САПР «КОМПАС». Особенностью данной системы является возможность расширения функциональности с помощью создания прикладных библиотек, представляющих собой особым образом оформленные библиотеки динамической компоновки и использующих предоставляемый системой программный интерфейс (API – Application Programming Interface). Для создания таких прикладных библиотек может быть использована любая система разработки приложений для операционных систем Microsoft Windows, позволяющая создавать библиотеки динамической компоновки (DLL – Dynamic Link Libraries). В качестве такой системы целесообразно использовать среду быстрой разработки приложений Borland Delphi 6, поскольку эта система позволяет значительно снизить трудоемкость разработки прикладной библиотеки за счет уменьшения затрат времени на создание графического интерфейса пользователя и организацию работы с базами данных.
В системе «КОМПАС» для представления графической и текстовой информации (чертежей, спецификаций и т.д.) используется несколько специальных форматов файлов (документов). В частности, для представления чертежей стандартных форматов, оформленных в соответствии с требованиями ЕСКД, используется формат «Лист чертежа» (файлы с расширением .cdw), а для представления произвольной графической информации – формат «Фрагмент чертежа» (файлы с расширением .frw).
Поскольку темплет представляет собой двухразмерное изображение предмета в виде ортогональной проекции, то для представления его представления целесообразно использовать формат «Фрагмент чертежа». Формат «Фрагмент чертежа» предоставляет возможность представления графической информации на различных слоях, обеспечивая, таким образом, управление отображением различных элементов, расположенных на разных слоях. Эту особенность целесообразно использовать для представления различных элементов темплетов технологического оборудования. К таким элементам относятся габаритный контур оборудования в положении покоя, контуры подвижных частей, выходящих за пределы габаритного контура в положении покоя, место обслуживания, места подвода сред и другие. Расположение этих элементов на соответствующих слоях предоставляет возможность скрывать одни элементы и отображать другие, что, естественно, сказывается на повышении эффективности проектирования планировочного решения. Управлять отображением различных слоев возможно, как и в интерактивном режиме при работе с системой, так и программно, используя соответствующие функции программного интерфейса системы «КОМПАС».
Известно, что при проектировании планировочных решений кроме общих вопросов размещения технологического оборудования решается, в частности, и задача соблюдения нормативных расстояний между оборудованием, оборудованием и конструктивными элементами здания (стен, колонн) при различных вариантах их взаимного расположения. Использование слоев позволяет эффективно решить эту задачу. Для этого, кроме основных элементов темплета технологического оборудования, расположенных на соответствующих слоях фрагмента чертежа, необходимо создать с помощью специальных функций программного интерфейса дополнительные слои, расположив на них соответствующие контуры зон контроля нормативных расстояний. Управление отображением этих слоев позволяет визуально контролировать соблюдение норм расстояний. Кроме того, использование специальных функций программного интерфейса и алгоритмов (например, алгоритмов вычисления пересечений контуров зон контроля расстояний с контролируемыми объектами), позволяет программно осуществлять более точный контроль норм расстояний.
Поскольку темплеты различных моделей технологического оборудования представлены и хранятся в различных файлах, то для проектирования необходимо иметь информацию о расположении каждого из них. Такую информацию целесообразно хранить в базе данных, поскольку базы данных обеспечивают независимость данных от программных систем, использующих эти данные и, следовательно, эта база данных может использоваться не только рассматриваемой подсистемой, но и другими. Таким образом, имеется возможность создать базу данных технологического оборудования, содержащую кроме паспортных данных информацию о расположении файла темплета или использовать существующую базу данных, изменив ее структуру так, что бы иметь возможность хранить сведения о расположении файла темплета.
В качестве структуры базы данных целесообразно использовать реляционную структуру, так как паспортные данные и сведения о расположении файла темплета удобно представлять в табличном виде.
В качестве формата базы данных целесообразно использовать широко распространенный и используемый многими системами формат Paradox, а в качестве СУБД целесообразно использовать СУБД Borland Database Engine, имеющую поддержку в среде программирования Borland Delphi.
Необходимо отметить, что возможности, предоставляемые программным интерфейсом системы «КОМПАС» и использование в подсистеме базы данных технологического оборудования, позволяют обеспечить получение информации (например, паспортных данных) о технологическом оборудовании, изображаемом соответствующими темплетами, непосредственно с чертежа планировки цеха или участка (представления планировочного решения) в интерактивном режиме.
Таким образом, использование при реализации рассматриваемой подсистемы возможностей системы «КОМПАС» в области представления и обработки графической информации, а также возможностей среды программирования Borland Delphi, главным образом, в области разработки графического интерфейса пользователя и организации работы с базами данных позволяет автоматизировать решение следующих задач проектирования планировочных решений с использованием темплетов:
создание и изменение темплетов технологического оборудования;
размещение темплетов оборудования на планировке цехов и участков;
получение сведений об оборудовании, представляемом темплетами;
соблюдение норм расстояний между оборудованием, оборудованием и конструктивными элементами здания (стенами, колоннами);
выпуск проектной документации (планировок цехов и участков).
Воронежский государственный технический университет
УДК 621.313
Интегрированная подсистема проектирования конструкторских характеристик проходного резца.
В.А. Долгих, А.С. Кольцов, Е.Д. Федорков
Перед системой предъявляются следующие требования: по введённому способу обработки и обрабатываемому материалу программа должна определить марку стали лезвия резца и выдать её пользователю, по вводимому вылету резца вычислить геометрические параметры резца и вывести их пользователю.(высота сечения державки резца, ширина сечения державки резца, диаметр резьбы крепёжного винта ,шаг резьбы крепёжного винта),по вводимой глубине резания выдать оптимальную подачу (мм/оборот),вычислять оптимальную скорость резания (м/мин), производить геометрические трёхмерные построения в графическом редакторе.
Трёхмерные модели должны потом служить основой для построения чертежей. Режим работы программы должен быть таким, чтобы просмотр моделей происходил не в обязательном порядке а по желанию пользователя.
Моделирование должно происходить как для отдельных деталей резца (лезвия, опорной пластины, державки, крепёжного винта.) так и для всего изделия в сборке. Исходя из вышесказанного можно сделать следующий анализ входных и выходных данных. Входными данными являются: вид обрабатываемого материала, способ обработки, глубина резания, вылет резца.
Выходными данными являются : марка стали лезвия резца, подача резца(мм/оборот),скорость резания (м/мин) ,ширина и высота сечения державки (мм),диаметр резьбы крепёжного винта, шаг резьбы крепёжного винта. Программа работает в следующей последовательности : ввести способ обработки вид обрабатываемого материала, по введённым данным в базе данных должна быть найдена марка стали лезвия резца и выведена в окно программы ,ввести глубину резания, по глубине резания и по введённому ранее обрабатываемому материалу выбрать в базе данных оптимальную подачу резца. Подача должна высветиться в окне программы.
По найденной ранее подаче резца и введённому ранее обрабатываемому материалу определить показатели и коэффициенты для расчёта скорости резания и силы резания поиском в базе данных.Вычислить силу резания и скорость резания ,причём скорость резания высвечивается в окне программы. Несмотря на то что скорость резания является скорее технологическим чем конструкторским параметром, высвечивается в окне программы, так как характеризует оптимальный режим эксплуатации конструкции. Ввести вылет резца. По введённому вылету резца и рассчитанной силе резания определить высоту и ширину сечения державки резца. Рассчитанные величины должны высветиться в окне программы. Рассчитать диаметр и шаг резьбы крепёжного винта. О найденных величинах должно высветиться сообщение. Реализация программного средства осуществляется в среде DELPHI 7.Базы данных создаются в среде ACCESS2000.Доступ к базам данных осуществляется по технологии ADO. Создаём три базы данных.
Первая база данных хранится в файле db1.mdb, содержащем таблицы : “обрабатываемый_материал”, ”способ_обработки”,”материал”,”подача”,”глубина_резания”.База данных реляционная и связаны таблицы через поля-идентификаторы. Как происходит поиск можно рассмотреть на следующем примере. В таблицах “способ_обработки” и “обрабатываемый_материал”отыскиваются соответственно введённые параметры и выясняется, каким значениям полей-идентификаторов они соответствуют. В таблице “материал” имеется два поля-идентификатора. Выбирается та запись в которой значения идентификаторов совпадают со значениями идентификаторов в первых двух таблицах. Соответственно из найденной записи извлекается марка стали режущего лезвия. Запрос осуществляется через динамически создаваемый компонент класса TADOQUERY.
Компонент имеет свойство SQL содержащий информацию в формате TSTRINGS,в которое можно записать текст запроса на языке SQL.Вторая база данных db2.mdb состоит из двух несвязанных таблиц:”показатели” и “сила”.В таблице “показатели” осуществляется поиск величин для нахождения по эмпирической формуле ,в таблице сила осуществляется поиск величин для нахождения силы резания. Третья база данных содержит всего одну таблицу с полями “диаметр” и “шаг”.Для того чтобы избежать некорректный ввод программа работает так, что на специально создаваемых динамически объектах пользователю предлагается необходимые параметры. Эти компоненты являются компонентами классов TLISTBOX и TCOMBOBOX.
При расчёте оптимальных размеров сечения державки резца используется модель резца как консольной балки претерпевающей чистый изгиб. Графическое построение происходит таким образом, что система AUTOCAD построив детали и распределив их по блок-файлам автоматически закрывается не предлагая пользователю запросов. Пользователь сам потом сможет просмотреть детали а также сделать из них сборку. Все команды, обращающиеся к графическому редактору заключены в динамически подключаемую библиотеку ‘project2.dll’. Это сделано с той целью чтобы графическую подсистему можно было использовать, обращаясь к ней не только из OBJECTPASCAL но и из других языков про -армирования.
Языком, автоматизирующим AUTOCAD является AUTOLISP и хотя он и брался за основу при работе с графическим процесс-сором,в программном комплексе нет ни одного файла с расширением *.lsp,так как в данном языке программа транслируется в машинные коды интерпретатором. Сам файл с программой на языке AUTOLISP легко открывается в простейшем текстовом редакторе “блокнот” и является совершенно беззащитным перед злоумышленниками.
Обращение к среде AUTOCAD осуществляется как к серверу автоматизации с использованием метода sendcommand(<строка>).В скобках стоит функция языка AUTOLISP. При разработке программного средства сделал выводы, что AUTOCAD не является закрытой системой, а способна интегрироваться с приложениями, написанными в различных инструментальных системах.(Например в DELPHI7).Причём не только принимать от другого приложения команды но и обмениваться с ним информацией в дву -стороннем порядке. Это делает AUTOCAD популярным среди разработчиков конструкторских САПР.
Воронежский государственный технический университет
УДК 621.313
Проектирование диалоговой автоматической подсистемы расчёта кабель-каналов в структурированной кабельной системы.
А.Н. Ефанов, А.А. Шишкин , А.И. Бобров
Основной задачей, решаемой на телекоммуникационной фазе проектирования, является выполнение расчета количества компонентов, необходимых для создания трактов передачи электрических и оптических сигналов СКС. Какой-либо расчет электрических и оптических характеристик в подавляющем большинстве случаев не производится, так как заданный уровень параметров формируемых трактов гарантируется применяемой элементной базой, соблюдением требований стандартов и правил монтажа.
В рамках телекоммуникационной фазы проектирования с использованием ее результатов выполняется также расчет монтажных и дополнительных компонентов (конструктивов, кабельных каналов, элементов маркировки, крепежа и т. д.). Данный расчет обычно выделяется в отдельный этап.
Для формализации процесса проектирования собственно кабельной проводки целесообразно применить несколько отличное от стандарта ISO/IEC 11801 и более мелкое деление СКС и оборудования, непосредственно взаимодействующего с ней, на отдельные подсистемы:
подсистему рабочего места;
горизонтальную подсистему;
магистральные подсистемы (подсистемы внутренних или внешних магистралей);
коммутационное оборудование административной подсистемы;
коммутационные и кроссовые шнуры административной подсистемы.
Проектирование отдельных подсистем кабельной проводки выполняется последовательно. Рекомендуемая очередность их разработки совпадает с указанным порядком. Таким образом, процедура проектирования осуществляется в соответствии с принципом "от частного к общему", а структура СКС во многом определяется количеством рабочих мест, организуемых с ее помощью.
Результаты расчетов по каждой из подсистем целесообразно представлять в табличной форме. Итоговые данные таблиц используются в качестве исходной информации для проектирования следующих подсистем.
Воронежский государственный технический университет
УДК 621.313
ПРОЕКТИРОВАНИЕ ПОДСИСТЕМЫ РАСЧЁТА РЕЖИМОВ РЕЗАНИЯ ПРИ ТОКАРНОЙ ОБРАБОТКИ.
В.В. Змиевский, Ю.С. Скрипченко
Проектирование расчёта режимов резания является важной задачей в машиностроении. Так как основная обработка деталей происходит на металлорежущих станках, то необходимо знать оптимальные режимы резания, для выбора наименьшей себестоимости операции.
Применение электронно-вычислительных машин позволяет определять наиболее оптимальные режимы резания. Поэтому возникает вопрос об автоматизации этого процесса. Так как основные формулы при расчёте выражаются степенными зависимостями, то необходимо привести их к линейному виду. Для этого производится логарифмирование.
При анализе проектирования подсистемы выяснилось, что одной из главных задач является создание математической модели, которая наиболее точно описывает основные закономерности процесса резания. Для составления математической модели необходимо составить основные уравнения технологических ограничений. Эти уравнения должны в полной мере охарактеризовать кинематику и динамику данного процесса резания. Очень важным является нахождение уравнения подлежащего оптимизации. В большинстве случаев в качестве критерия оптимальности принимается себестоимость операции.
Для расчётов влияния технических ограничений на режимы резания следует иметь уравнения, представляющие функции от элементов режима резания n – частоты вращения шпинделя, s – подачи, t – глубины резания.
При работе на металлорежущих станках основными ограничениями, которые необходимо учитывать являются следующие:
- режущие возможности инструмента, зависящие от его материала, геометрии, расчётной стойкости и условий обработки;
- мощность электродвигателя привода главного движения станка, т. е. Nэф>=Nпη , где η КПД станка;
- наименьшая возможная скорость резания, регламентированная наименьшим числом оборотов шпинделя станка;
- наибольшая возможная скорость резания, допускаемая кинематикой станка;
-наибольшая подача, допускаемая прочностью и жёсткостью системы СПИД;
- наименьшая подача, допускаемая кинематикой станка;
- наименьшая возможная глубина резания,
- наибольшая возможная глубина резания, равная припуску на обработку, т. е. t<=10 мм.
Анализ служит основой для подготовки информационной базы и позволяет оценить в полной мере многообразие различных факторов, которые в той или иной мере влияют на расчёт.
При проектировании подсистемы решаются алгоритмы автоматизированного расчёта режимов резания. Подсистема перерабатывает входные данные с помощью математических операций в выходную информацию, которая представляет собой необходимые данные для обработки материала на станке.
В подсистеме реализуется модуль оптимизации, который решено было выполнить на основе метода перебора. Такой выбор обусловлен в первую очередь тем, что большинство используемых сейчас на российских предприятиях металлорежущих станков имеют ограниченный набор скоростей вращения шпинделя и подач. Следовательно, наиболее актуальна дискретная оптимизация. Применение непрерывной оптимизации с последующей дискретизацией невыгодно, так как повышает требования к вычислительным ресурсам и увеличивает сложность программного кода.
Воронежский государственный технический университет
УДК 621.7
РАЗРАБОТКА БИБЛИОТЕКИ АВТОМАТИЗИРОВАННОГО КОНСТРУКТОРСКОГО ПРОЕКТИРОВАНИЯ ОСНАСТКИ ДЛЯ ТОРЦЕВЫХ ФРЕЗ
В.А. Рыжков, И.А. Кобзева, Е.Д. Федорков
Центральным элементом деятельности, ведущей к созданию первоклассного программного обеспечения, является моделирование. Модели позволяют нам наглядно продемонстрировать желаемую структуру и поведение системы. Они также необходимы для визуализации и управления её архитектурой. Модели помогают добиться лучшего понимания создаваемой нами системы, что зачастую приводит к ее упрощению и возможности повторного использования. Модели также необходимы для минимизации риска.
Одним из ведущих разработчиков программных средств на Российском рынке в данной области является компания “АСКОН” и её продукт “Компас-3D 5.11”. Перед нами поставлена задача реализации параметрической модели оправки для торцевых фрез в виде библиотеки трехмерного моделирования.
Выбранные средства реализации удовлетворяют требованиям, предъявляемым к проектируемой библиотеке. Исходя из входных данных, которые могут быть заданы в виде текстовой и графической информации, библиотека должна выстраивать трехмерные модели деталей конструкции оправки. Построение основывается на методах и алгоритмах заданных в программном коде библиотеки. В ходе разработки к библиотеке предъявлялись следующие требования: библиотека должна иметь простой интуитивно понятный графический интерфейс, входными данными служат геометрические параметры деталей конструкции. Выходными данными библиотеки должны быть файлы деталей и сборки оправки в системе Компас-3D 5.11.
