

ГОУВПО «Воронежский государственный
технический университет»
Кафедра «Технология машиностроения»
Методические указания
к выполнению лабораторных работ по дисциплине
«Основы технологии машиностроения» для студентов
специальности 151001 «Технология машиностроения»
всех форм обучения
Воронеж 2010
Составители: канд. техн. наук А.И. Болдырев
канд. техн. наук В.В. Бородкин
УДК 621.9 (075.8)
Методические указания к выполнению лабораторных работ по дисциплине «Основы технологии машиностроения» для студентов специальности 151001 «Технология машиностроения» всех форм обучения / ГОУВПО «Воронежский государственный технический университет»; сост. А.И. Болдырев, В.В. Бородкин. Воронеж, 2010. 44 с.
Методические указания содержат теоретические сведения о качестве обработки, специальных методах обработки, проектирования операций механической обработки и сборки. Сформулированы задания на лабораторные работы, методические указания и контрольные вопросы.
Методические указания предназначены для обучения студентов всех форм обучения специальности 151001 «Технология машиностроения».
Методические указания подготовлены на магнитном носителе в текстовом редакторе Microsoft Word 97 и содержатся в файле МУ ЛР ОТМС.
Табл. 6. Ил. 9. Библиогр. 9 назв.
Рецензент д-р техн. наук, проф. В.П. Смоленцев
Ответственный за выпуск зав. кафедрой канд. техн. наук, проф. А.И. Болдырев
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© ГОУВПО «Воронежский
государственный техни-
ческий университет», 2010
ЛАБОРАТОРНАЯ РАБОТА № 1
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ
ПОГРЕШНОСТИ ОБРАБОТКИ ОТ ТЕМПЕРАТУРНОЙ ДЕФОРМАЦИИ И РАЗМЕРНОГО ИЗНОСА
ИНСТРУМЕНТА
1.1. Цель работы
Определение закономерностей изменения погрешностей чистового точения заготовок, вызванных раздельным и совместным влиянием температурных деформаций и размерного износа резца
1.2. Оборудование, приборы, инструменты
1. Токарно-винторезный станок
2.
Заготовки из прокатанной конструкционной
стали 45,
100-120 мм, l
= 300-400 мм;
![]() = 750 МПа
= 750 МПа
3. Проходные резцы, материал режущей части – Т15К6, сечение державки 16×25
4. Индикаторная рычажная скоба с ценой деления 0,001 мм
5. Секундомер
1.3. Общие положения
От
10 до 40 процентов теплоты, возникающей
в процессе точения, переходит в резец.
Эта теплота вызывает его удлинение и
изменение положения вершины резца
относительно обрабатываемой заготовки
на величину
![]() (рис. 1.1). Закон изменения температурных
деформаций во времени при нагревании
