

Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования «Санкт-Петербургский Государственный Лесотехнический Университет им. С.М.Кирова»
Институт химической переработки биомассы дерева и техносферной безопасности
Кафедра технологии лесохимических продуктов, химии древесины и биотехнологии
Практическая работа «Расчет материального баланса гидролизно-этанольного производства»
По дисциплине:
«Технология гидролизных и микробиологических производств»
Выполнила: студентка 4 курса
Логвина И.Г
з/о напр. подготовки 18.03.01
Группа: зХПб-ХТ-17-1, ИХПБДиТБ
Зачётная книжка № 217208
Вариант № 9
Дата: ____________
Подпись:__________
Старший преподаватель: Бахтиярова Анна Валерьевна
Санкт-Петербург
2021 год
Исходные данные для проектирования (Вариант 9)
1.Годовая производственная мощность предприятия по этанолу (в пересчете на абс. алкоголь) G, млн. дал…………………………………………….…………...1,5
2.Число рабочих дней в году N……………………………………………..345 3.Соотношение технологической щепы и опилок
в составе сырья по массе Рщ: Ро, отн. Ед…………………………………....0,5/0,5
4.Соотношение хвойной и лиственной древесины
в составе сырья по массе Рх : Рл,отн. Ед……………………… ……..……..0,8:0,2
5.Влажность древесины (относительная), %
хвойной wx……………………………………………………………....….50 лиственной wл……………..…………………………………………………...45
6.Номинальная вместимость гидролизаппарата V’, м3………………………..80 7.Рабочая вместимость гидролизаппарата V, м3……………………………….64 8.Плотность загрузки сырья (в пересчете на а.с.д.) q, т/м3…………………..0,143
9.Гидромодуль подачи варочной кислоты на загрузку m3, отн.ед……..……..2,5 10.Расход H2SO4 на нейтрализацию зольных элементов, % от а.с.д.:
хвойной Rk(x)…………………………………………………………..…..0,3 лиственной Rk(x)......................................................…..........................……....0,5
11.Выход абс. сухого лигнина в % от массы а.с.д.:
хвойной Zлг(х)……………………………………………………….….….38 лиственной Zлг(л)…………………………………………… ……..………….32
12.Влажность технического лигнина wлг, %.......................................................62 13.Выход общих РВ в % то а.с.д. DРВ(Д)………………………………………..42 14.Массовая доля ферментируемых (сбраживаемых) РВ
