

ГОУ ВПО «Воронежский государственный технический университет»
Кафедра «Автоматизированное оборудование
машиностроительного производства»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторных работ по дисциплине
«Резание материалов»
для студентов специальности 151002 «Металлообрабатывающие станки и комплексы», всех форм обучения
Воронеж 2008
Составители: докт. техн. наук С.Ю. Жачкин.
УДК 621.91.02(07)
Исследование зависимостей качества поверхности от геометрии инструмента и режимных параметров обработки: методические указания к лабораторным работам № 1 – 4 по дисциплине «Резание материалов» для студентов специальности 151002 «Металлообрабатывающие станки и комплексы», всех форм обучения / ГОУВПО «Воронежский государственный технический университет»; сост. С.Ю. Жачкин. Воронеж, 2008. 40 с.
В методических указаниях изложены требования и общие вопросы по выполнению лабораторных работ, составлены задания с необходимыми исходными данными.
Выполнение задания дает студентам возможность получения навыков в выборе режимных параметров обработки с использованием государственных стандартов, учебной и справочной литературы.
Предназначены для студентов 2 – 4 курса специальности 151002 «Металлообрабатывающие станки и комплексы» всех форм обучения.
Методические указания подготовлены в электронном виде в текстовом редакторе MS WORD 97 и содержатся в файле МРМ1.doc.
Табл 6, Ил. 16. Библиогр. 3 назв.
Рецензент канд.техн.наук Л.А. Иванов
Ответственный за выпуск зав. кафедрой канд. техн. наук, проф. В.М. Пачевский
Печатается по решению редакционно-издательского совета Воронежского государственного технического университета.
ГОУ ВПО «Воронежский государственный технический университет», 2008.
1. Лабораторная работа
КИНЕМАТИКА И ГЕОМЕТРИЯ ТОЧЕНИЯ. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
Цель. Практическое ознакомление с основными типами и геометрическими параметрами резцов
Содержание
Ознакомление с основными типами резцов и принципами их работы.
Ознакомление с устройством измерительных приборов и с приемами измерений.
Измерение конструктивных и геометрических параметров резцов. Составление рабочих чертежей резцов.
1.1. Общие положения
Резцы являются наиболее распространенным видом режущего инструмента. Они используются для черновой, чистовой и тонкой обработки плоскостей, наружных и внутренних цилиндрических и фасонных поверхностей на строгальных, долбежных, токарных, револьверных и расточных станках, токарных автоматах и полуавтоматах и станках специального назначения.
Резцы можно классифицировать по ряду признаков:
а/ по типу станка, для которого они предназначены (токарные, строгальные долбежные, резцы для токарных автоматов и полуавтоматов, резцы для специальных станков)рис 1.1;
б/ по характеру обработки (черновые, чистовые резцы для тонкой обработки);
в/ по назначению, т.е. по характеру выполняемых ими технологических операций (проходные, подрезные, отрезные, расточные, резьбонарезные и др.) рис.1.2;
г/ по направлению подачи (правые и левые получили по названию руки (правой или левой) большой палец которой указывает направление подачи при положении руки на резце, как показано на рис 1.З;
д/ по характеру установки относительно обрабатываемой детали (радиальные и тангенциальные):
е/ по форме и расположению головки резца (прямые, отогнутые, изогнутые, с оттянутой головкой);
ж/ по форме поперечного сечения стержня (державки) резца (прямоугольного, квадратного и круглого сечения);
з/ по способу присоединения рабочей части (цельные - рабочая часть выполнена вместе со стержнем целиком из режущего материала; составные - с приваренной, напаянной или наклеенной пластиной режущего материала; сборные в виде режущих пластинок или вставных ножей крепится к стержню механически);
и/ по роду режущей части материала (быстрорежущие, с пластинами твердого сплава, минералокерамики, со вставками из алмаза, кубического нитрида бора, сапфира и других режущих материалов).
