

книги / Формовочные материалы
..pdfМинистерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Пермский национальный исследовательский политехнический университет»
Т.Ю. Скамьянова
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Утверждено Редакционно-издательским советом университета
в качестве учебного пособия
Издательство Пермского национального исследовательского
политехнического университета
2012
УДК 621.74 С42
Рецензенты:
канд. техн. наук, проф. В.И. Лукьянов (Пермский национальный исследовательский политехнический университет);
чл.-кор. Российской академии космонавтики им. К.Э. Циолковского, канд. техн. наук В.А. Дубровский
(ОАО «Протон-ПМ», г. Пермь)
С42 |
Формовочные материалы: учеб. пособие / Т.Ю. Скамья- |
нова. – Пермь: Изд-во Перм. нац. исслед. политехн. ун-та, 2012. – 85 с.
ISBN 978-5-398-00766-4
Описаны свойства исходных формовочных материалов, составы и технологические характеристики смесей, способы их регенерации. Приведены сведения об их классификации.
Предназначено для студентов очной и заочной форм обучения по направлению 150700.62 «Машиностроение» и всех, кто интересуется литейными технологиями.
УДК 621.74
ISBN 978-5-398-00766-4 |
© ПНИПУ, 2012 |
2
СОДЕРЖАНИЕ |
|
1. Исходные формовочные материалы........................................... |
6 |
1.1. Технологические требования к формовочным |
|
материалам........................................................................................ |
6 |
1.1.1. Понятие о формовочных материалах ............................... |
6 |
1.1.2. Классификация формовочных материалов...................... |
7 |
1.1.3. Требования к формовочным материалам......................... |
7 |
1.1.4. Происхождение песков и глин........................................ |
14 |
1.2. Свойства минералов, входящих в состав формовочных |
|
и стержневых смесей...................................................................... |
15 |
1.2.1. Основные свойства минералов........................................ |
15 |
1.2.2. Кварц и его модификации................................................ |
16 |
1.2.3. Корунд, карбонаты, силикаты......................................... |
18 |
1.2.4. Область применения различных исходных |
|
формовочных материалов.......................................................... |
22 |
1.3. Характеристики песков........................................................... |
23 |
1.3.1. Зерновой, минералогический и химический |
|
составы песка.............................................................................. |
23 |
1.3.2. Определение глинистой составляющей |
|
и зернового состава песка.......................................................... |
24 |
1.3.3. Классификация и использование |
|
различных песков....................................................................... |
27 |
Вопросы для повторения............................................................. |
28 |
1.4. Понятие о связующих материалах......................................... |
29 |
1.4.1. Назначение связующих.................................................... |
29 |
1.4.2. Требования к связующим. ............................................... |
32 |
1.4.3. Основные свойства связующих....................................... |
32 |
1.4.4. Классификация связующих. ............................................ |
33 |
1.5. Формовочные глины................................................................ |
35 |
1.5.1. Строение и свойства глин................................................ |
35 |
1.5.2. Определение связующей способности, |
|
дисперсности и коллоидальности глин. ................................... |
38 |
3 |
|
1.5.3. Классификация и обозначение марок |
|
глин по ГОСТу. .......................................................................... |
38 |
1.5.4. Использование различных марок глин........................... |
41 |
1.6. Органические связующие. ...................................................... |
41 |
1.6.1. Органические связующие. Характеристика групп........ |
41 |
1.6.2. Лигносульфонаты............................................................. |
42 |
1.6.3. Растительные и минеральные масла............................... |
43 |
1.6.4. Природные смолы (пески, битумы). ............................... |
46 |
1.6.5. Понятие об искусственных смолах................................. |
46 |
1.7. Искусственные смолы............................................................. |
47 |
1.7.1. Состав смол....................................................................... |
47 |
1.7.2. Полимеризация................................................................. |
50 |
1.7.3. Поликонденсация............................................................. |
52 |
1.7.4. Термодеструкция и карбонизация .................................. |
53 |
1.8. Неорганические связующие. .................................................. |
54 |
1.8.1. Жидкое стекло. ................................................................. |
54 |
1.8.2. Цемент, гипс, соли фосфорной кислоты. ....................... |
57 |
1.9. Этилсиликат (ЭТС).................................................................. |
58 |