При проектировании библиотеки было принято решение разбить программный код библиотеки на два исполняемых модуля Delphi, что объясняется удобством при ее реализации. Программный код состоит из двух программных модулей. Первый модуль – файл проекта Delphi предназначен для инициализации библиотеки, экспортирования функций в систему Компас - 3D и указания типа исполняемого файла библиотеки.
Данный модуль проекта содержит сервисные процедуры и функции библиотеки, предназначенные для определения файла макробиблиотеки в системе Компас-3D, а также отвечает за компиляцию выходного файла и экспорт выполняемых функций в систему.
Второй модуль представляет собой стандартный модуль Delphi, в его функции входит обработка интерфейса, обработка ошибок и передача данных в процедуры расчета и геометрических построений, процедуры и функции расчета геометрических параметров и построения трехмерных моделей деталей.
Данный модуль должен содержать процедуры обработки событий интерфейса библиотеки и присвоения глобальным переменным значений, отвечающим за передачу значений вводимых пользователем геометрических параметров, а также процедуры и функции расчета геометрических параметров и построения трехмерных моделей деталей:
процедура обработки события от нажатия кнопки “Построить” (проектирование трехмерных моделей детали и сборки);
процедура удаления объектов с эскиза при запуске библиотеки;
процедура создания автоматически построенного по введенным пользователем данным чертежа оправки. Данная процедура также осуществляет сохранение полученной трехмерной модели оправки в файл оправка.m3d;
процедура создания автоматически построенного по введенным пользователем данным чертежа зажимного винта. Данная процедура также осуществляет сохранение полученной трехмерной модели зажимного винта в файл винт.m3d;
процедура создания автоматически построенного по введенным пользователем данным чертежа шпонки. Данная процедура также осуществляет сохранение полученной трехмерной модели шпонки в файл шпонка.m3d;
процедура предназначена для создания сборки оправки для торцевых фрез. Входными данными процедуры являются сохраненные модели оправки, зажимного и двух крепежных винтов и двух шпонок.
Таким образом, в результате проектирования можно изобразить структуру построения библиотеки в виде следующей схемы:
Рис. 1 – Структурно-функциональная модель библиотеки
В результате реализации библиотеки построения трехмерных моделей, было получено программное средство, работающее под управлением системы Компас-3D 5.11, которое удовлетворяет всем предъявляемым к ней требованиям. Таким образом, библиотека обеспечивает построение трехмерных моделей составных частей и сборки оправки для торцевых фрез.
Воронежский государственный технический университет
Подсистема автоматизированного конструкторского проектирования резьбонарезных
резцов
А. П. Крупин, В. А. Рыжков, Е. Д. Федорков
В ходе анализа функциональности подсистемы, к ней были предъявлены следующие требования:
Интерфейс программы должен быть доступным и понятным пользователю, проектируемые детали должны быть проиллюстрированы с простановкой размеров.
Объектом проектирования данной подсистемы являются резьбонарезные резцы и резцовые головки для нарезания метрической и трапецеидальной резьбы.
Поскольку резцы стандартизованы по ГОСТу, а резцовые головки хоть и не гостированы, но имеют ряд типоразмеров, то возникает необходимость в создании базы данных, содержащей стандарты, определяющие конструкцию и размеры объектов проектирования. При этом следует предусмотреть поиск, редактирование, добавление новых записей в базу данных.
Результатом работы подсистемы должна быть 3-D сборка, выбранной пользователем детали, соответствующего типоразмера.
На данном этапе определим входные и выходные данные, основываясь на требованиях к системе.
Подсистема предназначена для проектирования резьбонарезного инструмента, следовательно, входные данные определяются параметрами резьбы.
Входными данными являются: тип резьбы – наружная (для болтов) или внутренняя (для гаек), вид резьбы – метрическая или трапецеидальная, шаг резьбы, способ нарезания (если выбрана наружная резьба), правая или левая (для трапецеидальной резьбы).
На выходе строится сборочный чертеж одной из следующих деталей: резцовая головка для вихревого нарезания резьбы, резец для наружной метрической резьбы, резец для внутренней метрической резьбы, резец для наружной трапецеидальной резьбы, резец для внутренней трапецеидальной резьбы
Для построения детали необходимо сначала определить последовательность операций над двухмерными контурами (эскизами), затем рассчитать координаты опорных точек эскизов, соединить их отрезками (дугами) и применить к этим контурам операции. Рассмотрим пример задания опорных точек одного контура.

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 Рисунок
1 – контур для построения базового тела
резца
Рисунок
1 – контур для построения базового тела
резца
Координаты точек определены через переменные, значения которых берутся из базы данных. Определим структуру базы данных:
Под каждую сборочную единицу создается отдельная таблица, полями записи в которой являются: переменные вещественного типа, определяющие размеры детали и переменная строкового типа – обозначение или название детали.
Программа содержит пять графических модулей, в которых осуществляется построение всех деталей и три модуля, предназначенных для визуализации входной информации и проект, объединяющий в себе все эти модули. База данных создана средствами SQL.
Программа имеет понятный интерфейс, решает все запланированные задачи, работает надежно, без ошибок.
Воронежский государственный технический университет
УДК 621.313
Подсистема конструкторско-технологического проектирования отрезной операции интегрированной САПР
Логвинова Д.В., Костылев П.А., Бобров А.И.
Проектирование технического объекта — создание, преобразование и представление в принятой форме образа этого еще не существующего объекта. Образ объекта или его составных частей может создаваться в воображении человека в результате творческого процесса или генерироваться в соответствии с некоторыми алгоритмами в процессе взаимодействия человека и ЭВМ.
Кроме представления образа модели детали существует и ряд задач: таких, как выбор инструмента, выбор приспособления, выбор оборудования, расчет режимов резания и норм времени – которые необходимы для получения готовой детали. Взаимосвязь этих основных компонентов САПР (подсистема документирования, подсистема кодирования и контроля исходных данных, графика, интерфейс, подсистема технологического проектирования, подсистема нормирования, подсистема выбора оборудования) графически представлена в графической части моего дипломного проекта.
На этапе эскизного проектирования мной ориентировочно была намечена конструкция тихоходных валов, определены диаметры отдельных участков, разработан сборочный чертеж тихоходного вала с коническим колесом и подшипником, который выполнялся в системе Компас-3D 5.11.
Теперь следует уточнить эти размеры, согласовать их с деталями, устанавливаемыми на валу, учесть вид и расположение опор, конструкцию уплотнения, технологию изготовления.
Так как в дипломном проекте предусмотрена конструкторская часть, мною в ней было отмечено – перед отработкой конструкции тихоходного вала должны быть решены такие важные вопросы, как:
Способ передачи вращающего момента в соединении;
Способ крепления деталей на валу от осевого перемещения.
Валы следует конструировать по возможности гладкими, с минимальным числом уступов. В этом случае существенно сокращается расход металла на изготовление вала, что особенно важно в условиях крупносерийного производства. Колесо с гладким валом собирают в специальном приспособлении, определяющем осевое положение колеса. В индивидуальном и мелкосерийном производстве валы целесообразно снабдить буртами для упора колес.
Так же была создана библиотека построения параметрической 3D–модели инструмента, то есть отрезного резца.
Исходя из входных данных, которые были заданы в виде текстовой информации, библиотека выстраивает трехмерную модель. Данный раздел библиотеки и предназначен для проектирования 3D модели – вала. На вход системы подаются геометрические параметры. На выходе – 3D модель изделия.
В качестве базовой системы трехмерного моделирования была выбрана система Компас-3D 5.11 отечественного разработчика – АО “Аскон”. В качестве технологии разработки были выбраны интерфейсы IDispatch технологии Automation, что более удобно, чем использование стандартных COM-интерфейсов.
Для реализации библиотеки построения трехмерных моделей была выбрана визуальная среда быстрой разработки приложений Borland Delphi 6.0 и, соответственно, язык Object Pascal.
Данный выбор обусловлен следующими факторами:
- удобство работы и широкая распространенность языка, ориентированность языка на решение прикладных задач.
- доступность и обилие справочной информации
- использование платформы win32.
Построение основывается на алгоритмах заданных в программном коде библиотеки. Универсальность средств разработки (API системы Компас-3D) позволила создать библиотеку, рассчитанную на решение практически любых задач твердотельного моделирования. В ней возможна реализация, как отдельных моделей деталей, так и автоматизированных сборок, а также различные расчеты деталей и узлов.
В ходе анализа решаемой задачи к библиотеке предъявлялись следующие требования:
1. Библиотека должна иметь простой дружелюбный графический интерфейс;
2. Входными данными должны служить геометрические параметры поверхности.
3. Библиотека должна иметь возможность построения параметрических 3D моделей.
Воронежский государственный технический университет
УДК 681.3
Разработка подсистемы САПР ТП методом анализа: выбор режущего инструмента при токарной обработке наружных
цилиндрических поверхностей
Митина О.А. Свиридова Н.Н., Федорков Е.Д.
При проектировании подсистемы САПР ТП методом анализа необходимо сформировать модуль выбора инструмента для обработки наружных цилиндрических поверхностей. Он включает в себя технологическую информацию о выборе оборудования, инструмента резания, расчет режимов резания, расчет припусков и определение промышленных размеров. Основные задачи, определяющие условия выполнения переходов: расчет уточнения и вариантная компоновка планов наращивания точности для поверхностей детали; определение входных и выходных параметров их выполнения; назначение припусков и расчет межоперационных размеров и допусков; выбор условий обеспечения заданной точности обработки и др. В этом комплексе задач необходимо обеспечить получение заданных технических требований к отдельным поверхностям детали (точность их формы, размеров и качество поверхности).
В программе реализованы возможности широкого выбора токарного режущего инструмента - обдирочных, проходных, канавочных, отрезных, расточных и др. резцов. Выбор стандартного инструмента производится из библиотеки, пополняемой пользователем, в которой кроме параметров режущего инструмента, могут быть сохранены параметры и режимы обработки, графика режущего и вспомогательного инструмента, оборудования. Визуализация траектории обработки и процесса резания позволяет моделировать на экране процесс обработки - создать установочную схему заготовки, инструмента и станочного парка, просмотреть траекторию движения инструмента.
Исходными данными для проектирования черновых переходов являются:
форма, размеры, точностные характеристики детали, ее материал и его механические свойства;
форма, размеры, точность и состояние заготовки к моменту выполнения перехода;
основные паспортные данные станка (ряд чисел оборотов n, мощность привода N, максимально допустимые силы резания и подачи);
способы обработки поверхности детали, установленные ранее при проектировании структуры операции;
величины припусков и операционные размеры на операцию и ее переходы;
технологические и организационные возможности производства.
При проектировании технологических процессов достижение поставленной цели определяется техническими характеристиками оборудования и его состоянием на момент выполнения обработки;
выбранной схемой установки детали и структурой построения операции;
свойствами режущей части, размерами и геометрическими параметрами инструмента;
методами размерной наладки и режимами обработки.
Исходными данными при проектировании чистового перехода являются: размеры и конфигурация обрабатываемой поверхности и детали в целом, марка и свойства материала; заданные показатели точности и качества обрабатываемой поверхности;
промежуточное состояние поверхности к моменту выбора инструмента;
схема установки детали и жесткость элементов системы станок — приспособление — инструмент — заготовка;
основные паспортные данные станка и размеры мест закрепления режущего инструмента, технологические и организационные возможности производства.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования фрезерной обработки узлов питательного насоса
О.С. Попов, А.С. Кольцов, Е.Д. Федорков
Подсистема расчета режимов резания при фрезеровании должна на основе поступающих на вход исходных данных организовать процесс расчета режимов резания при фрезеровании на основе эмпирических формул и закономерностей, а также формировать выходной файл с результатами работы модуля для дальнейшего использования этой информации подсистемой документирования. Обмен информационными потоками необходимо осуществлять посредствам базы данных в наиболее удобном формате.
Проведенная работа является важной вследствие того, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР).
В ходе дипломного проектирования были реализованы следующие этапы:
С помощью функционального проектирования для САПР технологических процессов механообработки методом синтеза была составлена структурно-функциональная модель. Определено, что подсистема расчета режимов резания при фрезеровании будет состоять из четырех взаимосвязанных модулей, обрабатывающих информацию о детали, станке, материале и инструменте, а также модуле, производящем расчетные операции. Были определены требования, предъявляемые к проектированию САПР ТП МО методом синтеза.
В дальнейшем на этапе анализа были рассмотрены вопросы, касающиеся функций подсистемы расчета режимов резания при фрезеровании, а также определена совокупность входных и выходных данных.
Целью этого этапа было определение входных и выходных данных, а также выделение функций разрабатываемой подсистемы
При выделении функций подсистемы, также как и при выделений функций системы был использован метод функционального проектирования.
В результате мы определились с теми функциями, которые необходимо реализовать в процессе разработки программного средства что бы связать входные данные с конечным результатом.
На этапе проектирования были определены требования к подсистеме расчета режимов резания при фрезеровании, проведен анализ токарных операций, спроектирован алгоритм подсистемы.
После выделения функций подсистемы, определения знаний для реализации и входных и выходных данных подсистемы, необходимо описать действия, которые должна выполнять подсистема. Это и является основной целью проектирования
Проектирование подсистемы расчета режимов резания при фрезеровании проводилось методом синтеза.
Получены следующие результаты: разработан алгоритм, подготовлены требования к подсистеме, которые необходимо удовлетворить в процессе реализации
На этапе реализации были рассмотрены вопросы создания интерфейса подсистемы, разработки базы данных, создания вычислительной среды и тестирования работы программы.
Целью этапа реализации была разработка программного средства
Были использованы следующие методы: алгоритмизация и визуальное программирование
Получены следующие результаты: разработанное программное средство удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной базы данных. Тестирование показало надежность и корректность функционирования программного средства.
Были разработаны следующие виды обеспечения
1 Математическое, включающее формулировку основных математических зависимостей, необходимых для расчета режимов резания
2 Лингвистическое, включающее описание входного, выходного и базового языков проектирования
3 Информационное, включающее описание структуры базы данных
4 Техническое, включающее описание совокупности технических средств, необходимых для корректного функционирования подсистемы
5 Программное, включающее описание необходимых программных средств, а также использованного программного обеспечения
6 Методическое, включающее руководство пользователя и описание встраиваемости подсистемы в систему.
Процесс расчета режимов резания был автоматизирован, то есть, создана подсистема, позволяющая получить в качестве результата своей работы массив технологического процесса, содержащий всю необходимую информацию о оптимальных режимах резания для заполнения технологической документации. При разработке программы были учтены следующие моменты:
диалоговый режим между проектировщиком и ЭВМ происходит на естественном (неформализованном) языке общения;
пользовательский интерфейс оснащен визуальными объектами, позволяющими воспринимать информацию на интуитивном уровне.
Воронежский государственный технический университет
УДК 681.3
Разработка подсистемы расчета режимов резания при фрезеровании
А.А. Попов, В.А. Рыжков, Е.Д. Федорков
Система предназначена для расчета оптимальных режимов резания при фрезеровании. В качестве информационного обеспечения системы выбрана СУБД Microsoft Access XP. Данный выбор объясняется удобством работы с данной СУБД, ее надежностью, распространенностью и хорошей адаптированностью к использованию совместно с современными языками высокого уровня, например с Delphi. Основная база данных “Программы расчета оптимальных режимов резания при фрезеровании состоит из 4 файлов (такое деление было сделано из соображений удобства доступа к данным):
- первая таблица содержит сведения о коэффициентах, применяемых в эмпирических формулах, для расчета момента силы и силы, действующих на инструмент при фрезерных операциях;
- вторая таблица содержит сведения о коэффициентах, применяемых в эмпирических формулах, для расчета скорости резания при фрезерных операциях;
третья таблица содержит сведения о моделях станков;
- четвертая содержит сведения о стойкости инструмента.
База данных подключается к программе, написанной на языке Borland Delphi 6.0, через BDE Administrator. Это позволяет использовать базу, как для записи, так и на чтения, обеспечивая при этом хорошую скорость обмена информацией между программой и базой данных, а также высокую надежность и сохранность информации.
Входные параметры подразделяются на управляемые и неуправляемые. Управляемыми являются скорость резания и подача. Неуправляемыми же являются ширина фрезерования, марка материала и т.д. Поиск оптимальных решений в технологии машиностроения затруднен в связи с низким уровнем формализации, поэтому главным вопросом является разработка математических моделей и их информационное обеспечение. В основе оптимизации режимов резания лежит построение математической модели (ММ), которая включает совокупность технических ограничений, приведённых к линейному виду логарифмированием, и упрощенный вид целевой функции. Следует отметить, что качество ММ процесса резания металлов, и в первую очередь её достоверность, зависит от выбора технических ограничений, которые в наибольшей степени определяют описываемый процесс.