Режущая часть резца образуется специальной заточкой и согласно ГОСТ 25762-83 состоит из следующих элементов (рис.1.4):
а/передняя поверхность лезвия А -поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой;
б/ задняя поверхность лезвия А - поверхность лезвия инструмента, контактирующая в процессе резания с поверхностями заготовки;
в/ режущая кромка К - кромка лезвия инструмента, образуемая пересечением передней и задних плоскостей инструмента;
г/ главная режущая кромка К - часть режущей кромки, формирующая большую сторону сечения срезаемого слоя;
д/ вспомогательная режущая кромка К -часть режущей кромки, формирующая меньшую сторону сечения срезаемого слоя;
е/ главная задняя поверхность А -задняя поверхность лезвия инструмента, примыкающая к главной режущей кромке;
ж/ вспомогательная задняя поверхность А - задняя поверхность лезвия инструмента, примыкающая к вспомогательной режущей кромке;
з/ вершина лезвия r - место сопряжения главной и вспомогательной режущих кромок.
Для расчета,изготовления и контроля резцов используются системы прямоугольных координат, плоскостей и поверхностей (рис. 1.5);
а/инструментальная система координат - прямоугольная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу (применяется для изготовления и контроля резцов; у резцов за базу принимается основная плоскость);
б/ статическая система координат - прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания (используется для приближенного расчета углов лезвия);
в/ кинематическая система координат - прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания /результирующее движение резания- векторная сумма главного движения резания и движения подачи/;
г/ основная плоскость Ру - координатная плоскость проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения в этой точке;