Вопросы для повторения............................................................. |
61 |
2. Формовочные и стержневые смеси. .......................................... |
64 |
2.1. Формовочные смеси................................................................ |
64 |
2.1.1. Классификация формовочных смесей............................ |
64 |
2.1.2.Формовочные смеси для автоматической |
|
формовки..................................................................................... |
65 |
2.1.3. Формовочные смеси для литья цветных |
|
сплавов........................................................................................ |
67 |
2.2. Стержневые смеси................................................................... |
68 |
2.2.1. Классификация стержней. ............................................... |
68 |
2.2.2. Состав и свойства стержневых смесей........................... |
70 |
2.3. Приготовление формовочных и стержневых смесей........... |
70 |
2.3.1. Основные операции ......................................................... |
70 |
2.3.2. Предварительная подготовка формовочных |
|
материалов.................................................................................. |
71 |
2.3.3. Обработка отработанной формовочной смеси .............. |
72 |
4 |
|
2.3.4. Приготовление формовочных и стержневых |
|
смесей.......................................................................................... |
72 |
2.4. Регенерация формовочных и стержневых смесей................ |
73 |
2.4.1. Понятие о регенерации. ................................................... |
73 |
2.4.2. Изменение свойств смеси при многократном |
|
использовании. Смеси, направляемые в отвал. ....................... |
74 |
2.4.3. Возможность и необходимость извлечения песка. |
|
Значение регенерации. ............................................................... |
75 |
2.4.4. Способы регенерации: механическая, |
|
пневматическая, гидравлическая, термическая. ...................... |
77 |
2.5. Методика выбора рациональных составов |
|
формовочных и стержневых смесей............................................. |
78 |
Задания для контрольных работ.................................................... |
81 |
Список литературы.......................................................................... |
83 |
5
1.ИСХОДНЫЕ ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
1.1.Технологические требования к формовочным материалам
1.1.1. Понятие о формовочных материалах
Замечательные произведения литейного искусства окружают человека на протяжении всей его жизни и создают особое трепетное отношение как к самой технологии изготовления шедевров, так и к мастерам-виртуозам, умениями которых они созданы. Качественные изделия требуют применения качественных технологических материалов, в том числе формовочных.
Так, для изготовления разовых песчано-глинистых форм необходимы формовочные смеси. Для изготовления стержней используются стержневые смеси. Основу формовочных и стержневых смесей составляют огнеупорные пески, зерна песков скрепляют связующие. Различные добавки придают смесям специальные свойства.
Для уменьшения прилипания формовочной смеси к стенкам модели, а стержневой смеси к стержневому ящику применяются или жидкие разделительные составы, или твердые вещества – припылы. Самый распространенный припыл – порошкообразный графит. Значительно реже используют дорогой и дефицитный ликоподий. Это семена растения плауна, обладающие важными технологическими свойствами: малой гигроскопичностью и высокой дисперсностью. Для соединения отдельных частей стержней служат клеи. Для замазывания швов в формах и стержнях – замазки и огнеупорная глина. Теплоизолирующие и экзотермические материалы применяют для утепления прибыльной части отливок. При заливке магниевых и магниево-алюминиевых сплавов возможно их взаимодействие с влагой формы. Чтобы избежать окисления расплава, в состав смесей вводят защитные присадки:
6
фтористые соли, борную кислоту, комплексную присадку ВМ. Все перечисленные материалы и целый ряд других специфических материалов для придания смесям специальных свойств называются
формовочными материалами.
1.1.2. Классификация формовочных материалов
Формовочные материалы условно разделяют на три большие группы. Это исходные формовочные материалы, формовочные и стержневые смеси, вспомогательные формовочные материалы.
Исходные формовочные материалы делят на две группы. К первой группе относят основные формовочные материалы: огнеупорные пески (кварцевый, корундовый, цирконовый и другие) и связующие (глины формовочные, лигносульфонаты, синтетические смолы и другие). Ко второй группе относят вспомогательные формовочные материалы, например, различные добавки (уголь, тальк, древесная мука и другие), придающие формовочным и стержневым смесям определенные свойства.
Формовочные и стержневые смеси приготовляют из исходных (свежих) формовочных материалов и из отработанных смесей. Отработанная смесь – это смесь, бывшая в употреблении. Состав смеси зависит от ее назначения: способа формовки, рода заливаемого в форму металла, массы и конфигурации отливки.
Вспомогательные формовочные составы – это материалы, например, краски, клеи, замазки, необходимые для отделки и исправления форм и стержней.