Ниже рассмотрены технические ограничения, влияющие на режимы обработки металлов при торцевом фрезеровании.
1. Режущие возможности инструмента.
Устанавливает взаимосвязь между скоростью резания, обусловленной принятой стойкостью инструмента, материалом режущей части инструмента, его геометрией, глубиной резания, подачей, механическими свойствами обрабатываемого материала, с одной стороны и скоростью резания, определяемой кинематикой станка, с другой стороны.
2. Мощность электродвигателя главного движения станка.
Этим ограничением устанавливается взаимосвязь между эффективной мощностью, затрачиваемой на процесс резания, и мощностью электропривода главного движения станка.
3. Наименьшая скорость резания.
4. Наибольшая скорости резания.
Эти ограничения устанавливают взаимосвязь расчётной скорости резания с кинематикой станка. Скорость резания не может быть меньше, чем возможная при наименьших оборотах станка и больше, чем наибольшая возможная.
7. Прочность режущего инструмента.
Это ограничение устанавливает взаимосвязь между расчетными значениями скорости резания и подачи и допустимыми по прочности режущего инструмента. В основу построения этого ограничения закладывают условия нагружения режущего инструмента, например цилиндрической фрезы, как консольной балки.
8. Ограничение по наибольшей подаче, допускаемой прочностью механизма подачи станка.
Усилие подачи, действующее при резании на инструмент, должно быть меньше усилия подачи, допускаемого прочностью механизма подачи станка. Таким образом, для решения задачи по расчету оптимальных режимов резания, необходимо составить уравнения технических ограничений и критерии оптимальности. Далее прологарифмировав, правые и левые части полученных уравнений и неравенств, получаем в линейном виде зависимости для всех технических ограничений.
Далее задача решается методом линейной оптимизации.
Воронежский государственный технический университет
УДК 621.313
ПОДГОТОВКА ОПЕРАЦИОННОЙ КАРТЫ К ПЕЧАТИ
Русяев М.Е. Свиридова Н.Н., Федорков Е.Д.
Наиболее трудоемким этапом технологического проектирования является разработка содержания и состава операций, направленных на выполнение различных видов работ по обработке поверхностей заготовки. Состав и содержание операции изготовления одних и тех же деталей может быть различным, что приводит к необходимости решения многовариантных задач.
Операционная карта содержит описание операций с расчленением их по переходам и с указанием режимов обработки и данных о режущем, вспомогательном, измерительном инструменте, оснастке и т. д.
При разработке операции необходимо знать маршрут обработки заготовки, качество ее изготовления на предшествующей операции (точность, шероховатость, физико-химические свойства). На вид и содержание операции оказывают влияние следующие факторы (параметры):
конструкция детали (размеры, конфигурация, масса);
технические требования на ее изготовление (допуски на размеры, форма и взаимное расположение поверхностей, их шероховатость и др); вид заготовки; программа выпуска
Операция является основным элементом технологического процесса. Операция – законченная часть ТП, выполняемая на одном рабочем месте. Она характеризуется единством оборудования и непрерывностью выполнения. Разработка содержания и состава технологических операций является наиболее трудоемким этапом технологического проектирования.
Исходными данными для проектирования технологической операции служит набор переходов {a1, a2, …,an}, выполняемых в операции, требуемая форма, межоперационные размеры и их точность, которые необходимо обеспечить после обработки детали.
Таким образом процесс формирования технологической операции для конкретной детали сводится к сравнению конструкторско-технологических признаков детали аij с одноименными признаками Ai k-той строки таблицы соответствия. Если условие Аi=aij не выполняется для какого-либо признака, то происходит переход к следующей (к+1)-ой строке. При выполнении вышеописанного условия соответствия строки признаков детали и строки рассматриваемого перехода код последнего запоминается.
Процесс выбора кодов переходов выполняется до тех пор, пока не будут рассмотрены все строки таблицы соответствия для рассматриваемой операции. Далее по кодам переходов выбираются их формулировки, которые выводятся на экран дисплея для анализа результатов проектирования и передаются в модуль проектирования переходов для интерпретации системно-языковых кодов. Анализ содержания отдельных переходов, включаемых в обобщенную операцию, показывает, что все эти переходы связаны с определенными сочетаниями конструктивных и технологических признаков деталей.
Алгоритм проектирования технологических операций может быть разбит на несколько частных алгоритмов:
1. Определение формы и межоперационных размеров детали, поступающей на операцию, т. е. назначение припусков, напусков, расчет межоперационных размеров и допусков на них.
2. Выбор типоразмера станка.
3. Выбор схемы базирования и установки детали.
4. Назначение типоразмера установочно-зажимного приспособления.
5. Формирование допустимых вариантов структуры операции, включающих окончательный выбор состава переходов, определение последовательности установок и переходов в операции.
6. Проектирование различных переходов.
7. Расчет времени выполнения переходов и вспомогательных приемов в операции.
8. Определение наиболее рациональных характеристик и структуры операции.
9. Вычисление расчетно-технической нормы времени на операцию.
10. Определение разряда работы, расценок и себестоимости операции.
11. Определение программы вычерчивания операционных чертежей, схем наладок и печати технологических карт.
Основным достоинством подсистемы формирования операций является возможность ее встраивания в систему технологического проектирования механической обработки.
Воронежский государственный технический университет
УДК 621.313
Автоматизированная подсистема расчета режима резания при сверлении
Сергеев А.И. Пачевский Д.Е., Федорков Е.Д.
При проектировании подсистемы расчета режима резания при сверлении был произведен анализ процессов проектируемой подсистемы, цели и задачи их автоматизации.
В результате анализа выявлено, что техническое оснащение процессов расчета режима резания при сверлении в большинстве случаев низкое. В процессе расчета конструктор использует справочную и специальную литературу, стандарты, а также опыт конструкторов своей и родственных организаций, хранящихся в архивах. На предприятии проводят большую работу по систематизации этого опыта. Однако использование этих результатов без средств автоматизации трудоемко. Довольно трудоемким является процесс поиска, анализа и отбора необходимой информации: справочных данных, стандартов для отбора которых в разрозненных источниках требуется немало времени и опыта. При автоматизации проектирования функции поиска информации выгодно поручить ЭВМ. Поэтому подсистема расчета режима резания при сверлении предполагает существенным образом снизить затраты времени на расчет необходимых параметров (подачи, скорости резания, крутящим моментом, осевой силы), обеспечить возможность быстрого получения достоверной информации.
Информационную основу подсистемы составляют два вида информации. Постоянная (базовая), характеризующая объекты, сведения о которых могут быть использованы в процессе проектирования и которые известны в начале разработки подсистемы; эта информация подвержена со временем незначительным изменениям и составляет базы данных станков, поправочных коэффициентов. Переменная информация – информация, изменяющаяся при расчете каждой очередной конструкции; эта информация делится на подаваемую на вход подсистемы (входную), которую составляют: диаметр сверления, глубина сверления, материал инструмента, материал обрабатываемой конструкции. Результатом работы подсистемы является – расчет оптимальных параметров резания при сверлении.
В подсистеме реализован алгоритм, в основе которого лежит принцип подстановки входных данных и данных промежуточных расчетов в необходимые для расчета формулы. Из базы данных, хранящей поля с техническими характеристиками станков производится выборка, на основании расчетов, подходящих для операции станков.
В подсистеме имеется возможность сохранения результатов работы в текстовый файл.
Особое место при разработке подсистемы САПР уделяется такому моменту как виды обеспечения. К ним относятся:
Программное обеспечение, которое позволяет создавать прикладные программы и их приложения в среде Delphi.
Математическое обеспечение содержит ряд формул которые позволяют рассчитать режимы резания при сверлении.
Методическое обеспечение включает в себя документацию на разрабатываемый проект.
Техническое обеспечение позволяет произвести непосредственно сам процесс создания проекта с помощью ЭВМ.
Лингвистическое обеспечение включает в себя различные языковые средства.
Информационное обеспечение состоит из реляционной базы данных.
Организационное состоит из перечня документов определяющее взаимоотношения подразделений на предприятий.
Подсистема позволяет, при наличии соответствующей базы данных рассчитывать параметры оптимального режима резания при сверлении любой конструкции или заготовки.
Воронежский государственный технический университет
УДК 621.313
ПОДСИСТЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ИНТЕГРИРОВАННОЙ САПР РАСЧЁТА НОРМ ВРЕМЕНИ ПРИ ФРЕЗЕРОВАНИИ
Смышляев С.В Пачевский Д.Е Федорков Е.Д.
В настоящее время стремительное развитие компьютерных технологий, которые при внедрении на предприятие позволяют ставить более жесткие требования к качеству и гибкости машиностроительного производства. Постоянное наращивание выпуска изделий машиностроения, а также необходимость сокращения материальных затрат на их изготовление стало возможным благодаря внедрению вычислительной техники на всех этапах производства. Особая роль отводится компьютеризации систем автоматизированного проектирования. Следствием разработки и широкомасштабного использования САПР являет снижение затрат на создание и эксплуатацию проектируемых изделий, повышение производительности труда проектировщиков, конструкторов и технологов, снижение объем проектной документации. Таким образом, только максимальная автоматизация и компьютеризация процессов производства может гарантировать конкурентоспособность и успешное функционирование фирм.
Основной целью данной работы является создание подсистемы расчёта норм времени при фрезеровании, дающая возможность пользователю выражаться на уровне целей, т.е, получив задание на изготовление детали, при условии, что пользователь обладает всей необходимой информацией, подав эти условия на вход подсистемы, на выходе - должен получить рассчитанные нормативы на изготовление детали.
Основной задачей является проектирование подсистемы расчета норм времени САПР ТП реализующей следующие функции:
расчет операционного времени.
расчета вспомогательного времени.
расчет штучного времени.
Основные функции, реализуемые подсистемой расчета норм времени, определяются структурой системы. В проектируемой подсистеме выделены следующие функции:
Функция обработки входной информации;
Функция, реализующая расчет значений времени на переход;
Функция, реализующая расчет вспомогательного времени;
Функция, реализующая расчет штучного времени;
Функция формирования массива ТП.
Ими выполняются задачи:
Проводит по введенным данным расчет нормированных значений;
Передача данных, получаемых в результате работы подсистемы в базу данных массива ТП.
При проектировании программного средства рассматривается три основных вопроса:
проектирование интерфейса.
проектирование базы данных.
проектирование алгоритма расчета.
Взаимосвязь данных в подсистеме расчета норм времени происходит по следующему принципу: во время выбора способа установки заготовки подсистемой проверяются ранее введенные параметры заготовки и далее происходит выбор значения времени установки путем проверки полей “масса”, ”длина” и “способ закрепления”. Много внимания при разработке подсистемы уделяется вопросу о видах обеспечения САПР. ( Программное, информационное, методическое, математическое, лингвистическое, техническое, организационное).
Воронежский государственный технический университет
УДК 681.3
ПОДГОТОВКА МАРШРУТНОЙ КАРТЫ К ПЕЧАТИ
Сукочев М.В. Свиридова Н.Н., Федорков Е.Д.
Технологический процесс изготовления какого-либо изделия оформляется специальными документами, на основе Единой системы технологической документации (ЕСТД), которая устанавливает основные виды технологических документов и позволяет установить на всех предприятиях единые правила оформления, выполнения и обращения технологической документации, что дает возможность обмена технологическими документами между предприятиями без переоформления этих документов. К основным технологическим документам относят маршрутные и операционные карты, карты эскизов и рабочие чертежи.
При проектировании технологических процессов должны соблюдаться следующие правила:
- соблюдение принципа постоянства баз – на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки;
- соблюдение принципа совмещения баз;
соблюдение принципа последовательности смены баз – при смене баз следует переходить от менее точной к более точной;
при построении маршрута каждый последующий метод должен быть точнее предыдущего.
Маршрут делят на стадии: черновую, чистовую, отделочную.
Маршрутная карта содержит последовательное описа-ние технологического процесса изготовления изделия по всем операциям с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах. Исходными данными при составлении маршрутной карты являются производствен-ная программа, чертежи, спецификация, технические условия, паспорт станка, альбомы режущих и вспомогательных инструментов, приспособлений, руководящие материалы по режимам резания, нормативы подготовительно-заключитель-ного и вспомогательного времени, тарифно-квалификационый справочник.
Маршрутная карта состоит из двух основных частей - верхней и нижней. В верхней части помещают сведения об изготовляемой детали и ее заготовке, а в нижней - описание технологического процесса с разделением на операции и с указанием необходимых станков, приспособлений, режущего, вспомогательного и измерительного инструмента, а также указания профессий, разрядов работы, тарифной сетки, норм времени и расценок. Основным условием, обеспечивающим выполнение производственного задания, является наличие подробно разработанной технологической документации, внимательное изучение ее рабочим, строгое соблюдение указаний, предусмотренных в ней.
Маршруты имеют типовую последовательность и содержание. Причем на уровне предприятия учитывается его опыт и традиции, а также научно-технические достижения и перспективы развития отрасли. При построении маршрута обработки необходимо решать две задачи: определить перечень операций и последовательность их выполнения. Решение этих задач требует выявления закономерностей технологического проектирования.
Подсистема включает следующие функции: обработка входной информации (ввод общих характеристик детали, ввод характеристик элементарных поверхностей), формирование частного техпроцесса (запрос к базе данных, выбор из базы данных технологических операций в соответствии с условиями выбора, объединение операций в частный процесс), расчет точности обрабатываемых поверхностей.
В результате работы программы формируется выходной файл с полным текстовым описанием маршрута, который представляет собой достаточную информацию для производства изделия.
Воронежский государственный технический университет
УДК 621.313
Информационное обеспечение модуля выбора приспособлений
Борисенко Е.В., Кольцов А.С.
Экономическая целесообразность выбора и применения станочных приспособлений в любом производстве, особенно в серийном и массовом, определяется их окупаемостью и важной задачей на уровне проектирования перехода. В ходе проектирования были реализованы следующие этапы:
1. Формирование требований к информационному обеспечению.
В работе рассмотрено проектирование информационного обеспечения модуля выбора приспособлений. Модуль должен на основе поступающих на вход исходных данных организовать процесс хранения и обработки информации, а также визуализации результатов запросов.
2 .
Системный анализ предметной области.
.
Системный анализ предметной области.
В зависимости от вида производства (единичное, серийное, массовое), технологических требований, конфигурации обрабатываемых заготовок, их размеров, условий применения станочные приспособления подразделяют на несколько групп: специальные (СП); универсально-сборочные (УСП); сборно-разборные (СРП); универсально-переналаживаемые (УПП); универсальные общего назначения (УП); и другие.
Рис. 1 Классификация приспособлений
3. Определение структуры информационного обеспечения.
Автоматизированное проектирование приспособлений выполняется с использованием с постоянно хранящихся в памяти ЭВМ сведений, которые образуют его информационную базу. Главной составляющей этой базы является:
Библиотека конструкционных элементов (БКЭ) включающую пространственные материальные объекты, используемые программой в процессе автоматизированного синтеза конструкций. Наибольшую часть БКЭ занимают описания конструктивных элементов детали, имеющие определенное назначение (отверстия, ценовки, канавки, ребра жесткости) и характеризуемые соответствующей формой. Применяемость и краткая характеристика КЭ служит для разработки соответствующих программ выбора типа и типоразмера элемента.
Нормативно – справочная информация включает:
- каталог сведений о металлорежущих станках;
- сведения о постоянных частях наименований и обозначений деталей и сборочных единиц для построения спецификаций конструкций;
- таблицы допусков, посадок и классов точности;
- нормы времени на обработку деталей и сборку приспособлений (служат для определения основного и вспомогательного времени при нормировании технологических операций инструментального производства и определения расценок для оплаты труда рабочих).
Структура информационного обеспечения подсистемы выбора приспособлений определяется той необходимой и достаточной информацией, которая позволит оптимальным образом провести подбор необходимого типа приспособления. Представленная выше информационная база полностью отвечает данным требованиям. Наполнение информационной базы проводилось на базе ОАО «Рудгормаш» и направлено на обеспечение производства именно этого предприятия.
Собранная информация в полной мере отражает конструктивные особенности, используемых на предприятии приспособлений, их назначения и формы. Информация об оборудовании используемом на предприятии составила базу с достаточно широкой номенклатурой станков. Таблицы допусков, посадок и классов точности, используемые в информационном обеспечении проектируемого модуля базируются на нормативных актах, эмпирических расчетах и профессиональном опыте сотрудников конструкторского и технологического отделов. Нормы времени на обработку деталей и сборку приспособлений сгруппированы из различной справочной литературы. Таким образом, наполнение информационной базы было проведено в полном объеме.
Основной частью проделанной работы стала организация взаимосвязи информационных массивов.
4. Описание используемых методов.