д/ плоскость резания Рn - координатная плоскость, касательная к режущей кромке в рассматриваемой точка и перпендикулярная основной плоскости;
е/ главная секущая плоскость Р - координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
ж/ нормальная секущая плоскость Рн - плоскость, перпендикулярная режущей кромке в рассматриваемой точке;
з/ поверхность резания R - поверхность, образуемая режущей кромкой в результирующем движении резания;
и/ рабочая поверхность Rr - поверхность.образуемая режущей кромкой в главном движении резания
1.2. Углы резца
Режущая часть резца имеет форму клина с определенными углами. При этом различают углы резца как геометрического тела, т.е. в статическом состоянии /это необходимо для изготовления резца/ и с учетом траектории движения режущих кромок при наличии движения резания, т,е. в динамическом состоянии /это необходимо для получения детали заданного качества/. Рассмотрим углы резца в статике /рис.1.6/.
Передний угол измеряется в главной секущей плоскости между передней поверхностью и плоскостью, перпендикулярной к плоскости резания и проходящими через главную режущую кромку.
Главный задний угол также рассматривается в главной секущей плоскости между плоскостью, касательной к главной задней поверхности инструмента и плоскостью резания.
Угол резания - угол между плоскостью, касательной к передней поверхности и плоскостью резания
![]() (1.1)
(1.1)
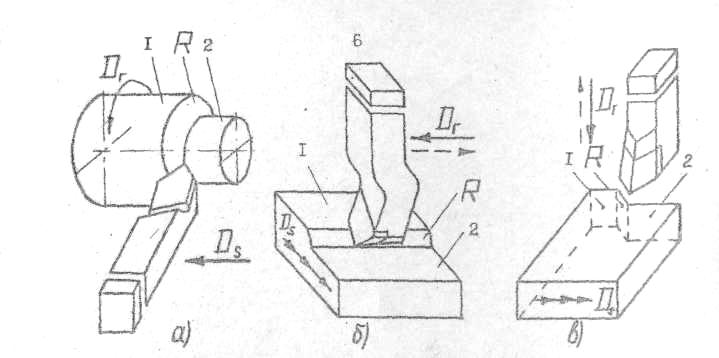
Рисунок 1.1 – Классификация резцов по типу станка:
а) токарные; б) строгальные; в) долбежные
1 – обрабатываемая поверхность; 2 – обработанная поверхность;
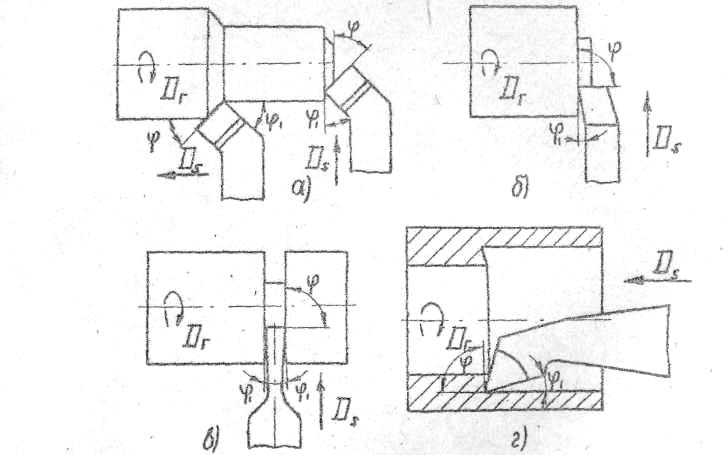
Рисунок 1.2 – Классификация токарных резцов

Рисунок 1.3 – Классификация резцов по направлению подачи:
а) левые; б) правые
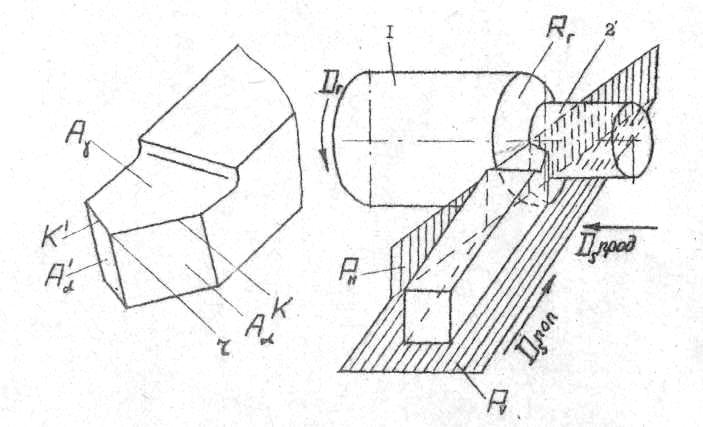
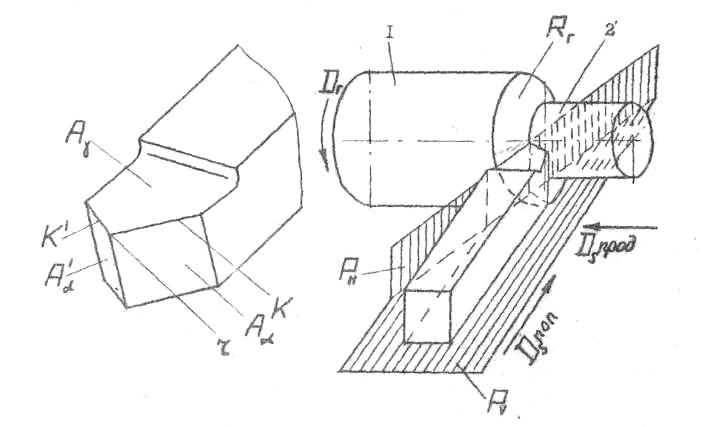
