

Учебники, ГОСТы и пр. / УП Разъемные и неразъемные соединения
.pdfРезьба, образованная на наружной поверхности детали, называется наружной, на внутренней - внутренней.
Расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы, называется шагом резьбы.
В качестве основной крепежной резьбы применяют метрическую резьбу с крупным шагом. Она менее чувствительна к износу и неточности изготовления.
Название происходит от системы мер, которая за эталон расстояния принимает метр и его десятикратные доли. Западным аналогом метрической резьбы является дюймовая (трубная), в которой приняты условные обозначения, соответствующие кратным долям одного дюйма.
Изготовление резьбы. Ручная нарезка резьбы
Ручная нарезка резьбы имеет непосредственное отношение к слесарной обработке металла и выполняется специализированным инструментом. Наружная резьба нарезается плашкой (рис. 1.2) - диском из инструментальной стали, имеющим в центре резьбу нужного размера и отверстия для отвода стружки. Внутреннюю резьбу нарезают метчиками (рис. 1.3), представляющий собой стержень с продольными пазами, на выступающие грани которого также нанесена эталонная резьба. Заготовки для нарезания резьбы имеют диаметр, отличный от номинального размера готовой детали. К примеру, для нарезания шпильки M8 используется заготовкапрут с номинальным диаметром от 7,9 до 7,94 мм, в зависимости от шага резьбы. На рис. 1.4 показана последовательность создания резьбового отверствия с помощью метчика - сверление, создание фаски, нарезание резьбы.
Рис. 1.2 Рис. 1.3
11

Рис. 1.4
Изготовление резьбы. Автоматизированные методы.
Автоматическая нарезка резьбы осуществляется на токарных и резьбонарезных станках с использованием резца, имеющего специальную форму головки. При нарезании резьбы на токарном станке в механизме продольной подачи устанавливается соответствующий режим и выбирается шаг, после чего нарезка происходит без участия токаря.
В масштабах промышленного производства наиболее широкое распространение получил метод изготовления резьбы накатыванием. При нем разогретую заготовку прокатывают через систему профильных лезвий, из-за чего на поверхности цилиндрического изделия выдавливается профиль резьбы.
Альтернативными методами изготовления метрической резьбы остаются штамповка и литье. При штамповке разогретую заготовку с силой зажимают между штамповочными формами. Литье же осуществляется посредством форм с сыпучим песком для отливки стальных изделий. Такие методы металлообработки характерны
12
для изготовления метрической резьбы, имеющей сложный профиль или непостоянный шаг.
Применения резьбовых соединений
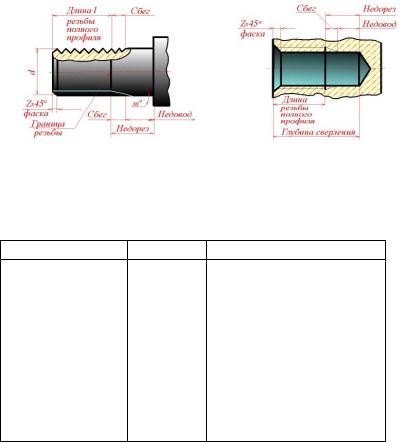
Метрическая резьба используется для сбора постоянных и временных металлоконструкций, в машиностроении, приборостроении, при возведении инженерных коммуникаций. Многочисленные фитинги для труб также имеют именно резьбовое соединение с метрическими параметрами. На рис. 1.1 представлены параметры резьб.
Рис. 1.5
В таблице 1.1 представлены типы резьб и их обозначение на чертежах.
Таблица 1.1
Тип резьбы |
Обозначение Назначение |
Метрическая |
М… |
Резьба общего назначения, стан- |
|
|
дартные крепежные изделия |
|
|
|
Метрическая кониче- |
МК… |
Приборостроение |
ская |
|
|
|
|
|
Трапецеидальная |
Tr… |
Ходовые винты, передающие |
|
|
возвратно-поступательное дви- |
|
|
жение |
|
|
|
Упорная |
S… |
Механизмы с большим осевым |
|
|
усилием (винтовые прессы, дом- |
|
|
краты) |
|
|
|
Трубная цилиндриче- |
G… |
Соединение труб, фитинги, вен- |
13
ская |
|
тили |
|
|
|
Трубная коническая |
R… |
Соединение труб при больших |
|
(наружная) |
давлениях и температурах (по- |
|
Rc… |
вышенная герметичность) |
|
(внутренняя) |
|
|
|
|
Круглая для электро- |
E… |
Патроны, цоколи |
технической арматуры |
|
|
|
|
|
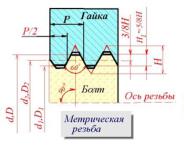
Резьба метрическая цилиндрическая. Обозначение.
Профиль метрической резьбы представлен на рис. 1.6.
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5 x 0,5; М56 x 2.
Для левой резьбы после условного обозначения ставят буквы
LH, например: М16LH, М24LHх1,5.
Параметры стандартных резьб определены в нескольких ГОСТ, в частности, в таблице 1.2 ниже представлены фрагменты данных о метрических резьбах из ГОСТ.
Рис. 1.6
Резьба метрическая коническая. Обозначение.
Метрическая коническая резьба обозначается буквами МК, например: МК x 30; левая резьба МК30 x 2 LH.
14