На первом этапе анализа методом функционального проектирования была составлена структурная модель. Определено, что информационное обеспечение модуля выбора приспособления будет состоять из шести взаимосвязанных таблиц, хранящих информацию о материалах, станках, обрабатываемых деталях, типах приспособлений, нормах времени на их переустановку, допусках, классах точности и прочую.
В дальнейшем этапе реализации были рассмотрены вопросы создания интерфейса модуля и программной реализации взаимосвязи таблиц с использованием методов объектно-ориентированного программирования.
Получены следующие результаты: спроектированное информационное обеспечение удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной структуры базы данных. Тестирование показало надежность и корректность функционирования.
Окончательной реализацией проектирования информационного обеспечения станет разработка программного средства, удовлетворяющего следующим требованиям:
диалоговый режим между проектировщиком и ЭВМ происходит на естественном (неформализованном) языке общения;
пользовательский интерфейс оснащен визуальными объектами, позволяющими воспринимать информацию на интуитивном уровне.
Таким образом, указанные выше действия при проектировании информационного обеспечения модуля выбора оборудования позволяют максимально автоматизировать работу с информационными потоками. Главными качествами информационного обеспечения являются универсальность, гибкость и открытость.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования системы ремонтно-технического обслуживания
Д.Е. Пачевский, Ю.В. Сурков, Е.Д. Федорков
Проблема совершенствования системы ремонтно-технического обслуживания оборудования предприятий на сегодняшний день очень актуальна. В условиях недостаточного финансирования и напряженной конкурентной обстановки выход из строя производственной линии или другого оборудования может иметь самые катастрофические последствия.
Одной из важнейших составляющих «Типовой системы технического обслуживания и ремонта» является планово-предупредительный ремонт оборудования (ППР). Организация и планирование ремонта при использовании системы ППР основываются на определенных нормативах, позволяющих планировать объемы ремонтных работ, их очередность, сроки проведения, как по группам однородных станков, так и в целом по предприятию и его отдельным подразделениям. Система этих нормативов включает: категории сложности ремонта, ремонтные единицы, длительность и структуру ремонтных циклов, длительность межремонтных периодов, трудоемкость ремонта, время простоя оборудования в ремонте, численность ремонтного персонала.
В настоящее время на большинстве отечественных предприятий расчет всех величин и проектирование графиков планово-предупредительного ремонта оборудования производится вручную.
Разрабатываемая подсистема автоматизированного проектирования системы ремонтно-технического обслуживания позволит усовершенствовать процесс составления графиков ППР и сопутствующей документации на любом предприятии, имеющем металлообрабатывающее оборудование.
Внедрение данной подсистемы эффективно сократит время, затрачиваемое на расчет выше перечисленных нормативов и заполнение графиков планово-предупредительного ремонта, а простота интерфейса программы обеспечит удобство в работе и доступность любому проектировщику.
Своевременное внесение данных о проведенных ремонтах оборудования и хранение таблиц в электронном виде позволит оперативно корректировать графики планово-предупредительного ремонта.
Подсистема автоматизированного проектирования системы ремонтно-технического обслуживания сверяется с существующим графиком ППР и, согласно дате очередного ремонта оборудования, выводит на печать сопутствующую документацию: акт подготовки и сдачи оборудования в ремонт, карточку-разрешение на ремонт, ведомость дефектов, акт приема-сдачи оборудования после ремонта.
При добавлении нового оборудования подсистема автоматически рассчитывает и заносит в базу данных все необходимые данные для дальнейшего проведения ремонтно-технического обслуживания.
Открытость подсистемы и подробное описание программной реализации позволит в дальнейшем вносить изменения с целью усовершенствования и оптимизации процесса автоматизированного проектирования системы ремонтно-технического обслуживания.
Воронежский государственный технический университет
УДК 621.313
Интегрированная подсистема автоматизированного конструкторско-технологического проектирования фасонных фрез
Ю.В. Чернухин, А.С. Кольцов, Е.Д. Федорков
Автоматизация инженерного труда на основе широкого и эффективного использования электронно-вычислительной техники является одним из элементов комплексной автоматизации современного производства. Многие из современных производственных технологий не могут быть эффективно реализованы без интегрированной системы САПР/АСТПП.
Требования к САПР определяются содержанием входной и выходной информацией (модель детали, которая представлена в виде МИД, и технологическая документация (МК, ОК, ВО)). Изучив ее, можно составить представление о том, какие задачи должна решать система и какими методами. Процесс проектирования сложного объекта распадается на иерархическую совокупность процессов проектирования отдельных компонентов, т.е. каждую задачу решает отдельная подсистема (модуль), образуются структурные уровни.
Для моей подсистемы я подготовил следующие виды обеспечения.
Информационное обеспечение САПР – это формализованная справочная информация из ГОСТов, паспортных данных оборудования, методы проектирования и т. д. Т.е. информация, используемая проектировщиками непосредственно для выработки проектных решений, а не эксплуатации САПР. Часть этой информации может использоваться системой в процессе работы и представляться в виде базы данных.
Математическое обеспечение САПР – совокупность математических методов, моделей и алгоритмов, необходимых для выполнения проектных процедур. В отличие от всех других компонентов математическое обеспечение при автоматизированном проектировании в явном виде не используется, используется производный от него компонент – программное обеспечение.
Лингвистическое обеспечение САПР – совокупность специальных проблемно-ориентированных языков проектирования или алгоритмических языков, которые используются для описания информации о предметах и процессах технологического проектирования. Для создания подсистемы документации использовался язык программирования Object Pascal фирмы Borland (Delphi 7.0) и язык AutoLISP фирмы Autodesk.
Программное обеспечение САПР – комплекс всех программ и эксплуатационной документации к ним. Т.е. в общем случае – это все разработанные модули, и другие пакеты программ, участвующих в процессе автоматизированного проектирования. Для созданной системы и подсистемы документации в частности это – графическая система AutoCAD и система управления базами данных Borland DataBase Engine.
Техническое обеспечение САПР – комплекс всех технических средств, используемых при автоматизированном проектировании. Это электронно-вычислительная техника, включая дополнительные устройства, диагностическая техника и программы, техника для ремонта. Что касается ЭВМ, то разработчик программ устанавливает требования на минимальную конфигурацию ПК, обеспечивающих удовлетворительную работу системы. Следовательно, потребителю для комфортной работы следует использовать более производительную технику, что повысит и производительность всей системы.
Методическое обеспечение САПР – комплекс документов, содержащих: описание САПР, данные о составе средств автоматизации и правилах их технического обслуживания и использования. Однако документы, относящиеся к процессу создания САПР, не входят в состав методического обеспечения. Данное уточнение весьма принципиально, так как даже специалисты в области САПР нередко методическое обеспечение САПР рассматривают как методы их разработки. Описание правил и рекомендаций по эксплуатации спроектированного программного модуля представлено в расчетно-пояснительной записке в разделе «Методическое обеспечение».
Построение выбранных документов производится в графической системе AutoCAD или в форме отчета, средствами Delphi, в зависимости от выбора инженера использующего данное программное средство. При построении документов в среде AutoCAD, пользователь предварительно указывает каталог, в который установлена графическая система (это можно сделать один раз, используя соответствующие элементы управления интерфейса).
Разработанное программное средство, в составе с предшествующими расчетными подсистемами осуществляет компоновку и распределение выходной информации по соответствующим формам технологических документов, освобождая тем самым инженера-технолога от продолжительной рутинной работы заполнения полей операционных или маршрутных карт или ведомостей оснастки.
Программный продукт зарегистрирован в фонде алгоритмов и программ областного центра новых исследовательских технологий.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования исполнительного механизма пресса для осадки с кручением
Семеноженков М.В., Скрипченко Ю.С., Федорков Е.Д.
Наиболее перспективным технологическим процессом получения тонких поковок, круглых в плане, является осадка с кручением. Применение этого технологического процесса позволяет примерно в 3 раза снизить необходимую номинальную силу деформирования, повысить качество поковок за счет обеспечения окружной структуры волокон, исключения возможности появления радиальных трещин и обеспечения высокой точности размеров и формы.
Известные виды оборудования для реализации технологического процесса осадки с кручением имеют недостаток, заключающийся в линейной зависимости между угловым и поступательным перемещениями инструмента.
Исследования технологического процесса осадки с кручением показали, что по мере прохождения деформирования заготовки необходимо постепенное увеличение угловых перемещений инструмента, при одновременном снижении скорости его поступательного смещения, а в завершающей стадии операции скорость углового перемещения должна быть максимальной.
В связи с выше изложенным, актуальной является проблема разработки программного средства, с помощью которого можно рассчитать оптимальные режимы технологического процесса осадки с кручением.
В рамках работы были выполнены следующие этапы:
выполнена классификация поковок, для получения которых наиболее эффективным является технологический процесс осадки с кручением;
выполнен аналитический обзор известных технологических решений исполнительных механизмов прессов для осадки с кручением;
разработана схема исполнительного механизма, обеспечивающая оптимальную зависимость между поступательным и угловым перемещениями инструмента;
разработана математическая модель кинематического и динамического анализа, программный продукт для расчета параметров исполнительного механизма;
решена задача определения оптимальных параметров звеньев механизма для различных видов оборудования
разработан вариант конструктивного исполнения механизма пресса, с использованием трехмерного моделирования.
Входными параметрами программного средства являются: длина шатуна, радиус кривошипа, угол поворота кривошипа до касания с заготовкой, диаметр заготовки, характеристики материала (предел текучести), температура нагрева, жесткость, а выходными – графики, иллюстрирующие угол и скорость поворота маховика, ускорение поворота маховика, угол поворота кривошипа, скорость и ускорение поворота кривошипа, ход и скорость ползуна, ускорение ползуна.
Полученные данные позволяют определять размеры звеньев, обеспечивающие оптимальные режимы работы оборудования с минимальными вибрационными характеристиками, что обеспечит высокое качество получаемых на оборудовании заготовок.
Работа направлена на решение задач, связанных с разработкой оборудования для реализации малоотходной технологии изготовления высокоточных поковок круглых в плане, типа полых корпусов, тонких дисков, шестерен и т. д. Штамповка осадкой с кручением позволяет снизить технологическое усилие и нагрузку на инструмент, снизить расход металла и трудоемкость изготовления. Разработана подсистема автоматизированного проектирования конструкции исполнительного механизма пресса для реализации комбинированного нагружения, при котором к поковке одновременно прикладываются деформирующая сила и крутящий момент.
Воронежский государственный технический университет
УДК 621.313
ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ И ЭКПЕРТНЫЕ СИСТЕМЫ
Скрипченко. Ю. С. Харин Н. А.
В течение последних десятилетий в рамках исследований по искусственному интеллекту (ИИ) сформировалось самостоятельное направление — экспертные системы (ЭС), или инженерия знаний. В задачу этого направления входят исследование и разработка программ (устройств), использующих знания и процедуры вывода для решения задач, являющихся трудными для людей-экспертов. В отличие от специализированных систем ИИ экспертные системы могут быть отнесены к системам ИИ общего назначения — системам, которые не только исполняют заданные процедуры, но на основе метапроцедур поиска генерируют и используют процедуры решения новых конкретных задач.
Экспертные системы - это прикладные системы ИИ, в которых база знаний представляет собой формализованные эмпирические знания высококвалифицированных специалистов (экспертов) в какой либо узкой предметной области. Экспертные системы предназначены для замены при решении задач экспертов в силу их недостаточного количества, недостаточной оперативности в решении задачи или в опасных (вредных) для них условиях.
Компьютеризация общества - одно из основных направлений научно-технического прогресса - вызвала существенные изменения в технологии разработки и использования программных средств.
Эти изменения были подготовлены всем развитием теории и практики искусственного интеллекта (ИИ), наиболее существенным результатом которого явился переход к так называемой новой информационной технологии и создание "экспертных систем (ЭС).
Первые ЭС - медицинские MYCIN и DENDRAL для приложений по химии появились в середине 70-х годов в рамках исследовательских программ по искусственному интеллекту. Уже первые ЭС оказались полезными. Медицинская система MYCIN успешно вписалась в клиническую практику, помогая в выборе лекарств больным с бактериемией, менингитом, циститом.
В настоящее время поставлена задача анализа существующих подходов и разработки специализированной информационно - технической экспертной системы для образования. Предлагаемая система позволяет производить классификацию (диагностику) различных объектов с помощью специализированной базы экспертных знаний. Затем полученный результат классификации может быть детально объяснен с демонстрацией всей цепочки логических заключений. Наиболее сложной задачей в рамках настоящей работы является создание необходимой базы знаний экспертной информации.
Типичная ЭС состоит из следующих основных компонентов: решателя (интерпретатора), рабочей памяти (РП), называемой также базой данных (БД), базы знаний (БЗ), компонентов приобретения знаний, объяснительного и диалогового.
База данных предназначена для хранения исходных и промежуточных данных решаемой в текущей момент задачи.
База знаний в ЭС предназначена для хранения долгосрочных данных, описывающих рассматриваемую область (а не текущих данных), и правил, описывающих целесообразные преобразования данных этой области.
Решатель, используя исходные данные из БД и знания из БЗ, формирует такую последовательность правил, которые, будучи примененными к исходным данным, приводят к решению задачи.
Компонента приобретения знаний автоматизирует процесс наполнения ЭС знаниями, осуществляемый пользователем-экспертом.
Объяснительная компонента объясняет, как система получила решение задачи (или почему она не получила решения) и какие знания при этом она использовала, что облегчает эксперту тестирование системы и повышает доверие пользователя к полученному результату.
Диалоговая компонента ориентирована на дружелюбное общение со всеми категориями пользователей, как в ходе решения задач так и в ходе приобретения знаний, объяснения результатов работы.
Задача ЭС на сегодняшний день заключается в выборе наиболее приемлемого прототипа ЭС и идентификации (описании) процесса трансформации существующих оболочек ЭС в обучающую систему.
Воронежский государственный технический университет
Информационное обеспечение модуля расчета режимов резания при шлифовании САПР ТП
Кольцов А.С., Пахомов Ю.В.
Задача определения оптимальных режимов резания является одной из наиболее актуальных и часто встречающихся при разработке различных технологических процессов механической обработки заготовок. В основе оптимизации режимов резания методом линейного программирования лежит построение математической модели. Использование различных математических моделей приводит к необходимости разработки информационного обеспечения. В ходе проектирования информационного обеспечения модуля расчета режимов резания шлифовальной операции были реализованы следующие этапы:
1. Формирование требований к информационному обеспечению.
Модуль должен на основе поступающих на вход исходных данных организовать процесс хранения и обработки информации, а также визуализации результатов запросов.
2. Системный анализ предметной области.
В общем случае постановка задачи расчета оптимальных режимов резания включает:
Выбор искомых параметров
Определение множества их возможных значений
Выбор анализируемого набора выходных параметров процесса
Установление функциональных зависимостей между искомыми и выходными параметрами при фиксированном значении неуправляемых параметров
Выделение целевой функции
Назначение диапазонов возможных значений выходных параметров
Решение этих задач требует определенных информационных массивов. Для их определения была разработана структура информационного обеспечения
3. Определение структуры информационного обеспечения.
Расчет оптимальных режимов резания выполняется с использованием постоянно хранящихся в памяти ЭВМ сведений, которые образуют его информационную базу. Главной составляющей этой базы является:
Библиотека характеристик инструмента (БХИ) включающую зернистость и зерновой состав шлифовальных материалов. Наибольшую часть БХИ занимают описания структуры инструмента, классов точности и неуравновешенности шлифовальных кругов, а также обобщенная классификация шлифовальных инструментов. Применяемость и краткая характеристика инструментов служит для разработки соответствующих расчетных программ.
Нормативно – справочная информация включает:
- каталог сведений о металлорежущих станках;
- сведения о материале детали, его марке, шероховатости и твердости;
- таблицы коэффициентов и показателей степени, необходимых для расчета мощности, скорости круга, глубины шлифования, подачи, а также таблицы хранящие информацию о типе и характере шлифования, твердости инструмента и т.д.;
- сведения об оборудовании, его марке и типе, габаритных размерах и предельных размерах обрабатываемых деталей.
Общая информация о параметрах заготовки и поверхности шлифования, параметрах расчета эффективной мощности, зернистости и ширине круга.
Структура информационного обеспечения подсистемы расчета режимов резания при шлифовании определяется той необходимой и достаточной информацией, которая позволит оптимальным образом провести расчет скорости резания, глубины и подачи. Представленная выше информационная база полностью отвечает данным требованиям. Наполнение информационной базы проводилось на базе ОАО «Рудгормаш» и направлено на обеспечение производства именно этого предприятия.