1.1.3. Требования к формовочным материалам
Качество отливок во многом зависит от качества форм и стержней, которые должны обладать технологическими свойствами, отвечающими определенным требованиям.
Для хорошего уплотнения формовочной смеси в опоке большое значение имеет ее пластичность – способность смеси деформироваться под воздействием приложенных внешних усилий
7
или собственной массы, что обеспечивает получение отпечатка модели или заполнение полости стержневого ящика. Пластичность смесей зависит от свойств составляющих их материалов, в особенности от применяемых в них связующих. Например, смеси на масляных связующих обладают большой пластичностью; песчаноглинистые смеси имеют небольшую пластичность.
Литейная форма должна обладать достаточной прочностью, чтобы при сборке, транспортировке и заливке металлом она не разрушалась. Поэтому и формовочная смесь должна иметь определенную прочность – способность сопротивляться разрушению под действием нагрузки. Прочность формовочной смеси зависит от зернистости песка, его влажности, плотности, от содержания глины или связующих в смеси. С увеличением плотности, уменьшением размера зерен песка, увеличением глиносодержания прочностьсмесивозрастает.
В зависимости от состояния смеси при испытании различают
прочность смеси во влажном состоянии (по-сырому) или
в высушенном состоянии (по-сухому). Для определения прочности смеси во влажном состоянии изготовляют цилиндрические образцы диаметром 50 мм и высотой 50 мм. Образцы уплотняются в специальной гильзе с внутренним диаметром 50 мм и длиной 120 мм. Испытуемая смесь засыпается в гильзу с вкладным дном и помещается на лабораторный копер (рис. 1) для стандартного уплотнения.
Копер имеет стандартный груз, высота подъема груза 50 мм, высота уплотненного образца в гильзе 50±0,8 мм. Для контроля этой высоты на стойке копра имеются три риски. Средняя риска соответствует высоте образца 50 мм, верхняя и нижняя риски – верхнему и нижнему допускам. Образец выталкивается из гильзы при помощи вкладыша и помещается на прибор для испытания на сжатие. Схемы методов прочностных испытаний смесей представлены на рис. 2.
8
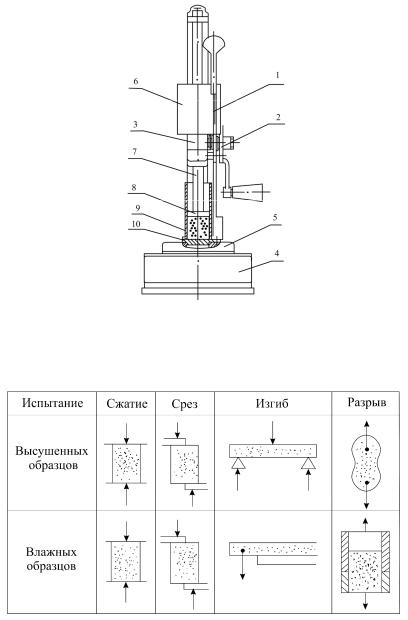
Рис. 1. Лабораторный копер:
1 – рычаг; 2 – кулачок; 3 – утолщение штока; 4 – основание; 5 – станина; 6 – груз; 7 – шток; 8 – боек; 9 – гильза; 10 – поддон
Рис. 2. Схемы методов прочностных испытаний смесей
9
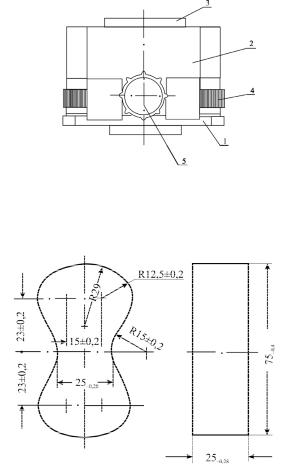
Для определения прочности смеси в высушенном состоянии при помощи копра в металлической оснастке (рис. 3) изготовляются стандартные образцы в виде плоской «восьмерки» (рис. 4). После высушивания и охлаждения образец испытывается на растяжение. Приведем для примера прочностные параметры обычной формовочной песчано-глинистой смеси: прочность на сжатие от 0,40 до 0,65 кгс/см2, прочность на разрыв от 1 до 2 кгс/см2.
Рис. 3. Ящик стержневой:
1 – поддон; 2 – воронка; 3 – колодка; 4 – совмещенные половины ящика; 5 – скрепляющий винт
Рис. 4. Параметры стандартного образца
10