В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30 x 2 ГОСТ 25229-82.
Таблица 1.2
Диаметр резьбы |
|
Шаг резьбы, Р |
Высота |
||
|
|
|
|
|
профиля, Н |
|
|
|
|
|
|
Наружный, d |
Средний, d2 |
Внутренний, d1 |
Крупный |
Мелкий |
|
|
|
|
|
|
|
3,0 |
2,675 |
2,459 |
0,50 |
— |
0,270 |
|
|
|
|
|
|
6 |
5,350 |
4,918 |
1,0 |
— |
0,541 |
|
|
|
|
|
|
8 |
7,675 |
7,459 |
— |
0,50 |
0,270 |
|
|
|
|
|
|
10 |
9,026 |
8,376 |
1,5 |
— |
0,812 |
|
9,675 |
9,459 |
— |
0,50 |
0,270 |
|
|
|
|
|
|
12 |
11,675 |
11,459 |
— |
0.50 |
0,270 |
|
|
|
|
|
|
14 |
12,701 |
11,835 |
2,0 |
— |
1,082 |
|
13,675 |
13,459 |
— |
0,50 |
0,270 |
|
13,026 |
12,376 |
— |
1,5 |
0,812 |
|
|
|
|
|
|
15 |
14,026 |
13,376 |
— |
1,5 |
0,812 |
|
|
|
|
|
|
16 |
10,675 |
15,459 |
— |
0,50 |
0,270 |
|
15,026 |
14,376 |
— |
1,5 |
0,812 |
|
|
|
|
|
|
18 |
16,376 |
15,294 |
2,5 |
— |
1,353 |
|
17,675 |
17,459 |
— |
0,50 |
0,270 |
|
|
|
|
|
|
20 |
18,376 |
17,294 |
2,5 |
— |
1,353 |
|
19,675 |
19,459 |
— |
0,50 |
0,270 |
|
|
|
|
|
|
Резьба трубная цилиндрическая. Обозначение.
Профиль трубной цилиндрической резьбы представлен на рис.
1.7.
Трубная цилиндрическая резьба имеет профиль с углом 55°.. Шаг трубной цилиндрической резьбы выражается числом витков на один дюйм. Размер трубной резьбы - не физический диаметр нарезки, а условное число, характеризующее проходной диаметр стандартной трубы. Трубная цилиндрическая резьба применяется для соединения труб, где требуется герметичность.
15