От общих РВ, DPB(Ф), отн. Ед………………………………….....…… ..… ...0,71
15.Выход этанола из 100 кг сбраживаемых РВ Gэ(рв), л………………………..57
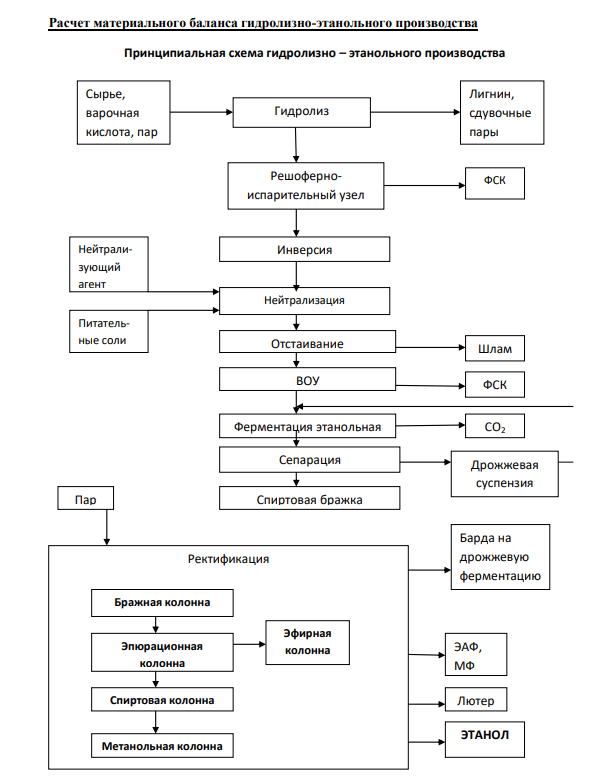
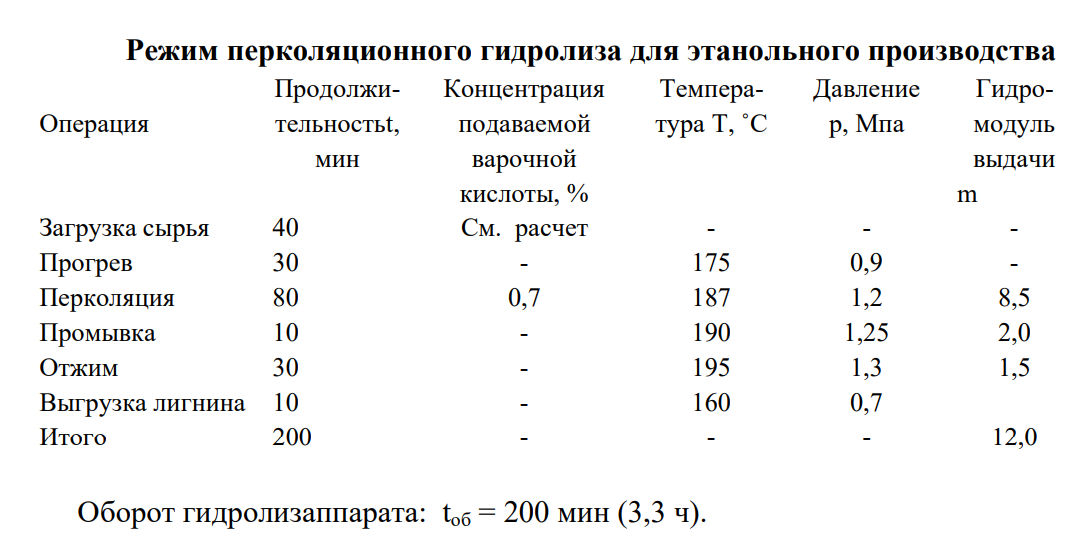
Гидролизное отделение
При материальных и тепловых расчетах гидролизного отделения использованы параметры режима перколяционного гидролиза хвойной древесины в гидролизаппаратах номинальной вместимостью 50 м 3 (табл. 3).
Таблица 3
Баланс процесса гидролиза («варки»):
1.Количество (масса) загружаемого в гидролизаппарат сырья (в пересчете на а.с.д.), Р’:
P’= =64×0,143
= 9,15
т.
=64×0,143
= 9,15
т.
2.Средняя влажность сырья, wд:
Wд= =0,8×50+0,2×45=49
%
=0,8×50+0,2×45=49
%
3.Количество влаги в загружаемом сырье, W’д:
W'д= =
= = 8,79
т.
= 8,79
т.
4.Количество варочной кислоты на загрузку, Rвк(3):
Rвк(3)=P’*m3=9,15×2,5 = 22,88 т.
5.Средняя температура содержимого гидролизаппарата после загрузки, Т:
Т=
 =
= =49,23
0С
=49,23
0С
6.Количество тепла (Qд) для нагрева сырья (в пересчете на абсолютно сухое) от Т (температура после загрузки) до Тпр=1700С (в конце прогрева):
Qд=Р’cд×(Тпр-Т)=9,15×103×1,55×(170-49,23) = 1713,18 ×103 кДж
7. Количество тепла (Qв) для нагрева влаги сырья и загруженной варочной кислоты от Т до Тпр:
Qв=(W’д+Rвк(3)) ×(iв(пр)-iв)=(8,79+22,88)103 (720-205)= 16311,65×103 кДж
8.Расход
греющего пара на прогрев содержимого
гидролизаппарата I’пр: I’пр= =
= =
9,61 ×103
кг
(9,61
т.)
=
9,61 ×103
кг
(9,61
т.)
9.Количество воды в гидролизаппарате после загрузки и прогрева, Wпр:
Wпр=W’д+Rвк(3)+I’пр = 8,79 + 22,88 + 9,61 = 41,288 т.
10.Количество активной серной кислоты после загрузки и прогрева (при ее концентрации Ск=0,5%), Rк(пр):
Rк(пр)= =
=
 = 0,206
т.
= 0,206
т.
11.Количество серной кислоты, нейтрализованное зольными элементами сырья при загрузке и прогреве, Rк(н):
Rк(н)
=
 =
=
 =0,031
т.
=0,031
т.
12. Общий расход серной кислоты на загрузку, Rк(3):
Rк(3)=Rк(пр)+Rк(н) = 0,206 + 0,031 = 0,238 т.
13. Концентрация H2SO4 в варочной кислоте, подаваемой на загрузку, Ск(3): Ск(3)= ( Rк(3):Wпр) ×100 = (0,24 : 41,29 )×100 = 0,575 %
14. Количество гидролизата, отбираемого при перколяции, Dг(ПК):
Dг(пк) = Р’×mnk = 9,15 * 8,5= 77,79 т.