Рисунок 1.4 – Конструктивные параметры
токарного проходного резца
Рисунок 1.5 – Поверхности на заготовке
и координатные плоскости
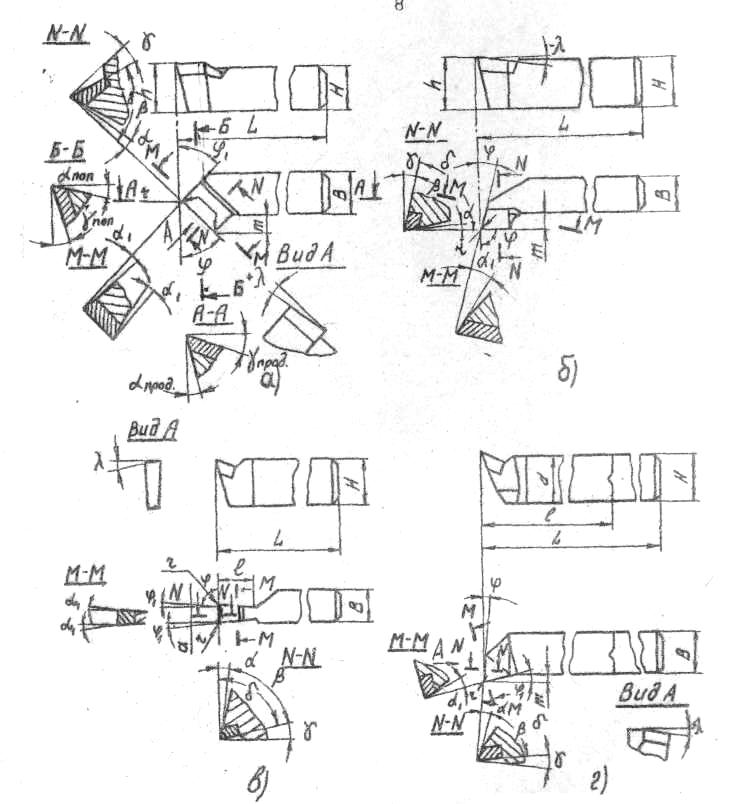
Рисунок 1.6 – Рабочие чертежи токарных резцов: а) проходного отогнутого правого, б) проходного упорного; в) отрезного; г) расточного
Угол заострения - угол между плоскостями, касательными к передней и главной задней поверхностям:
![]() (1.2)
(1.2)
Вспомогательный задний угол 1 рассматривается во вспомогательной секущей плоскости между плоскостью, касательной к вспомогательной задней поверхности инструмента и плоскостью, перпендикулярной основной плоскости и проходящей через вспомогательную режущую кромку.
Рисунок 1.7а – Установка резца на
настольном угломере для измерения
углов и
Рисунок 1.7б –измерение угла
Рисунок 1.7в –измерение угла
Рисунок 1.7г –измерение угла 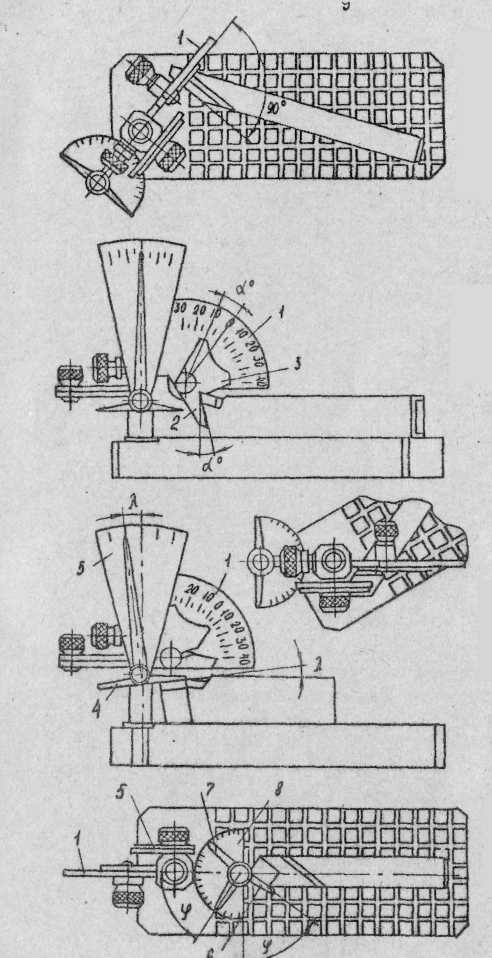
Главный угол в плане - угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане 1 - угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине - угол между проекциями главной и вспомогательной режущих кромок на основную плоскость
![]() (1.3)
(1.3)
Угол наклона главной режущей кромки определяется в плоскости, проходящей через главную режущую кромку перпендикулярно основной плоскости, между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
При заточке резцов на некоторых типах заточных станков резцовые головки поворачивают в продольной /А-А/ и поперечной /Б-Б/ плоскостях относительно корпуса затачиваемого резца /рис.1.б/. В этом случае заданные чертежом углы и пересчитывают по формулам
![]() (1.4)
(1.4)
![]() (1.5)
(1.5)
![]() (1.6)
(1.6)
![]() (1.7)
(1.7)
1.3.Методика выполнения работы
Измерение габаритных размеров производится масштабной линейкой и штангенциркулем, а угловых параметров- настольным или универсальным угломером.