Рис. 1.7
.
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буква-
ми LH .
G 1 ½ - В - резьба трубная цилиндрическая, номинальный диаметр 1 ½ дюйма, класс точности В.
Длину свинчивания указывают в миллиметрах после обозначения класса точности: G 1 ½ -В-40.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2" (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
Некоторые параметры стандартных трубных цилиндрических резьб из ГОСТ 6357-81 представлены в таблице 1.3.
Таблица 1.3
Данные о трубной цилиндрической резьбе
Размер резьбы, дюйм |
1/4 |
3/8 |
1/2 |
3/4 |
1 |
1 ¼ |
|
|
|
|
|
|
|
Условный проход (внутренний |
9 |
10 |
15 |
20 |
25 |
40 |
диаметр трубы), мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
Наружный диаметр трубы, мм |
13,5 |
17,0 |
21,3 |
26,8 |
33,5 |
48,0 |
|
|
|
|
|
|
|
Наружный диаметр резьбы, мм |
13,16 |
16,67 |
20,96 |
26,44 |
33,25 |
47,80 |
|
|
|
|
|
|
|
16
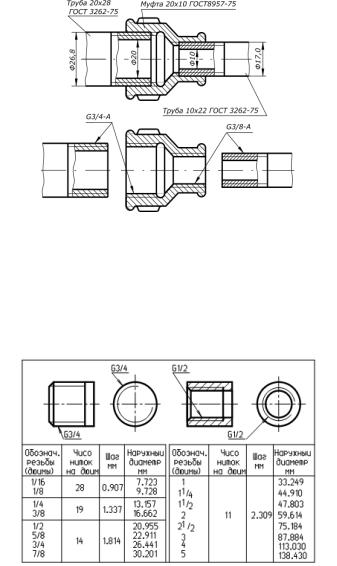
На рис. 1.8 показаны примеры чертежей соединений двух труб разного диаметра с помощью муфты.
Рис. 1.8
Шаг трубной резьбы может быть определен с помощью резбомера для трубных резьб. Числовые значения шагов определены из соотношения P=25,4/z (z-число ниток на дюйм) с округлением до 3- го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля (рис. 1.9).
Рис. 1.9
17
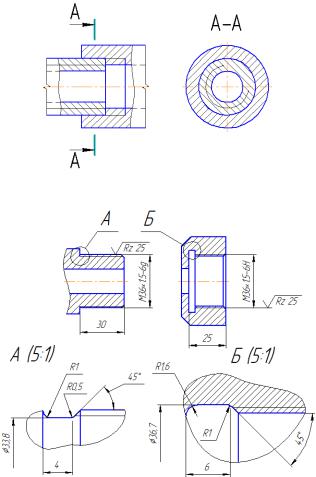
Изображение резьбы на чертеже.
Ниже на рис. 1.10 - 1.13 представлены примеры чертежей деталей с обозначениями и размерами.
Рис. 1.10
Рис. 1.11
18

Рис. 1.12
Рис. 1.13
Резьбовые проточки, размеры, изображения на чертеже.
В ГОСТ 10549-80 представлены данные о таких элементах резьбы, как - сбеги, недорезы, проточки, фаски. Форма и размеры проточек для наружной метрической резьбы должны соответствовать этому ГОСТ (рис. 1.14).
19
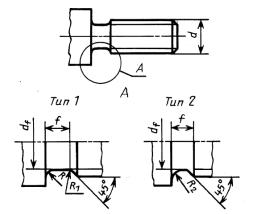
Рис. 1.14
Размеры проточек для наружной метрической резьбы (фрагмент ГОСТ 10549-80 ) представлены в таблице 1.4.
Таблица 1.4
Шаг |
Диаметр d |
|
Проточка |
|
Диаметр |
||
резьбы |
резьбы с |
|
|
|
|
проточки |
|
Тип 1 |
Тип1 |
Тип2 |
Тип 2 |
||||
крупным |
|||||||
|
|
узкая |
|
узкая |
|
||
|
шагом |
нормальная |
номальная |
|
|||
|
|
|
|
||||
|
|
|
|
|
|
|
|
0,5 |
3 |
2,0 |
1,25 |
2,7 |
2,0 |
d-0,8 |
|
|
|
|
|
|
|
|
|
1 |
6; 7 |
4,0 |
2,5 |
5,2 |
3,7 |
d-1,5 |
|
|
|
|
|
|
|
|
|
1,25 |
8 |
5,0 |
3,2 |
6,7 |
4,9 |
d-1,8 |
|
|
|
|
|
|
|
|
|
1,5 |
10 |
6,0 |
3,8 |
7,8 |
5,6 |
d-2,2 |
|
|
|
|
|
|
|
|
|
2 |
14; 16 |
8,0 |
5,0 |
10,3 |
7,3 |
d-3,0 |
|
|
|
|
|
|
|
|
|
2,5 |
18; 20; 22 |
10,0 |
6,3 |
13 |
9,3 |
d-3,5 |
|
|
|
|
|
|
|
|
|
3 |
24; 27 |
12,0 |
7,5 |
15,2 |
10,7 |
d-4,5 |
|
|
|
|
|
|
|
|
|
3,5 |
30; 33 |
14,0 |
9,0 |
17,7 |
12,7 |
d-5,0 |
|
|
|
|
|
|
|
|
|
Форма и размеры проточек для внутренней метрической резьбы (фрагмент ГОСТ 10549-80 ) показаны на рис. 1.15.
20