Собранная информация в полной мере отражает особенности, используемых на предприятии методик расчета и назначения оптимальных режимов резания. Информация об оборудовании используемом на предприятии составила базу с достаточно широкой номенклатурой станков. Таблицы типовых и эмпирических коэффициентов, используемые в информационном обеспечении проектируемого модуля базируются на нормативных актах, расчетах и профессиональном опыте сотрудников конструкторского и технологического отделов. Параметры обрабатывающего инструмента собраны из различной справочной литературы в совокупность информационных массивов. Таким образом, наполнение информационной базы было проведено в полном объеме.
Основной частью проделанной работы стала организация взаимосвязи информационных массивов следующей структуры:
4. Описание используемых методов.
На первом этапе анализа методом функционального проектирования была составлена структурная модель. Определено, что информационное обеспечение модуля расчета режимов резания будет состоять из пяти взаимосвязанных таблиц, хранящих информацию о материалах, станках, обрабатываемых деталях, обрабатывающем инструменте, параметрах резания, эмпирических коэффициентах и прочую.
В дальнейшем на этапе реализации были рассмотрены вопросы создания интерфейса модуля и программной реализации взаимосвязи таблиц с использованием методов объектно-ориентированного программирования.
Получены следующие результаты: спроектированное информационное обеспечение удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной структуры базы данных. Тестирование показало надежность и корректность функционирования.
Окончательной реализацией проектирования информационного обеспечения станет разработка программного средства, удовлетворяющего следующим требованиям:
диалоговый режим между проектировщиком и ЭВМ происходит на естественном (неформализованном) языке общения;
пользовательский интерфейс оснащен визуальными объектами, позволяющими воспринимать информацию на интуитивном уровне.
Таким образом, указанные выше действия при проектировании информационного обеспечения модуля расчета оптимальных режимов резания позволяют максимально автоматизировать работу с информационными потоками САПР ТП. Главными качествами информационного обеспечения являются универсальность, гибкость и открытость, надежность.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования при черновом фрезеровании интегрированной САПР
Д.Ю. Никитин, Ю.С. Скрипченко
Проект любой механической конструкции требует разработки чертежей объекта в целом, его компонентов и сборочных узлов, а также инструмента и оснастки, необходимых для изготовления изделия. Аналогичная документация нужна и в других сферах конструкторской деятельности: в строительстве, при проектировании самолетов и т.п. В каждой такой инженерной дисциплине традиционный подход состоял в ручной разработке технического проекта изделия и последующем анализе проектных решений тем или иным способом. Для проведения анализа могут требоваться сложные инженерные расчеты, либо он может основываться на крайне субъективных суждениях об эстетических достоинствах конструкции. В результате анализа выявляются конкретные усовершенствования, которые можно внести в проектируемый объект.
Фреза представляет собой многозубый инструмент в виде тела вращения, на образующей поверхности которого или на образующей поверхности и торцах одновременно расположены режущие кромки. Во время работы осуществляются два движения: главное движение – вращение фрезы вокруг оси – и вспомогательное движение – движение подачи инструмента или детали. Поскольку в резании одновременно участвуют несколько зубьев, процесс фрезерования отличается большей производительностью, чем, например, точение или строгание.
Расчет конструктивных параметров фрезы производился в следующей последовательности.
Диаметр посадочного отверстия do, мм определяется из условия прочности и жесткости оправки фрезы по формуле:
do = 5,28h0,48b0,15 (1)
где h – глубина профиля обрабатываемой канавки детали, мм;
b – ширина профиля обрабатываемой канавки детали, мм.
Полученные результаты округляют в большую сторону до ближайшего значения из нормального ряда диаметров.
Приближенное значение наружного диаметра da, мм:
da 2,5 d0 (2)
Высота профиля зуба фрезы h1, мм:
h1= h+(13) (3)
Число зубьев фрезы:
z=da/(Ah1) (4)
где А – коэффициент, равный 1,8 — 2.5 для черновых фрез, 1,3 — 1.8 для чистовых.
Полученный результат округляют до целого числа. Число зубьев целесообразно выбирать четным.
Элементы конструкции хорошо отработанных и проверенных в производственной практике фрез стандартизованы и нормализованы и назначаются по стандартам и нормалям.
Значение переднего угла выбирают положительным в зависимости от обрабатываемого материала детали, что способствует улучшению процесса резания. Обычные фасонные фрезы делают с = 0. Значение заднего угла выбирают в пределах 8 –15°, в точке при вершине профиля фрезы задний угол обычно берут равным 10–12°.
Задние углы N, в сечениях, нормальных к боковым сторонам, профиля фрезы, определяют для любой точки ip профиля фрезы по формуле:
tg N = R/RitgBsin (5)
где – угол между касательной к профилю фрезы в рассматриваемой точке ip и плоскостью, перпендикулярной к ее оси;
Ri – радиус рассматриваемой точки;
R – наружный радиус фрезы.
Величина затылования:
k = datgB/z. (6)
Значение k округляют до ближайшего из ряда 1,5; 2; 2,5 и т. д. через 0,5 мм. Центральный угол канавки, необходимый для выхода затыловочного инструмента:
1 = 360/6z, если h1 < 15 мм; (7)
1= 360°/4z, ecли h1> 15мм. (8)
Радиус закругления дна впадины между зубьями фрезы:
r = (d0/2 – h1 – k)sin1/2. (9)
Высота зуба фрезы:
H = h1 + k + r. (10)
Толщина фрезы, где меньший коэффициент принимается для большего диаметра:
m = (0,30,5)d0. (11)
Уточненный наружный диаметр фрезы:
da = d0 + 2m + 2H. (12)
Фасонные фрезы изготовляют с da = 40120 мм через каждые 5 мм и dа = 120230 мм через 1015 мм. Ширина фрезы:
B=b+(0,51) мм. (13)
Угол впадины выбирают равным 18, 22, 25 или 30°. Окончательные, значения конструктивных параметров проверяют прочерчиванием фрезы.
Воронежский государственный технический университет
УДК 621.313
Подсистема автоматизированного проектирования оригинальной сверлильно-интегральной САПР
Н.Ю.Лоскутова, А.В. Паринов
Для обработки отверстий применяются разнообразные типы инструментов в зависимости от назначения различных деталей и факторов технологического процесса. Сверло является одним из самых распространённых видов инструментов. В промышленности применяются сверла (с одной, двумя или более режущими кромками), предназначены для:
а) сверления отверстий в сплошном материале;
б) рассверливания уже имеющихся отверстий (например, полученных при отливке, ковке или штамповке или путем предварительного сверления);
в) надсверливания конических углублений (например, для центров).
Основные типы сверл: спиральные, центровочные, перовые специальные для глубоких отверстий, головки для кольцевого сверления.
Геометрические параметры режущей части сверла. Передний угол γ - угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормально в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
В каждой точке
режущей кромки передний угол является
величиной переменной. Он может быть
определен (без учета ширины перемычки)
по формуле:
![]() , (1.1)
, (1.1)
где
![]() -
радиус
окружности, на которой расположена
рассматриваемая точка;
-
радиус
окружности, на которой расположена
рассматриваемая точка;
R - радиус сверла; ω - угол наклона винтовой канавки; φ - половина угла при вершине сверла.
Наибольшее значение угол γ имеет на периферии сверла, где в плоскости, параллельной оси сверла (плоскость АА), он равен углу наклона винтовой канавки ω. Наименьшее значение угол γ имеет у вершины сверла. На поперечной кромке угол γ имеет отрицательное значение, что создает угол резания больше 90°, а следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где наибольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а следовательно, и к наибольшему износу. Изменение переднего угла сверла вдоль всей длины режущей кромки можно видеть из графического построения, приведенного на Рисунке 1.3. Винтовая линия при развертывании на плоскость представляет собой гипотенузу прямоугольного треугольника, одним катетом которого является шаг винтовой канавки, а другим - длина окружности того диаметра, на котором образована винтовая линия.
Так
как шаг винтовой канавки одинаков в
любом осевом сечении, то, рассматривая
винтовую канавку на цилиндре диаметром
![]() ,
видим что угол
,
видим что угол
![]() ,
а так как в осевом сечении передний угол
равен углу наклона винтовой канавки,
то и
,
а так как в осевом сечении передний угол
равен углу наклона винтовой канавки,
то и
![]() ,
т. е. по мере приближения точки режущей
кромки к оси сверла передний угол
уменьшается.
,
т. е. по мере приближения точки режущей
кромки к оси сверла передний угол
уменьшается.
Задний угол α - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости АА (см. Рисунок 2), касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки. Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости ББ может быть определен по формуле
![]() ,
(1.2)
,
(1.2)
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче сверла в миллиметрах, за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Действительный
задний угол в процессе резания
![]() заключен между этой плоскостью и
плоскостью, касательной к задней
поверхности сверла.
заключен между этой плоскостью и
плоскостью, касательной к задней
поверхности сверла.
Он меньше угла, измеренного в статическом состоянии, на некоторую величину μ:
![]() (1.3)
(1.3)
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s, тем больше угол μ и меньше действительный задний угол α’.
Действительный же передний угол в процессе резания γ' соответственно будет больше угла γ, измеренного после заточки в статическом состоянии:
γ’= γ+ μ, (1.4)
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки задний угол заточки делается: на периферии 8 – 14°, а у сердцевины 20 – 27°; задний угол на ленточках сверла 0°.
Угол при вершине
2φ, определяемый главным образом
обрабатываемым материалом, закладывается
в расчет профиля стружечной канавки и
при переточках спиральных сверл не
может быть изменен. Профиль канавки
рассчитывается исходя из условия
получения прямолинейной режущей кромки
при заданном угле 2φ. Заточка сверла под
другим углом приведет к получению
криволинейной режущей кромки, что
отрицательно скажется на стойкости
сверла. В процессе резания чем больше
значение угла φ, тем больше осевое
усилие, приводящее к продольному прогибу
сверла, что нежелательно, особенно при
использовании сверл с длинной рабочей
частью. Необходимо также иметь в виду,
что увеличение угла 2φ приводит к
уменьшению переднего угла γ. Как это
следует из формулы
![]() , с уменьшением угла 2φ возрастают длины
режущих кромок и крутящий момент при
сверлении. Угол 2φ увеличивают для
условий обработки с большим
теплообразованием. Для специальных
сверл значение угла 2φ принимают в
зависимости от обрабатываемого материала.
Для сверл при обработки чугуна и
высокопрочной стали, угол 2φ берут равным
120°, а при обработки стали 90°. Угол наклона
винтовой канавки ω определяется из
условия получения заданного переднего
угла и обеспечения надежного
транспортирования стружки. Для сверл
при обработки чугуна и стали, угол ω
берут равным 60°, а при обработки
высокопрочной стали 35°. Толщина
сердцевины для сверл равна 0.3 – 0.35
диаметра сверла. Ширина ленточки равна
0.5 – 0.8 от ширины стандартного сверла.
, с уменьшением угла 2φ возрастают длины
режущих кромок и крутящий момент при
сверлении. Угол 2φ увеличивают для
условий обработки с большим
теплообразованием. Для специальных
сверл значение угла 2φ принимают в
зависимости от обрабатываемого материала.
Для сверл при обработки чугуна и
высокопрочной стали, угол 2φ берут равным
120°, а при обработки стали 90°. Угол наклона
винтовой канавки ω определяется из
условия получения заданного переднего
угла и обеспечения надежного
транспортирования стружки. Для сверл
при обработки чугуна и стали, угол ω
берут равным 60°, а при обработки
высокопрочной стали 35°. Толщина
сердцевины для сверл равна 0.3 – 0.35
диаметра сверла. Ширина ленточки равна
0.5 – 0.8 от ширины стандартного сверла.
Необходимые задние углы на режущей кромке можно получить путем заточки, но не по коническим поверхностям, а по плоскостям. Для устранения в процессе, резания касания задней поверхности сверла с поверхностью резания необходимо; заточку производить по двум плоскостям. Такое сверло обеспечивает менее резкое изменение переднего и заднего углов вдоль режущей кромки по сравнению с нормализованным сверлом.
Улучшения конструкции сверла можно добиться путем изменения формы; проекции режущей кромки на плоскость, перпендикулярную к оси сверла. Это достигается изменением угла при переменном значении а в каждой точке режущей кромки, где а — величина, равная расстоянию от касательной к проекции режущей кромки до оси симметрии канавки сверла.
В результате в рамках интегрированной САПР была разработана библиотека построения трехмерных моделей токарных проходных резцов в системе Компас-3D 7.0. В ходе решения данной задачи были построены трехмерные модели деталей и сборка конструкции резца в системе Компас-3D 7.0, в ручном и автоматизированном режимах. В спроектированном программном средстве были выполнены все виды обеспечения, характерных для ее реализации.
Воронежский государственный технический университет
УДК 621.313
Разработка информационного обеспечения подсистемы конструкторско-технологического проектирования при точении интегрированной САПР
Иванов А.В., А.В. Паринов
Большинство заводов и частных фирм, выпускающих продукцию в настоящее время, имеют широкую номенклатуру изделий, которые характеризуются повышенной конструктивной сложностью, большим числом оригинальных и уникальных конструкторских решений. Повышение конструктивной сложности, качества изделий, быстрое их обновление позволяют предприятию удовлетворять растущие потребности и постоянно изменяющийся спрос рынка.
Современные предприятия, работающие в сфере машиностроительного производства, для внедрения передовых технологий, быстрого корректирования технологического процесса, сокращения материальных затрат, достижения наилучшего значения КИМ широко используют средства вычислительной техники на всех этапах производства.
Целью проектирования является создание информационной среды подсистемы конструкторско-технологического проектирования токарной обработки интегрированной САПР. В представленной работе дано описание реализации информационного обеспечения подсистемы расчета оптимальных режимов резания при точении. Процесс проектирования включает такие этапы, как: исследование предметной области, постановка задачи, выбор метода решения, разработка алгоритма, программная реализация задачи.
Так как была поставлена задача, разработать приложение, позволяющее работать в многопользовательском режиме, база данных приложения была реализована с использованием технологии «Клиент - Сервер». В качестве управляющей, была выбрана СУБД InterBase/FireBird.
Д ля
создания базы данных необходимо
воспользоваться утилитой IBConsole,
включающейся в поставку с системой
визуального проектирования Borland
Delphi
7.0. Данная программа позволяет определить
структуру СУБД, таблицы БД и взаимосвязь
между ними. Пример окна диалога приведен
на рисунке 1.
ля
создания базы данных необходимо
воспользоваться утилитой IBConsole,
включающейся в поставку с системой
визуального проектирования Borland
Delphi
7.0. Данная программа позволяет определить
структуру СУБД, таблицы БД и взаимосвязь
между ними. Пример окна диалога приведен
на рисунке 1.
Рисунок 1 - Пример окна программы IBConsole
Структура базы данных определена с использованием языка SQL. Определив структуру БД, можно приступить к занесению записей в ее таблицы.
Воронежский государственный технический университет
УДК 621.313
Подсистема конструкторско-технологического проектирования фрезерной обработки интегрированной САПР
С.М. Евсеев, А.В. Паринов
Выпускаемая в настоящее время продукция характеризуется повышенной конструктивной сложностью, большим числом оригинальных и уникальных конструкторских решений, реализация которых сопровождается высокими требованиями к качеству, надежности и ресурсу изделий. Повышение конструктивной сложности, качества изделий, быстрое их обновление наблюдается повсеместно во всех машиностроительных областях; без этого невозможно удовлетворять растущие потребности и постоянно изменяющийся спрос рынка.
Наращивание выпуска изделий машиностроения, а также необходимость сокращения материальных затрат на их изготовление обуславливают жесткие требования к качеству и гибкости машиностроительного производства. Осуществление этих требований стало возможным на основе широкого применения средств вычислительной техники на всех этапах производства.
Целью является создание подсистемы конструкторско-технологического проектирования фрезерной обработки интегрированной САПР. В представленной работе будет дано описание программной реализации подсистемы расчета норм времени при торцевом фрезеровании. Процесс проектирования подсистемы включает такие этапы, как: исследование предметной области, постановка задачи, выбор метода решения, разработка алгоритма, программная реализация задачи.
Положительные результаты решения задачи по созданию подсистемы позволят повысить экономическую эффективность автоматизации проектных работ, за счет роста производительности труда технологов и повышения качества проектных решений и проектируемых изделий
В основе оптимизации режимов резания методом линейного программирования лежит построение математической модели (ММ), которая включает совокупность технических ограничений, приведённых к линейному виду логарифмированием, и упрощенный вид целевой функции. Следует отметить, что качество ММ процесса резания металлов, и в первую очередь её достоверность, зависит от выбора технических ограничений, которые в наибольшей степени определяют описываемый процесс.
Ниже рассмотрены технические ограничения, влияющие на режимы обработки металлов при фрезеровании.
Ограничение 1. Режущие возможности инструмента.
Устанавливает взаимосвязь между скоростью резания, обусловленной принятой стойкостью инструмента, материалом режущей части инструмента, его геометрией, глубиной резания, подачей, механическими свойствами обрабатываемого материала, с одной стороны и скоростью резания, определяемой кинематикой станка, с другой стороны.