При измерении углов и резец устанавливается на плите настольного угломера, так, чтобы ножи измерителя 1 лежали в главной секущей плоскости, т.е. перпендикулярно проекции главной режущей кромки на основную плоскость /рис.1.7,а/.Для измерения главного заднего угла измеритель 1 устанавливается на нужную высоту и закрепляется винтом. Нож 2 подводится до соприкосновения с главной задней поверхностью и по шкале угломера отсчитывается величина угла /рис.1.7,б/
Для измерения переднего угла нож 3 измерителя 1 подводится до соприкосновения с передней поверхностью резца и по шкале угломера отсчитывается величина угла .
Для измерения вспомогательного заднего угла, ножи измерителя 1 устанавливаются во вспомогательной секущей плоскости, т.е. в плоскости, перпендикулярной к проекции вспомогательной режущей кромки на основную плоскость, и нож 2 измерителя 1 подводится до соприкосновения с вспомогательной задней поверхностью.
Для измерения угла наклона главной режущей кромки нож 4 измерителя 5 устанавливается в плоскости, проходящей через главную режущую кромку или параллельно ей. Затем он подводится до соприкосновения с главной режущей кромкой и по шкале измерителя 5 отсчитывается угол /рис.1.7в/.
Главный угол в плане и вспомогательный угол в плане 1 измеряются ножами 6 и 7 измерителя 8 настольного угломера либо универсальным угломером. При измерении универсальным угломером подвижная или неподвижная линейки прижимаются к корпусу резца, а вторая - к главной или вспомогательной режущей кромке и закрепляется при помощи рифленой гайки .По шкале угломера отсчитывается величина углов или 1. При измерении углов и 1 настольным угломером /рис 1.7г/ поверхность измерителя 8 располагается перпендикулярно продольной оси резца. Ножи 6 и 7 прижимаются соответственно к главной или вспомогательной режущей кромке резца и по шкале измерителя 8 отсчитывается величина угла или 1.
1.4. Порядок выполнения работы
Ознакомиться о основными конструкциями резцов и принципом их работы.
Измерить конструктивные и геометрические параметры нескольких резцов с помощью штангенциркуля и угломера.
Выполнить рабочие чертежи намеренных резцов с изображением двух проекций /фронтальной и вида сверху/, двух сечений /перпендикулярных главной и вспомогательной режущим кромкам/ и вида со стороны главной задней поверхности. Необходимо также указать материал корпуса и режущей части резцов, шероховатость поверхностей, обозначить место пайки и сварки или склеивания и другие ТУ на инструмент.
Оформить отчет по работе.
1.5. Содержание отчета и его форма
Отчет оформляется в специальной тетради грамотно и аккуратно. Все записи должны быть выполнены чернилами, а чертежи, схемы и другой иллюстративный материал- карандашом. Отчет представляется на проверку и подпись преподавателю по окончании работы и при сдаче зачета.
Отчет должен содержать следующие разделы:
1.Название ,цель и содержание работы.
2.Схемы механической обработки заданными резцами с указанием поверхностей на заготовках и резцах, координатных плоскостей, векторов скорости резания V и подачи S.
3.Эскизы измерительных приборов, их характеристики и схемы измерений углов.
4.Таблица конструктивных и геометрических параметров резцов.
Таблица 1.1
№ п/п |
Наименование образца |
Сечение державки |
Материал реж. части |
Углы резцов в град |
||||||||||||
|
|
1 |
|
|
|
1 |
|
|
пр |
поп |
пр |
поп |
||||
1 2 3 4 5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.Рабочие чертежи резцов с изображением необходимых проекций, сечений и видов, с указанием конструктивных и геометрических параметров, марок материалов шероховатости поверхности и других техусловий.
6.Расчеты углов поп прод поп прод /см.формулы 1.4 - 1.7/
7. Фамилия И.О подпись выполнившего работу и дата выполнения.
Литература
1. Бобров В.Ф. Основы теории резания металлов. М.: Машиностроение, 1975, С 11-52.
2. Вульф A.M. Резание металлов. Л.: Машиностроение, 1973. С. 35-73.
3. Грановский Г.Г., Грановский В.Г. Резание металлов. М., Высш. школа, 1985 .