можно охарактеризовать показательной
функцией [1]:
(рис. 1.1). Закон изменения температурных
деформаций во времени при нагревании
можно охарактеризовать показательной
функцией [1]:
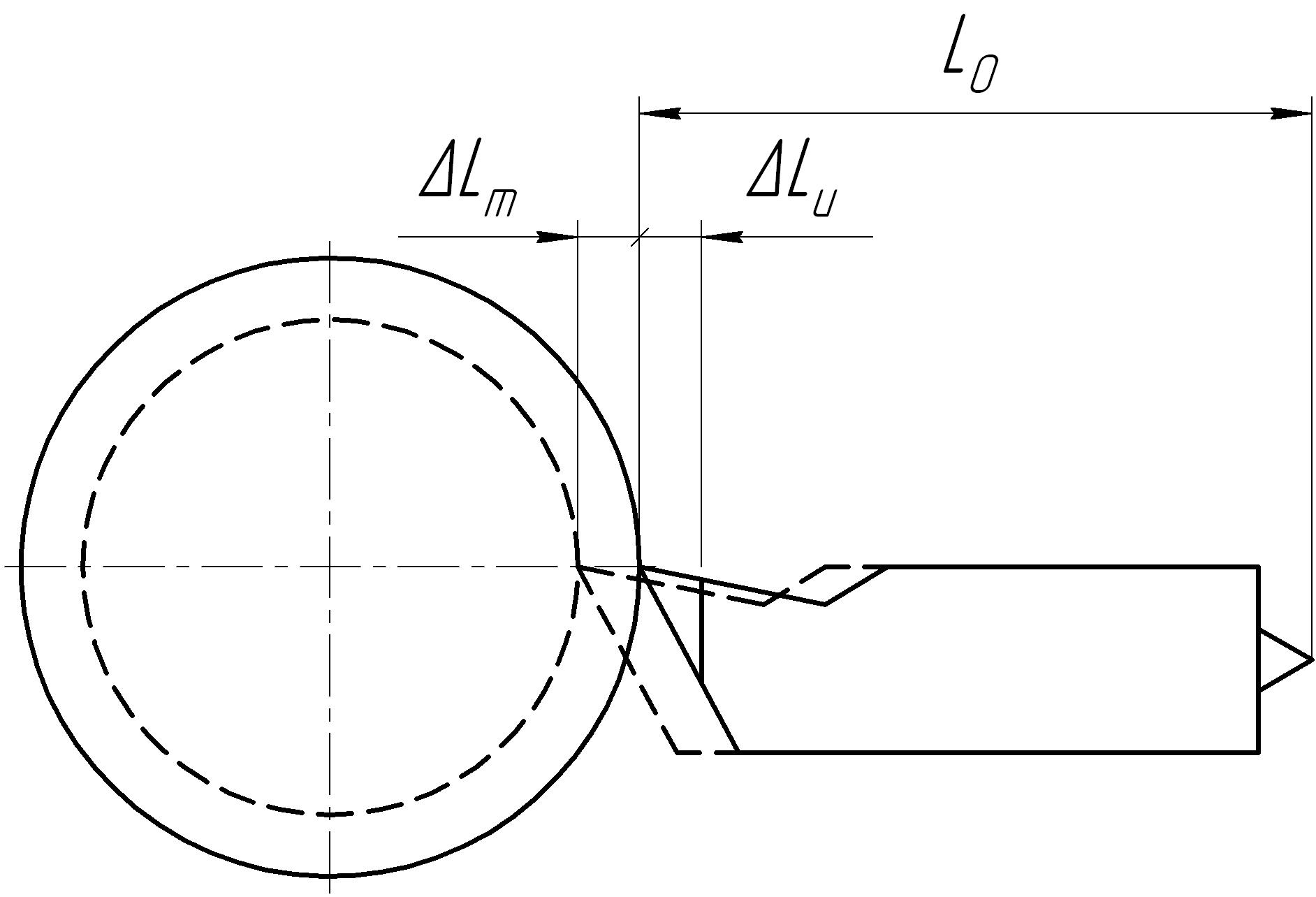
Рис. 1.1. Изменение положения вершины резца под влиянием температурных деформаций и размерного износа
![]() ,
,
где
- величина удлинения резца в момент
времени
![]() ,
мкм;
,
мкм;
![]() -
величина удлинения в установившемся
режиме теплового равновесия, мкм;
-
величина удлинения в установившемся
режиме теплового равновесия, мкм;
- время, мин;
![]() -
основание натурального логарифма.
-
основание натурального логарифма.
Максимальная величина удлинения резца при непрерывном точении стали может быть приближенно определена по формуле[1]:
![]() ,
,
где
![]() - вылет резца из резцедержателя, мм;
- вылет резца из резцедержателя, мм;
![]() -
площадь поперечного сечения резца,
мм2;
-
площадь поперечного сечения резца,
мм2;
![]() -
скорость резания, м/мин;
-
скорость резания, м/мин;
![]() -
глубина резания, мм;
-
глубина резания, мм;
![]() -
подача, мм/об;
-
подача, мм/об;
- предел прочности обрабатываемого материала, МПа;
![]() -
коэффициент (для условий эксперимента
С
= 0,45).
-
коэффициент (для условий эксперимента
С
= 0,45).
Одновременно
с температурным удлинением резца
![]() в процессе точения за счет изнашивания
происходит его укорочение на величину
в процессе точения за счет изнашивания
происходит его укорочение на величину
![]() (рис. 1.1). Зависимость размерного износа
(мкм) от пути резания в зоне нормального
износа носит линейный характер:
(рис. 1.1). Зависимость размерного износа
(мкм) от пути резания в зоне нормального
износа носит линейный характер:
![]() ,
,
где
![]() - интенсивность изнашивания (относительный
износ) [2, табл. 28], мкм/км;
- интенсивность изнашивания (относительный
износ) [2, табл. 28], мкм/км;
![]() -
длина пути резания, км:
-
длина пути резания, км:
![]() .
.
Характер зависимостей температурных деформаций резца от времени резания и размерного износа от пути резания представлен на рис. 1.2.
Экспериментальное определение температурных деформаций и размерного износа методом непосредственного измерения резца в нагретом и охлажденном состоянии. Сущность этого метода заключается в следующем: прервав процесс резания после определенного времени работы резца, быстро отводят резец от обрабатываемой заготовки и измеряют изменение его длины сначала в нагретом состоянии, а затем после остывания до температуры окружающей среды.