Скорость
резания при фрезеровании определяется
по формуле:![]()
 ,
(1)
,
(1)
где Сv-постоянный коэффициент, характеризующий нормативные условия обработки;
Кv-
общий поправочный коэффициент на
скорость резания,
![]() ;
;
Тн- принятая стойкость инструмента в мин;
m- показатель относительной стойкости;
S- подача в мм/об, мм/мин;
y,x,u,q- показатели степеней соответственно при S,t,B,D;
D- диаметр фрезы,
B – ширина фрезерования,
Z – количество зубьев,
t – глубина резания
Скорость резания, согласно кинематической схеме станка, определяется по формуле:
![]() (2)
(2)
Приравнивая правые части формул (1) и (2) и выделяя в левую часть искомые элементы режима обработки, получим выражение для первого технического ограничения:
![]() .
(3)
.
(3)
Ограничение 2. Мощность электродвигателя главного движения станка.
Этим ограничением устанавливается взаимосвязь между эффективной мощностью, затрачиваемой на процесс резания, и мощностью электропривода главного движения станка. Эффективная мощность, затрачиваемая на процесс резания при фрезеровании:
![]() (4)
(4)
где
![]() (5)
(5)
Учитывая необходимое условие протекания процесса резания, можно получить следующее неравенство:
![]() ,
(6)
,
(6)
где Nn – мощность электродвигателя главного привода станка, кВт;
![]() -
КПД механизма передачи от электродвигателя
к инструменту.
-
КПД механизма передачи от электродвигателя
к инструменту.
Приравнивая правые части выражений (4) и (6), получаем второе техническое ограничение в виде неравенства:
 (7)
(7)
Ограничение 3, 4. Наименьшая и наибольшая скорости резания.
Эти ограничения устанавливают взаимосвязь расчётной скорости резания с кинематикой станка. Скорость резания не может быть меньше, чем возможная при наименьших оборотах станка и больше, чем наибольшая возможная. Это условие записывается в виде следующего неравенства:
n ³ nст min . (8)
n £ nст max (9)
Ограничение 5, 6. Наименьшая и наибольшая допустимые подачи.
Эти ограничения аналогично двум предыдущим устанавливают взаимосвязь расчетной подачи с подачей, допустимой кинематикой станка, учитывая перевод минутной подачи (подача по паспорту станка) в подачу на зуб фрезы получим:
nS ³ Sст min/z (10)
nS £ Sст max/z (11)
Ограничение 7. Прочность режущего инструмента.
Это ограничение устанавливает взаимосвязь между расчетными значениями скорости резания и подачи и допустимыми по прочности режущего инструмента. В основу построения этого ограничения закладывают условия нагружения режущего инструмента (фрезы) как консольной балки.
крMкр/W (12)
где W=D3/16 для круглого сечения;
Mкр=PzD/200.
Отсюда
![]()
![]() (13)
(13)
Ограничение 8. Ограничение по наибольшей подаче, допускаемой прочностью механизма подачи станка.
Осевая составляющая усилия резания или усилия подачи при фрезеровании определяется по формуле:
![]() (14)
(14)
Усилие подачи, действующее при резании на инструмент, должно быть меньше усилия подачи, допускаемого прочностью механизма подачи станка, т.е.
P £ Pпод.ст , (15)
Или
![]() (16)
(16)
 (17)
(17)
Для приведения полученных нами уравнений и неравенств технических ограничений и критерия оптимальности к линейным формам необходимо их логарифмировать.
Логарифмируем правые и левые части полученных уравнений и неравенств, причем для удобства будем пользоваться натуральными логарифмами.
В результате получаем:
Для ограничения 1:
 .
(18)
.
(18)
Для ограничения 2:
 .
(19)
.
(19)
Для ограничения 3:
ln n ³ ln (nст min) . (20)
Для ограничения 4:
ln n £ ln (nст max). (21)
Для ограничения 5:
ln (S) +ln(n) ³ ln (Sст. min/z) (22)
Для ограничения 6:
ln (S)+ln(n) £ ln (Sст. max/z) (23)
Для ограничения 7:
 (24)
(24)
Для ограничения 8:
 (25)
(25)
Для оценочной функции :
f= ln n+ln Smax. (26)
Введем следующие обозначения:
ln n = х1; (27)
ln(S) = х2; (28)
 (29)
(29)
x1+yvx2c1 (30)
Аналогично могут быть получены в линейном виде зависимости для других технических ограничений.
Подставляя введенные обозначения в полученные ранее уравнения и неравенства технических ограничений и критерия оптимальности, получим систему линейных уравнений и неравенств и линейную функцию, подлежащую оптимизации.
В результате выполнения дипломного проекта была разработана подсистема проектирования маршрутной технологии САПР ТП. Для этого были рассмотрены этапы проектирования ТП, выделены правила, методы и стратегия проектирования ТП. При проектировании подсистемы выделены и закодированы конструкторско – технологические признаки деталей, влияющие на выбор технологических операций. Для автоматизированного решения задачи была составлена таблица соответствия технологических операций, на основании которой выполнена программная реализация подсистемы. Были разработаны функциональные модели САПР ТП МО и подсистемы проектирования маршрутной технологии САПР ТП , была разработана сетевая модель подсистемы проектирования маршрутной технологии САПР ТП. Алгоритм программы и программное обеспечение подсистемы. Кроме того, были рассмотрены принципы организации и структура САПР ТП, основные положения проектирования ТП, определяющие правила проектирования ТП, задачи разработанной подсистемы и пути их решения, ее техническое, математическое, программное, информационное, лингвистическое, методическое обеспечение, а также был рассмотрен вопрос размерного анализа.
Воронежский государственный технический университет
УДК 621.313
Разработка автоматизированноЙ подсистемы расчёта режимов резания при резьбошлифовании
Брусов К.А., А.В. Паринов
Актуальностью проведенной работы является то, что все современные предприятия стараются максимально автоматизировать труд инженерного персонала в целях экономии финансовых и временных затрат и повышения качества продукции. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования для технологической подготовки производства в различных отраслях машиностроения.
Новизна проведенной работы заключается в применении при разработке современных программных средств (языка гипертекстовой разметки XML (Extensible Markup Language)) и возможностью работы подсистемы с удалёнными базами данных.
В работе был выполнен анализ процесса проектирования функциональной подсистемы САПР, проведён общий анализ резьбошлифовальных операций, окончательным этапом дипломного проектирования была разработка программного средства, которое рассчитывает оптимальные режимы резания при резьбошлифовании. Итогом дипломного проекта стала программная реализация “Автоматизированной подсистемы расчёта режимов резания при резьбошлифовании”. Перед тем как преступить к программированию модуля было проведено проектирование системы: сформированы требования к программному средству, проведён анализ входных и выходных данных. Проведённые исследования дали возможность приступить к программной реализации подсистемы. В основу разработки алгоритма положена реализация функций, определённых для подсистемы. Набор функций и их взаимосвязь между модулями, входящих в состав подсистемы представлен в структурно – функциональной модели подсистемы. Это было необходимо для определения связей между модулями подсистемы и выполняемыми ими функциями. Далее в ходе проектирования были выделены объекты и рассмотрена связь между ними. В подсистеме реализована база данных с таблицей в формате XML. Таким образом, указанные выше действия при проектировании подсистемы расчёта режимов резания позволяют максимально автоматизировать расчётные работы рабочего персонала. Главными качествами подсистемы является: универсальность, гибкость и возможность встраивания в другие подсистемы, диалоговый режим между проектировщиком и ЭВМ происходит на естественном (неформализованном) языке общения, удобный интерфейс, программа проста в освоении, не требует специального технического оснащения.
В процессе проектирования были разработаны виды обеспечения:
Математическое
Лингвистическое
Информационное
Программное
Техническое
Методическое
Организационное
Расчёт режимов резания выполняется по эмпирическим формулам, выбирая коэффициенты из нормативных таблиц, позволяющие добиться максимальной производительности труда, при заданном качестве продукции. В условиях серийного и мелкосерийного производства, как раз характерного для нашего случая, работы по оптимизации режимов резания обычно не проводятся. Экономический эффект, полученный от оптимизации режимов резания при обработке малых партий деталей не велик и чаще всего не может компенсировать затраты на оптимизацию.
Лингвистическое обеспечение
При проектировании программы использовалась среда визуального проектирования Borland Delphi 8.0, основанная на объектно-ориентированном языке Object Pascal. База данных создавалась в формате XML.Процесс создания XML документа очень прост и требует лишь базовых знаний HTML.
Информационное обеспечение «Автоматизированной подсистемы расчёта режимов резания при резьбошлифовании» представлено в виде реляционной базы данных созданной при помощи Extensible Markup Language (XML) универсального языка запросов к хранилищам информации. Кроме того, XML-документы могут выступать в качестве уникального способа хранения данных. База данных этой подсистемы построена по 3NF(нормальной форме) так как каждый не ключевой атрибут подсистемы не транзитивно зависит от первичного ключа, что соответствует определению 3 нормальной формы.
Программное средство “Автоматизированной подсистемы расчета режимов резания при резьбошлифовании” реализовано из двух файлов исполняемого модуля и базы данных. Для функционирования программного средства необходимо следующее обеспечение:
Microsoft Windows ХР
2) Microsoft Word 2000
3) Microsoft Internet Explorer 6.0.
Технические обеспечение:
- процессор Intel Pentium2 400 Гц;
- жесткий диск 10.0 Гб;
- SVGA GeForce2 MX 400 64 Mб;
- принтер HP DeskJet-840C.
Методическое обеспечение
“Автоматизированная подсистема расчета режимов резания при резьбошлифовании” предназначена для расчета подачи и скорости вращения круга. Все вышеперечисленные параметры будут использоваться для следующих типов шлифования: шлифования наружной и внутренней резьбы.
Организационное обеспечение
При внедрении САПР ТП на предприятии необходимо организовать при отделе главного технолога специализированное подразделение по САПР. Программа подготовки специалистов-пользователей САПР ТП должна включать следующее: курсы операторов ЭВМ; изучение основной, дополнительной и методической литературы параллельно с обучением на курсах.
Воронежский государственный технический университет
УДК 621.313
Подсистема расчета норм времени при нарезании зубьев зубчатых колес
И.М. Гуров, А.В.Паринов
Повысить качество продукции и снизить его себестоимость позволяют современные технологии с применением ЭВМ (непосредственно в производстве и при проектировании изделий). При этом производительность повышается в несколько десятков раз, что дает возможность небольшому количеству персонала предприятия разрабатывать сложные механизмы и конструкции. Как следствие этого – уменьшение времени разработки, повышение рентабельности и гибкости производства. Поэтому все современные предприятия стараются внедрять САПР в производство. На рынке программных продуктов появляются системы автоматизации построения чертежей, документирования техпроцессов, проектирования инструмента и т. д. Большинство этих разработок ориентированы на иностранные государства и не поддерживают отечественные стандарты, из-за чего наши производители не могут внедрять САПР на предприятиях, а значит, не могут конкурировать на мировом рынке.
В результате выполнения проектирования была разработана подсистема расчета норм времени при нарезании зубьев зубчатых колес интегрированной САПР. Для этого были рассмотрены этапы проектирования ТП, основные положения проектирования технологических операций и последовательность решения поставленной задачи при автоматизированном проектировании. При разработке подсистемы рассматривались способы расчета норм времени при различных способах нарезания зубьев. Кроме того, были рассмотрены вопросы выбора оптимального варианта расчета времени при наименьшем количестве задаваемых значений, так как некоторые значения выводятся из формул математическим путем.
Также определены технические, математические, программные, организационные, информационные, лингвистические и методические средства обеспечения.
Воронежский государственный технический университет
УДК 621.313
Проектирование подсистемы выбора вспомогательного инструмента для торцовых фрез
Новичихина И.П., Левченко А.С.
Автоматизация производства приобрела особую актуальность в сфере технической подготовки производства (ТПП) машино- и приборостроения. Низкие темпы подготовки производства сдерживают производственный темп и значительно снижают эффективность мер по усовершенствованию производства. Среди задач ТПП особое место занимает автоматизация проектирования технологических процессов (ТП), т.к. качество и оптимальность разработанной технологии определяют ход решения остальных задач ТПП и эффективность производства в целом.
Технологическое оснащение процессов проектирования приспособлений в большинстве случаев низкое. В процессе проектирования конструктор использует справочную и специальную литературу, стандарты, а также опыт конструкторов своей и родственных организаций, отраженный в чертежах оснастки, хранящихся в архивах. На предприятии проводят большую работу по систематизации этого опыта. Однако использование этих результатов без средств автоматизации трудоемко. Довольно трудоемким является процесс поиска, анализа и отбора необходимой информации: чертежей – аналогов, справочных данных, стандартов для отбора которых в разрозненных источниках требуется немало времени и опыта. При автоматизации проектирования функции поиска информации выгодно поручить ЭВМ.
Требования к выбору вспомогательного инструмента для торцовых фрез: оправка для торцовых фрез должна обеспечивать жесткую связь инструмента со шпинделем станка. Инструментальная оснастка должна увеличивать гибкость производства, сокращать время на его подготовку, контрольные операции и смену инструмента. Производительность труда с использованием инструментальной оснастки должна возрастать. Общие требования к конструкции инструментальной оснастки для торцовых фрез:
- точность;
- жесткость;
- компактность.
Кроме того, следует предъявить требования, учитывающие сокращение времени на переналадку и экономичность конструкции.
Соответственно подобранный вспомогательный инструмент повышает точность обработки заготовки вследствие уменьшения вибраций оправки в шпинделе станка и уменьшает износ режущего инструмента.
Оправка торцовых фрез предназначена для жесткой связи фрезы со шпинделем металообрабатывающего оборудования
Оправка для торцовых фрез предназначена для обработки металлов резанием и используется при торцовом фрезеровании материалов.
При вращении оправки, установленной в шпиндель станка, начинает работать фреза. Фрезерование имеет свои особенности:
- за один оборот зуб фрезы находится в контакте с металлом малое время;
- процесс врезания зуба в металл заготовки является периодическим процессом, сопровождающимся ударами, что может вызвать повышенный износ и выкрашивание режущей кромки, а также создавать неблагоприятные условия для работы станка;
- при фрезеровании в работе находится неодинаковое (непостоянное) число зубьев; чем больше зубьев находится одновременно в работе, тем спокойнее протекает процесс фрезерования;
- при определенных условиях происходит равномерное фрезерование, при котором площадь поперечного сечения среза остается постоянной в течение всего времени обработки. Это способствует удлинению срока службы инструмента и станка, снижению шероховатости обрабатываемой поверхности.
Таким образом, оправка работает в условиях вибраций, динамических ударов и колебаний. Главная задача при конструировании инструментальной оснастки сводится к повышению точности обработки, производительности и повышению труда рабочих. Также необходимо, чтобы конструкция приспособления обладала точностью, жесткостью и компактностью.
Воронежский государственный технический университет
УДК 621.313
Автоматизированное проектирование спиральных фрез
Н.В.Носова, А.С. Левченко, Р.С. Лопатин
В настоящее время стремительное развитие компьютерных технологий, которые при внедрении на предприятие позволяют ставить более жесткие требования к качеству и гибкости машиностроительного производства. Постоянное наращивание выпуска изделий машиностроения, а также необходимость сокращения материальных затрат на их изготовление стало возможным благодаря внедрению вычислительной техники на всех этапах производства. Особая роль отводится компьютеризации систем автоматизированного проектирования. Следствием разработки и широкомасштабного использования САПР являет снижение затрат на создание и эксплуатацию проектируемых изделий, повысить производительность труда проектировщиков, конструкторов и технологов, снизить объем проектной документации.
На настоящий момент САПР становятся обязательной частью любой производственной экономической деятельности. Они помогают обеспечить жизнеспособность фирмы и дают ей возможность развиваться в нынешних условиях жесткой рыночной конкуренции. Основной вклад подобных систем состоит в следующем:
Основной целью данной работы является создание Диалоговой САПР спиральных фрез, осуществляющей автоматизированную выборку соответствующей информации о детали из массива исходных данных, перенос ее в массив технологического проектирования и создание маршрутной карты, для использования этих данных другими подсистемами.
Процесс проектирования подсистемы включает следующие этапы:
исследование предметной области;
постановка задачи;
выбор метода решения;
разработка алгоритма;
программная реализация задачи.
Диалоговая САПР спиральных фрез должна удовлетворять следующим требованиям:
достаточно простой и понятный интерфейс;
полнота описания детали и ее поверхностей;
надежность, т. е. получение достоверных результатов;
мобильность, т. е. способность функционирования на различных технических средствах;
компактность, т.е. потребление минимальных ресурсов ЭВМ;
возможность объединения с другими подсистемами.
Исходными данными для технологической подготовки производства являются:
а) комплект чертежей на новое изделие;
б) программа выпуска изделия;
в) срок запуска изделий в производство;
г) организационно-технические условия, учитывающие возможности приобретения комплектующих изделий, а также оборудования и оснастки на других предприятиях.