15. Количество гидролизата, отбираемого при промывке, Dг(пм):
Dr(пм) = Р’×mпм = 9,15 × 2,0 = 18,3 т.
16. Количество гидролизата, отбираемого при отжиме, Dг(от):
Dr(от) = Р’×mот = 9,15 × 1,5 = 13,73 т.
17. Общее количество отбираемого гидролизата, D’r:
D’r = Dr(пk) +Dr(пм) + Dг(от) = 77,79 + 18,3 + 13,73 = 109,82 т.
18.Выход технического лигнина(а.с.), Z’лг:
Z’лг
=
 =
=
 = 3,37 т.
= 3,37 т.
19. Влага в техническом лигнине, W’лг:
W’лг
=
Z’лг×wлг:100 =
= =
2,09 т.
=
2,09 т.
20. Количество влажного лигнина, выгружаемого в циклон, Z’лг(в):
Z’лг(в) = Z’лг+W’лг = 3,37 + 2,09 = 5, 46 т.
21. Из баланса находим суммарный расход варочной кислоты на перколяцию и воды на промывку (включая конденсат греющего пара),
W=Rвк(пк)+Wпк+Iпк
Р’+W’д+R’вк(3)+I’пр+Rвк(пк)+W’пм+Iпк=D’r+Z’лг(в);
W=D’r+Z’лг(в)-P’-W’д-R’вк(з)-I’пр=109,82 + 5,46-9,15-8,79- 22,9- 9,61= 64,84 т.
22. Расход пара на нагрев воды, подаваемой на перколяцию и промывку ( с 140 до 190 0С),
I’пп : I’пп=(W-I’пп)(iв(пм)-iв(1)):(iп-iв(пм))(1-zn);
I’пп×(iп-iв(пм))(1-zn)=Wiв(пм)-I’nn×iв(пм)-W×iв(1)+I’пп×iв(1);
I’nn= =
= =
7,
049т.
=
7,
049т.
где iв(пм)-удельная энтальпия воды, подаваемой в гидролизаппарат при температуре 1900С, кДж/кг;
iв(1)- удельная энтальпия воды после решофера Iступени (средняя температура 1400С), кДж/кг; zn-тепловые потери, отн.ед.
23. Общий расход пара на варку, I’:
I’ = I’нр + I’nn = 9,62 + 7,049 = 16,66 т.
24. Расход технической воды на перколяцию и промывку, W’nn:
W’nn = Rвк(пк)+Wпм = W - I’пп =64,84- 7,049 = 57,79т.
25. Расход H2SO4на перколяцию и промывку, Rk(nk):
Rk(nk)
= =
= = 0,23т.
= 0,23т.
26. Общий расход H2SO4 на «варку» ( в пересчете на моногидрат), R’k:
R’k = Rk(3)+Rk(nk) = 0,238 + 0,23 = 0,47 т.
27. Расход серной кислоты с массовой долей моногидрата 93%, R’тк:
R’тк = R’k:0,93 = 0,47 / 0,93 = 0,507 т.
28. Выход (съем) общих РВ с «варки», D’рв:
D’рв
=
 =
=
 =
3,84
т. ( 3844 кг)
=
3,84
т. ( 3844 кг)
29. Выход общих РВ из 1 м3 рабочей вместимости гидролиз аппарата, Dрв(1):
Dрв(1) = D’рв:V = 3844 / 64 = 60,06 кг/м3
30. Удельный расход сырья (а.с.) на 1т общих РВ, Р1:
Р1 = Р’:D’PB = 9,15 / 3,84 = 2,381 т.
Расчет баланса процесса гидролиза |
|||
показатели, обозначение |
приход,т |
показатели, обозначение |
расход, т |
сырье (а.с.д.) Р' |
9,15 |
Гидролизат при перколяции Dг(nk) |
77,79 |
Влага сырья W'д |
8,79 |
Гидролизат при промывке Dг(пм) |
18,3 |
Варочная кислота на загрузку Rвк(3) |
22,88 |
Гидролизат при отжиме Dг(от) |
13,73 |
Пар на прогрев I'пр |
9,61 |
Лигнин Z'лг |
3,37 |
Вода на перколяцию и промывку W'nn |
57,79 |
Влага лигнина W'лг |
2,09 |
Пар на перколяцию и промывку I'nn |
7,049 |
- |
- |
Итого |
115,28 |
Итого |
115,28 |