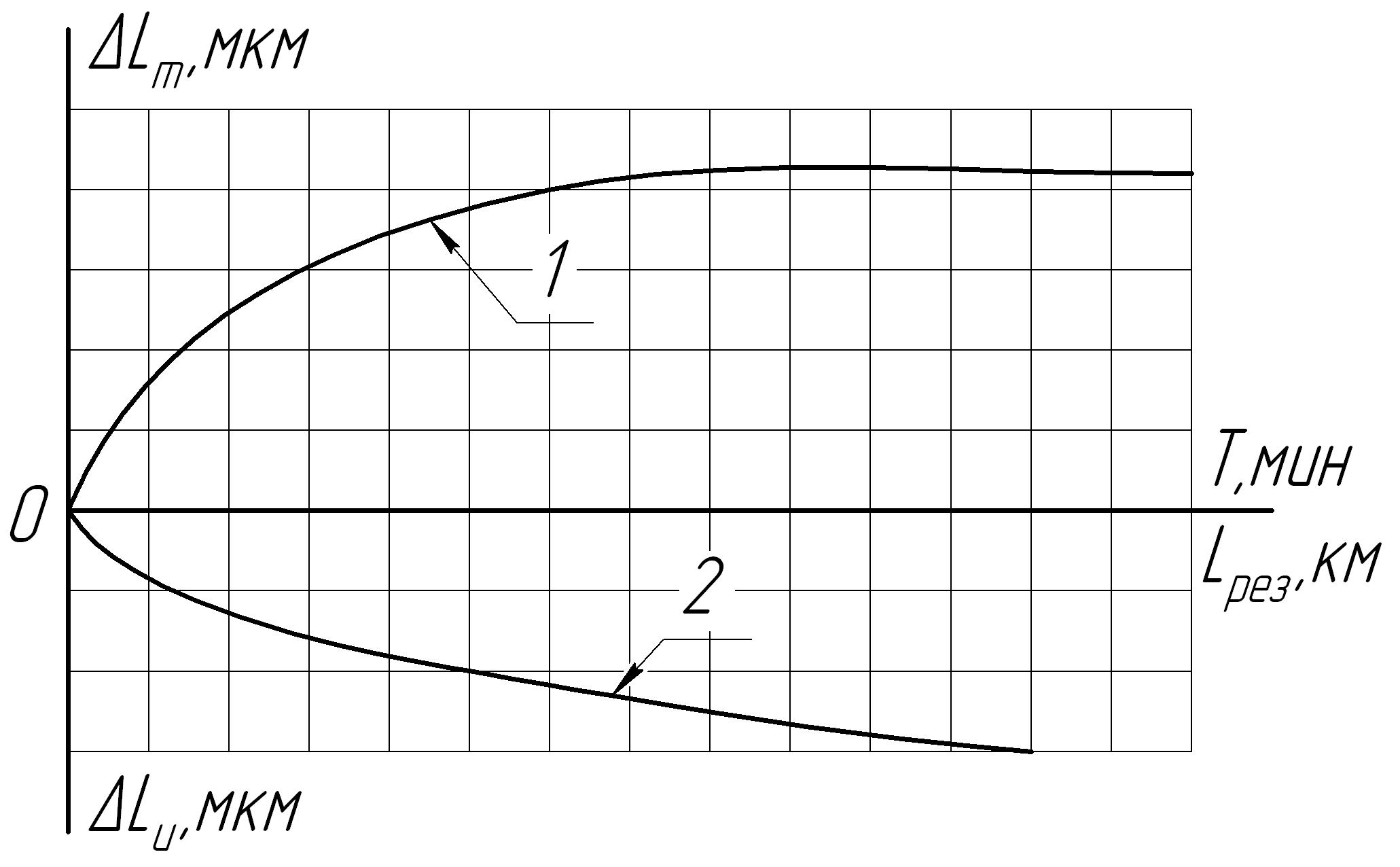
Рис. 1.2. Зависимость величины температурной деформации и размерного износа резца от времени и пути резания:
1 – деформация резания от нагрева при непрерывном точении; 2 – размерный износ резца
Разность
отклонений в нагретом
![]() и охлажденном
и охлажденном
![]() состояниях резца соответствует его
удлинению
в процессе резания, а отклонение
- укорочению резца
за счет размерного износа. Измерения
производятся через определенные
промежутки времени
или по прошествии определенного пути
резания
состояниях резца соответствует его
удлинению
в процессе резания, а отклонение
- укорочению резца
за счет размерного износа. Измерения
производятся через определенные
промежутки времени
или по прошествии определенного пути
резания
![]() .
.