На основных стадиях ТПП выполняются следующие виды работ:
а) проектирование технологических процессов изготовления деталей;
б) проектирование технологических процессов сборки узлов и изделия в целом;
в) оформление ведомостей заказов заготовок, нормализованного режущего и мерительного инструмента, оснастки и оборудования, получаемых по кооперации;
г) разработка технических заданий на проектирование специальных инструментов, приспособлений и оборудования;
д) изготовление запроектированной технологической оснастки;
е) проектирование планировки размещения оборудования, расчет рабочих мест и формирование производственных участков;
ж) отладка и корректировка технологических процессов и оснастки, изготовление пробной партии.
Был создан технологический процесс на спиральную фрезу с коническим хвостовиком. Было подобрано оборудование, имеющееся на предприятии ЗАО «Энергоинвесттехника»:
Заготовительная. Отрезать заготовку длинной L диаметром D для N деталей на А/Т отрезной круглопильный 8Г240;
Токарная. Подрезать торцы в размер L с учетом прибыли, центровать с 2-х сторон на токарно-винторезном;
Токарная. Обточить режущую часть и конус Морзе под шлифование, шейку – чисто, обточить прибыль на токарно-винторезном 16К20М ;
Фрезерная. фрезеровать лапку хвостовика на вертикально-фрезерном БТ12Ф201;
Фрезерная. Фрезеровать спиральные канавки, затыльную часть, оставляя ленточку на вертикально-фрезерном БТ12Ф201;
Маркировочная. Для D>8мм;
Термическая;
Рихтовальная править сверло;
9 Фрезеровать лапку радиусом Р в размер Л 6Р83;
10 Очистная;
11 Притирочная. Зачистить центровые отверстия;
12 Полировальная. Полировать спиральные канавки;
13 Шлифовальная. Шлифовать режущую часть и конус Морзе на профилеровальном 395М;
Заточная. Срезать прибыль, заточить режущую часть на универсально-заточной 3Б642.
Рассмотрим этапы проектирования программы:
Определить цель и конечный результат программного модуля.
Идентифицировать подпроцессы:
- создание интерфейса;
- ввод исходных данных;
- создание базы данных;
- определить принцип выбора нужной информации о детали;
- определение способа передачи данных из одного массива в другой.
Специфицировать подсхемы, необходимых для подпроцессов:
- построение диалоговых окон;
- построение и заполнение таблиц, хранящихся в базе данных;
- обеспечение запросов к базе данных;
- извлечение записей из баз данных и т.д.
Специфицировать очередность выполнения подпроцессов:
- создание интерфейса ввод исходных данных создание базы данных определение связей таблиц баз данных
Специфицировать требования обеспечения правильности данных для каждого подпроцесса.
Создать интерфейс для подключения внешних баз данных.
Подключение баз данных.
8. Создание интерфейса для проведения телеконтроля
Реализация программных алгоритмов.
Проверка на надежность функционирования.
Воронежский государственный технический университет
УДК 621.313
АППРОКСИМАЦИЯ КРИВЫХ БЕЗЬЕ СОПРЯЖЕННЫМИ ДУГАМИ И ЕЕ ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ
Ю.С. Скрипченко, А.С. Кольцов, Р.С. Лопатин
В последнее время многие прикладные программы для математического описания и представления графических объектов используют плоские кривые Безье третьего порядка (в дальнейшем для краткости будем называть их просто кривыми Безье, как это принято в современной литературе). Кривые Безье используются, например, в графических редакторах Corel Draw!, Adobe Illustrator, Micrografx Designer, Aldus Freehand, издательских пакетах Aldus Pagemaker, QuarkXpress и многих других. Более того, язык описания страниц PostScript прямо ориентирован на использование кривых Безье. Добавим еще, что во многих популярных шрифтовых форматах (Adobe PostScript Type 1, Agfa Intellifont, Nimbus Q, и др.) контуры символов полностью или частично построены из кривых Безье, а для обмена графической информацией между различными программами в среде Windows наиболее часто используется формат файла EPS (Encapsulated PostScript, вариант языка PostScript). Все упомянутые программные продукты так или иначе связаны с издательской и дизайнерской деятельностью. С другой стороны, программы для обслуживания САПР и станков с ЧПУ используют традиционное описание плоских контуров в виде отрезков прямых и дуг (AutoCAD, PCAD, КОМПАС ГРАФИК и др.). Большинство известных систем программирования для станков с ЧПУ также поддерживают команды перемещения инструмента по отрезку и по дуге. Хотя мощные САПР "умеют" очень многое, в некоторых случаях чертеж детали или его часть для обработки на станке с ЧПУ бывает удобнее подготовить в дизайнерской системе. Особенно, если работа связана со шрифтовым оформлением (шильдики, таблички, рекламные панно, вывески и т.п.): ведь в распоряжении оператора любой дизайнерской или издательской системы находятся десятки или даже сотни шрифтов самого разнообразного начертания, чего нельзя сказать о САПР. Возьмем, к примеру, самую популярную дизайнерскую систему Corel Draw! и самый распространенный пакет САПР - AutoCAD. Казалось бы, проблем с передачей графической информации нет: Corel Draw! экспортирует чертежи в формате DXF, котрый "понимают" и AutoCAD, и многие другие программы. Однако, Corel Draw! при записи кривых Безье из базы данных рисунка в формат DXF использует кусочно-линейную аппроксимацию: каждая кривая Безье заменяется как мимнимум восемью векторами, а, если она выпуклая, охватывает достаточно большой угол и имеет сравнительно большие размеры, таких векторов будет 64 или даже больше! Есть другой путь. AutoCAD версий 12 и 13 импортирует EPS-файлы, однако... тоже делает кусочно-линейную аппроксимацию! В результате база данных чертежа непомерно разрастается, а полученная на ее основе программа для ЧПУ окажется весьма длинной и медленной.
Нами была поставлена задача аппроксимировать произвольную кривую Безье последовательностью сопряженных дуг, причем число дуг должно быть минимальным при заданной точности аппроксимации. Цель задачи - минимизировать объем файла импорта данных и программу для ЧПУ. Для заинтересованного читателя напомним, что кривые Безье названы так в честь французского математика Пьера Безье, впервые предложившего их в начале 70-х годов фирме «Рено» для моделирования обводов кузова легкового автомобиля. В общем виде уравнение кривой Безье n-го порядка в многомерном пространстве для каждой координаты запишется в виде (1):
![]() (1)
(1)
где
r(t) - параметрически задаваемая координата ;
![]() -
координаты
i
опорных точек (число опорных точек равно
-
координаты
i
опорных точек (число опорных точек равно
![]() );
);
t - параметр, который принимает значения от 0 до 1.
Плоская кривая Безье третьего порядка c четырьмя опорными точками является частным случаем уравнений (1), описывается системой параметрических уравнений (2) и представляет собой кубический сплайн специального вида:
![]() ;
;
![]() (2)
(2)
где
![]() и
и
![]() -
координаты опорных, или управляющих
точек сплайна
A,B,C
и
D
(рис.
1):
-
координаты опорных, или управляющих
точек сплайна
A,B,C
и
D
(рис.
1):
Рис. 1. Плоские кривые Безье третьего порядка .
Кривая Безье касательна к охватывающему контуру ABCD в крайних точках, потому сопряжение со следующей кривой Безье сделать очень легко. Простейший случай аппроксимации выпуклой кривой Безье двумя сопряженными дугами показан на рис.2
Рис. 2. Схема аппроксимации кривой Безье двумя сопряженными дугами.
Математически
задача сводится к отысканию координат
центров аппроксимирующих дуг
![]() и
и
![]() (и соответственно их радиусов
(и соответственно их радиусов
![]() и
и
![]() ).
Однако, данная задача не однозначна:
существует множество решений. Наилучшим
будет, очевидно, решение, которое
минимизирует среднеквадратичное
отклонение D
(рис. 2). При вычислении координат центров
следует проверять условия связности,
сопряженности и выпуклости. Если
огибающий контур представляет собой
невыпуклую либо самопересекающуюся
ломаную, кривая Безье будет иметь точки
перегиба, возврата или пересечения (cм.
рис. 1). В этих случаях задача усложняется,
и необходимо проверять дополнительные
условия. Если аппроксимация двумя дугами
не обеспечивает требуемой точности,
необходимо строить три или даже четыре
дуги. Сложность и количество вычислений
возрастают на порядок. Но существует и
другой подход. Можно попытаться
аппроксимировать кривую Безье даже
одной дугой, проходящей через три
заданные точки: начальную, конечную
точки огибающего контура и некую среднюю
точку на кривой Безье. В этом случае
следует проверять допустимое отклонение
от направления касательной в точках
сопряжения с огибающим контуром. Как
показала практика, неточность сопряжения
в пределах 3...4 градусов практически не
заметна. Нам удалось найти достаточно
эффективный алгоритм для быстрой
аппроксимации кривых Безье
последовательностью приближенно
сопряженных дуг. Критерием точности
аппроксимации служит максимальной
отклонение D
(рис.2) в направлении радиуса. Если
требуемая точность аппроксимации или
сопряжения не достигается, число дуг
автоматически увеличивается и вычисления
повторяются. Как показала практика,
четырех-пяти дуг обычно бывает достаточно,
чтобы аппроксимировать кривую Безье
практически любой сложности. Для
аппроксимации одной выпуклой кривой в
описании символа типичного шрифта в
формате Adobe PostScript бывает достаточно
двух дуг.
).
Однако, данная задача не однозначна:
существует множество решений. Наилучшим
будет, очевидно, решение, которое
минимизирует среднеквадратичное
отклонение D
(рис. 2). При вычислении координат центров
следует проверять условия связности,
сопряженности и выпуклости. Если
огибающий контур представляет собой
невыпуклую либо самопересекающуюся
ломаную, кривая Безье будет иметь точки
перегиба, возврата или пересечения (cм.
рис. 1). В этих случаях задача усложняется,
и необходимо проверять дополнительные
условия. Если аппроксимация двумя дугами
не обеспечивает требуемой точности,
необходимо строить три или даже четыре
дуги. Сложность и количество вычислений
возрастают на порядок. Но существует и
другой подход. Можно попытаться
аппроксимировать кривую Безье даже
одной дугой, проходящей через три
заданные точки: начальную, конечную
точки огибающего контура и некую среднюю
точку на кривой Безье. В этом случае
следует проверять допустимое отклонение
от направления касательной в точках
сопряжения с огибающим контуром. Как
показала практика, неточность сопряжения
в пределах 3...4 градусов практически не
заметна. Нам удалось найти достаточно
эффективный алгоритм для быстрой
аппроксимации кривых Безье
последовательностью приближенно
сопряженных дуг. Критерием точности
аппроксимации служит максимальной
отклонение D
(рис.2) в направлении радиуса. Если
требуемая точность аппроксимации или
сопряжения не достигается, число дуг
автоматически увеличивается и вычисления
повторяются. Как показала практика,
четырех-пяти дуг обычно бывает достаточно,
чтобы аппроксимировать кривую Безье
практически любой сложности. Для
аппроксимации одной выпуклой кривой в
описании символа типичного шрифта в
формате Adobe PostScript бывает достаточно
двух дуг.
На основе упомянутого алгоритма нами была разработана программа для конвертации изображений плоских контуров из формата EPS в файлы форматов DXB (для ввода в AutoCAD), DXF (для ввода во многие графические системы), FRG (для ввода в КОМПАС ГРАФИК) и PRG (программа для лазерной резки в системе команд ZIT-500).
Воронежский государственный технический университет
УДК 621.313
Математическое обеспечение подсистемы конструкторско-технологического проектирования токарной обработки интегрированной САПР
Р.П. Орлов, А.С. Левченко, Р.С. Лопатин
При оптимизации режимов механической обработки обычно определяются параметры v и s при некотором фиксированном значении глубины резания t. Такой подход был использован из-за сложности построения математической модели процесса резания для трех параметров и их определения. В то же время выбор глубины резания и ее изменение в значительной степени определяют оптимизируемые параметры v и s.
Рассмотрим задачу построения математической модели процесса резания для трех параметров v, s и t с разработкой метода и алгоритма оптимизации этих режимов резания.
В целях создания универсальных алгоритмов, обеспечивающих оптимизацию по критериям «минимальное штучное время», «минимальная себестоимость» или совмещенному критерию F, подставим в нижеприведенную зависимость выражение для tшт.р и Соп.р
 (1)
(1)
1) ограничения по стойкости режущего инструмента
2) ограничения по мощности электродвигателя главного движения станка
3) ограничения по заданной производительности станка
![]() ; (2)
; (2)
4) ограничения по прочности режущего инструмента
![]() ;
(3)
;
(3)
5) ограничения по жесткости режущего инструмента
![]() (4)
(4)
6 ) ограничения по жесткости заготовки
![]() (5)
(5)
ограничения по прочности механизма
![]() (6)
(6)
ограничения по требуемой шероховатости поверхности
 (7)
(7)
Обозначим
правые части неравенства соответственно
![]() ,
,
![]() .
.
В качестве компромиссной целевой функции принимаем
 ,
(8)
,
(8)
![]() ,
,
![]() , (9)
, (9)
![]() ,
,
![]() (10)
(10)
где x — весовой коэффициент, определяющий долю влияния в функции F критерия оптимальности tшт.р и изменяющийся от 0 до 1; , Соп.ср — средние арифметические значения tшт, Соп на множестве значений пар (vi, si), и после преобразований получим
![]() (11)
(11)
г
(2.12)
![]()
![]() (13)
(13)
Рассмотрим возможности оптимизации режимов резания для параметров v, s и t применительно к полученной оценочной функции F, представленной в виде получившегося выражения. Если зафиксировать значения v и s, то функция F будет зависеть от одного параметра t. Для этого случая минимальное значение критерия F может быть определено с помощью частной производной по t:
![]() (14)
(14)
Используя известную зависимость для v=Cvkv/Tmtx0sy0, можно получить выражение для определения значения стойкости инструмента:
![]() (15)
(15)
 (16)
(16)
Учитывая это, выражение для производной целевой функции преобразуется к следующему виду:
 (17)
(17)
Приравняем производную dF/dt нулю; учитывая, что [v, s, t]-1 0, получим
![]() (18)
(18)
Из этого уравнения
находим
![]() .Подставляем
в это выражение значение Т:
.Подставляем
в это выражение значение Т:
(19)
и получаем зависимость для определения оптимальной глубины резания
![]() (20)
(20)
Это значение tопт дает абсолютный минимум функции F при заданных v и s. Однако параметры v, s и t связаны рядом технических ограничений, выражающихся в виде неравенств:
(21)
(22)
(23)
(24)
где Ri — некоторые постоянные, зависящие от характеристик станка, заготовки, инструмента и т. д., но не зависящие от элементов режима резания v, s, t.
![]() (21)
(21)
где
![]() .
(26)
.
(26)
Значения
![]() определяются
исходя из анализа известных и ранее
установленных технических ограничений:
определяются
исходя из анализа известных и ранее
установленных технических ограничений:
 - ограничения по
мощности главного привода станка,
прочности и жесткости станка.
- ограничения по
мощности главного привода станка,
прочности и жесткости станка.
Оптимальное значение глубины резания tопт, полученное по зависимости для заданных значений v и s, может находиться в точке трехмерного пространства, определяемого техническими ограничениями, или вне его. В последнем случае величина tопт принимается на пересечении перпендикуляра к плоскости v—s с поверхностью, описываемой одним из технических ограничений, в точке M. Графическое определение tопт для заданных значений v, и s, показано на рисунке 1. Аналитически выбор и уточнение глубины резания после определения tопт по зависимости может быть показан в следующем виде:
Таким образом, если tomM, то toпт действительно дает наименьшее значение критерия F при заданных v и s. Если же tom> M, то в качестве оптимального значения приходится брать M — верхнюю допустимую границу для t. При фиксированных vi и si, задача решена.
Оптимизация режимов резания по значениям v и s.
Для оптимизации по всем значениям v и s необходимо рассматривать два случая, а именно:
Рисунок 1 – Модель для оптимального определения режимов резания v, s и t (при дискретных значениях v и s)
Для дискретного множества значений v и s и для непрерывного множества значений этих же параметров. Для примера рассмотрим построение алгоритма решения рассматриваемой задачи для первого случая. Наиболее простым способом решения такой задачи на ЭВМ является ранее рассмотренный метод перебора всех значений vi, si, из множеств {vi,v2, ... vn } и {si, s2, ... , sp}. При этом алгоритм может быть построен в следующем виде. Для каждой пары значений vi, sj, вычисляются с помощью производной дF/дt оптимальные значения toпт ij Проверяется выполнение условия tonr M, вытекающего из технических ограничений. В случае невыполнения этого условия принимается toпm=M. Затем перебором находится минимум оценочной функции из чисел F(vi, sj, tопт ij). Этот подход использован при построении схемы алгоритма оптимизации режимов механической обработки для дискретных значений параметров v, s и глубины резания t.
Воронежский государственный технический университет
Подсистема автоматизированного конструкторского проектирования режущего и вспомогательного инструмента для многоцелевой фрезерной обработки
В.А. Петренко, А.С. Левченко, Р.С. Лопатин
Интенсивное развитие САПР в машиностроении привело к широкому применению трехмерного моделирования. В последние годы наметился переход от создания и использования 2D САПР к системам автоматизированного трехмерного проектирования. Разработку САПР в 3D целесообразно осуществлять на базе готовых систем трехмерного моделирования. На данный момент времени на рынке представлено множество подобных систем. Наиболее удобными для создания САПР трехмерных моделей деталей можно назвать следующие системы: SolidWorks, AutoCad, Компас. В качестве базовой системы трехмерного моделирования была выбрана система Компас-3D 5.11.
В качестве технологии разработки была выбрана технология Automation, что более удобно, чем использование COM-интерфейсов. Для реализации библиотеки построения трехмерных моделей был выбран язык Borland Delphi 6.0. Данный выбор обусловлен удобством работы и широкой распространенностью языка, ориентированностью языка на решение подобных задач.
Исходя из входных данных, которые могут быть заданы в виде текстовой информации, библиотека должна выстраивать трехмерные модели деталей. Построение основывается на методах и алгоритмах заданных в программном коде библиотеки. Универсальность средств разработки позволяет создать библиотеку, рассчитанную на решение практически любых задач трехмерного моделирования. Возможна реализация, как отдельных трехмерных моделей деталей, так и автоматизированных сборок, а также различные расчеты деталей и узлов.
Для того чтобы добиться информационной согласованности необходимо изначально при проектировании режущего и вспомогательного инструмента определить глобальные переменные, которые будут определять некоторые элементы формы. Поскольку корпус фрезы будет сопрягаться с корпусом оправки, то, очевидно, что обе детали имеют одинаковые размеры в местах сопряжения. Остается проанализировать и определить какие геометрические характеристики должны численно совпадать, для того чтобы правильно собрать узел. Рассмотрим эскизы корпуса фрезы и оправки.
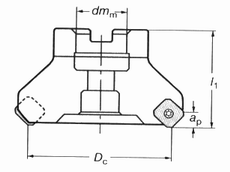
Рисунок 1 – Эскиз корпуса фрезы
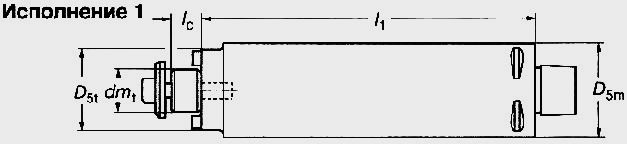
Рисунок 2 – Эскиз корпуса оправки
Из представленных эскизов видно, что для того чтобы получить комплексную сборку нужно согласовать следующие геометрические параметры деталей: Dm – диаметр внутренний для фрезы и диаметр крепежной части для оправки; Luop – высота уступа под оправку; Lvin – длина для винта (средний уступ); Sp – ширина паза для фрезы и ширина шпонки Gp – глубина паза.
При помощи этих глобальных переменных можно добиться внутренней совместимости и функциональной взаимосвязи при комплексной сборке отдельно взятых сборочных единиц – фрезы и оправки.
Функциональная схема подсистемы режущего и вспомогательного инструмента представлена в графической части дипломного проекта.
Реализация интегрированной подсистемы
Под модулем понимается генерируемая или библиотечная программа либо ее часть, способная входить в сочетания с другими модулями как самостоятельный элемент.
Построение подсистемы по модульному принципу имеет ряд преимуществ:
о
Библиотека (модуль)
проектирования торцовых фрез
тносительная самостоятельность модулей позволяет параллельно программировать и отлаживать несколько модулей;при более детальном расчленении можно сэкономить время трансляции;
в расчлененном виде сложные логические связи более наглядны;
проблемная направленность модулей позволяет использовать соответствующие коллективы специалистов для их разработки;
изменение и совершенствование отдельных модулей (в случае их большой численности) не влияют на работоспособность подсистемы.
Объектами интеграции изначально являются две библиотеки, то есть два модуля, первый отвечает за проектирование одного из трех типов фрез, а второй за проектирование одного из трех типов оправок. Пусть первый модуль является главным – то есть он отвечает за передачу необходимых геометрических параметров в тело второго модуля. Если, например некоторые геометрические параметры не вводятся пользователем, такие как ширина и глубина паза, то они рассчитываются в одной из процедур первого модуля и затем через глобальные переменные передаются во второй модуль.
Библиотека (модуль)
проектирования оправок
для торцовых фрез



Рисунок 3 – Организация взаимосвязи между модулями
Совершенно справедлива и обратная связь. То есть можно за главный принять модуль проектирования оправок и передавать данные в модуль проектирования фрез.
Для того чтобы организовать связь между формами модулей на первом создадим при помощи компонента Button – кнопку, по нажатию на которую будет открываться диалоговое окно проектирования оправок, а интерфейс проектирования фрез будет закрываться. Свойству Caption кнопки присвоим значение – Проектирование вспомогательного инструмента (см. рисунок 4).
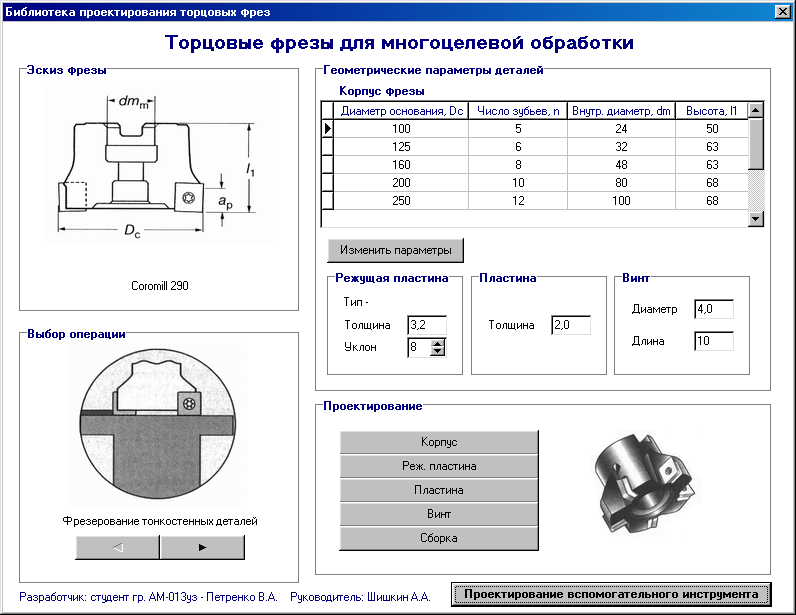
Рисунок 4 – Диалоговое окно проектирования режущего инструмента
Проведем аналогичные действия и на второй форме. По нажатию на кнопку будет открываться диалоговое окно проектирования фрез, а исходное закрываться. Свойству Caption кнопки присвоим значение – Проектирование режущего инструмента (см. рисунок 5).
Таким образом, можно перемещаться с одной формы на другую путем попеременного нажатия на соответствующую кнопку.
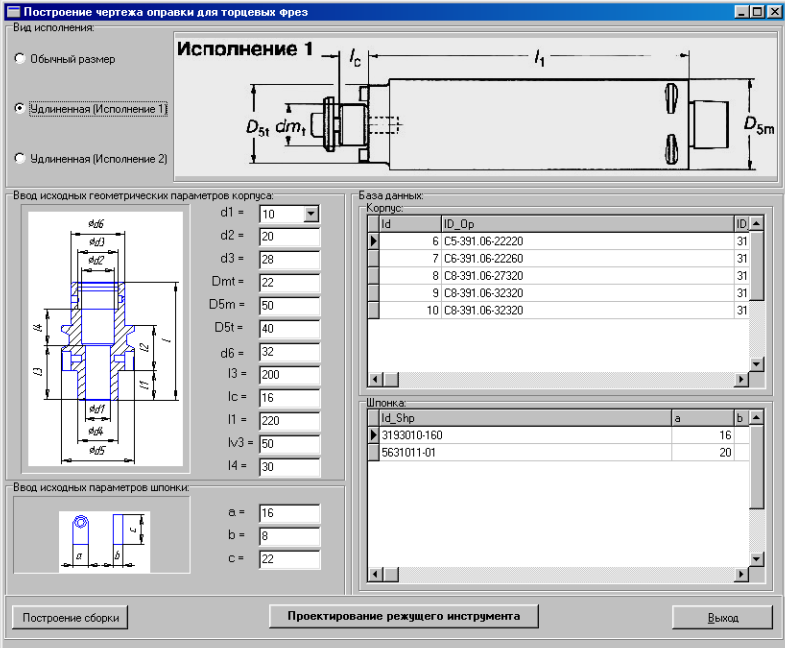
Рисунок 5 – Диалоговое окно проектирования вспомогательного инструмента
Важно заметить, что организация глобальных переменных реализована следующим образом: один из эффективных способов организации глобальных переменных - создать отдельный Unit и в Interface-части объявить все необходимые переменные (и, естесственно, константы ежели таковые имеются). Если теперь в других модулях записать этот Unit в uses раздел, то все глобальные переменные можно использовать в рамках целого проекта.
Таким образом, получим модуль обмена данными, который запишем в разделе uses каждого из интегрируемых модулей. Тем самым связь между модулями можно считать организованной. Теперь каждый модуль будет видеть глобальные переменные, которые осуществляют связь между геометрическими параметрами форм фрезы и оправки.
Итак, при работе каждый модуль в составе интегрированной подсистемы автоматизированного проектирования режущего и вспомогательного инструмента выдает результат:
3D модель сборки торцовой фрезы;
3D модель сборки оправки для торцовых фрез.
Для того чтобы получить их комплексную сборку создадим при помощи компонента Button на форме Проектирования оправок еще одну кнопку, свойству Caption присвоим значение Комплексная сборка. По нажатию на эту кнопку будет определена процедура комплексной сборки, то есть взаимного расположения в пространстве друг относительно друга торцовой фрезы и оправки.
Результатом работы подсистемы являются графическое представление трехмерных моделей всех сборочных единиц, из которых состоят фрезы, а также сборки торцовых фрез. Подсистема обеспечивает многовариантное автоматизированное построение трех различных видов фрез в зависимости от выбранного вида обработки. Все выходные данные: файлы деталей и сборок можно использовать для визуализации, 2D проектирования, а также для использования в дальнейшем подсистемой автоматизированного проектирования оправок для торцовых фрез, с которой осуществлялась интеграция. При интеграции подсистем были найдены и определены взаимосвязи, общие функции, глобальные переменные. В результате получена комплексная сборка режущего и вспомогательного инструмента.
Воронежский государственный технический университет
УДК 621.313
Метрологическое обеспечение гибкой производственной системы. Контрольно-измерительная машина “opton
П.В. Титов, Р.С. Лопатин
Внешний и внутренний контроль качества организации и выполнения калибровочных работ проводится для оценки состояния и качества калибровки СИ и на основе выявленных недостатков разработки и осуществления мероприятий по повышению качества организации и выполнения калибровки СИ.
Внутренний контроль осуществляют:
- начальники лабораторий (групп) по видам измерений в своих лабораториях (группах);
- специалисты МС из состава сектора метрологического контроля, бюро измерительных приборов (БИП) и других специалистов по распоряжению и в сроки, установленные главным метрологом;
- комиссия, ежегодно назначаемая приказом руководителя предприятия из числа работников метрологической службы, отдела качества и технического контроля (ОК ТК) и представительства заказчика.
Начальники калибровочных лабораторий (групп) в начале рабочей смены выдают работникам лаборатории (группы), проводящим калибровку СИ, сменные задания на калибровку. В конце каждой смены проводят проверку выполнения и качество выполнения калибровки СИ.
Результаты проверки качества калибровки СИ отражаются в журнале выдачи сменных заданий.
По распоряжению главного метролога в каждой калибровочной лаборатории (группе) периодически проводится внутренний контроль качества организации и выполнения калибровки СИ специалистами МС, назначенными из состава сектора метрологического контроля и бюро измерительных приборов с привлечением специалистов калибровочных лабораторий (групп).
При проведении внутреннего контроля проверяется:
- наличие, состояние и соответствие калибровочных средств требованиям нормативной документации на методы и средства калибровки;
- наличие свидетельств о поверке (сертификатов о калибровке) калибровочных средств;
- соответствие условий эксплуатации и хранения калибровочных средств требованиям нормативной документации;
- полнота выполнения калибровочных операций и их соответствие требованиям нормативных документов.
Результаты внутреннего контроля, проводимого специалистами МС, регистрируются в «Журнале регистрации результатов внутреннего контроля качества проведения калибровочных работ».
По результатам внутреннего контроля разрабатываются мероприятия по устранению выявленных недостатков и повышению качества организации и выполнения калибровочных работ.
В соответствии с требованиями раздела 12 стандарта предприятия СТП 256-638-2000 в подразделениях предприятия проводится проверка соблюдения метрологических правил, норм, нормативных документов по обеспечению единства измерений.
Проверку проводит комиссия, ежегодно назначаемая приказом по предприятию из числа специалистов МС, отдела качества и технического контроля с привлечением заказчика.
Проверку в подразделениях метрологических правил, норм, нормативных документов по обеспечению единства измерений комиссия проводит в объеме требований раздела 5 рекомендаций МИ 2304-94 «ГСОЕИ. Метрологический контроль и надзор, осуществляемые метрологическими службами юридических лиц» и раздела 6.9 методологической инструкции МИ 4.11-00.
По результатам проверки соблюдения в подразделениях предприятия метрологических правил, норм, нормативных документов по обеспечению единства измерений выпускается акт по форме приложения Б рекомендаций МИ 2304-92.
Внешний контроль за качеством организации и выполнения калибровочных работ проводят:
- метрологическая служба ракетно-космической промышленности Российского космического агентства;
- Орган по аккредитации в РСК – Федеральное Государственное учреждение "Воронежский ЦСМ" на договорной основе и в соответствии с требованиями ПР РСК003.
Если в результате внутреннего или внешнего контроля (или по другим источникам информации) выявлено некачественное выполнение калибровки СИ, метрологическая служба предприятия проводит следующие действия:
- проверяется техническое состояние средств калибровки;
- проверяются знания лицами, проводящими калибровку СИ, требований нормативно-технических документов на калибровку;
- проводится тщательный анализ методики проведения калибровки СИ с целью выявления отклонений от требований НТД на калибровку;
- анализируются другие факторы, влияющие на качество калибровки СИ.
Разрабатываются корректирующие и предупреждающие действия, направленные на устранение и недопущение некачественной калибровки СИ (План мероприятий по устранению выявленных недостатков).
В план мероприятий включают следующие действия:
- регулярный внутренний контроль качества с использованием других средств калибровки;
- проверка квалификации лиц, проводящих калибровку СИ;
- повторная калибровка СИ в присутствии контролирующих лиц;
- участие в межлабораторных сличениях;
Результаты проведения корректирующих действий оформляется актом, который утверждается руководителем МС и доводится до всех лиц, участвующих в организации и выполнении калибровки СИ.
По результатам проверки соблюдения в подразделениях предприятия метрологических правил, норм, нормативных документов по обеспечению единства измерений выпускается акт по форме приложения Б рекомендаций МИ 2304-92.
Внешний контроль за качеством организации и выполнения калибровочных работ проводят:
- метрологическая служба ракетно-космической промышленности Российского космического агентства;
- Орган по аккредитации в РСК – Федеральное Государственное учреждение "Воронежский ЦСМ" на договорной основе и в соответствии с требованиями ПР РСК003.
Если в результате внутреннего или внешнего контроля (или по другим источникам информации) выявлено некачественное выполнение калибровки СИ, метрологическая служба предприятия проводит следующие действия:
- проверяется техническое состояние средств калибровки;
- проверяются знания лицами, проводящими калибровку СИ, требований нормативно-технических документов на калибровку;
- проводится тщательный анализ методики проведения калибровки СИ с целью выявления отклонений от требований НТД на калибровку;
- анализируются другие факторы, влияющие на качество калибровки СИ.
Разрабатываются корректирующие и предупреждающие действия, направленные на устранение и недопущение некачественной калибровки СИ (План мероприятий по устранению выявленных недостатков).
В план мероприятий включают следующие действия:
- регулярный внутренний контроль качества с использованием других средств калибровки;
- проверка квалификации лиц, проводящих калибровку СИ;
- повторная калибровка СИ в присутствии контролирующих лиц;
- участие в межлабораторных сличениях;
Результаты проведения корректирующих действий оформляется актом, который утверждается руководителем МС и доводится до всех лиц, участвующих в организации и выполнении калибровки СИ.