

Министерство образования Республики Беларусь
Учреждение образования
БелорусскиЙ государственный университет
информатики и радиоэлектроники
Факультет заочного обучения
Кафедра электронной техники и технологии
КОНТРОЛЬНАЯ РАБОТА
по дисциплине
«Программно-управляемые электронные средства»
Выполнил: студент гр. 990241
_________________ Петушок И.М.
Проверил: ст. преподаватель каф. ЭТТ
___________________ Собчук Н.С.
Минск 2024
Содержание
ВВЕДЕНИЕ 3
1. Геометрическая задача устройства с числовым программным управлением 4
2. Схема организации управления ГПС в реальном масштабе времени 9
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 20
Введение
Стремление повысить эффективность многономенклатурного единичного и мелкосерийного производства привело к пониманию того, что в современных многономенклатурных технологических комплексах должны обеспечиваться интенсификация и автоматизация технологических операций, компьютеризация технологического процесса и их согласование с операциями транспортирования, складирования и управления. Это привело к появлению новых принципов организации и управления технологическими процессами, которые называются гибкими производственными системами (ГПС).
Начиная с 80-х гг. ХХ в. в машино и приборостроительных отраслях промышленности начинают создаваться ГПС, в которых при реализации как вспомогательных, так и основных технологических процессов значительное место отводится промышленным роботам. Таким образом, мы наблюдаем начальный этап развитого станкостроения.
Геометрическая задача устройства с числовым программным управлением
Цель геометрической задачи - отобразить геометрическую информацию чертежа в конечном изделии. Формообразующее движение станка воспроизводится следящими приводами, которые расположены так, что соответствуют координатной системе станка.
Управляющая программа состоит из отдельных кадров, каждый из которых содержит описание, привязанное к очередному элементарному участку. Первый кадр будет содержать номер кадра, признак движения, значение перемещения вдоль осей X и Y при движении от одной опорной точки к другой. Обработка первого кадра начнется с момента его активизации, т. е. когда он станет рабочим, до этого он будет буферным кадром.
Обработка состоит в расчетах промежуточных относительных положений инструмента и заготовки от одной опорной точки к другой, а также в управлении движением в соответствии с расчетом. Затем отрабатывается следующий кадр и дальнейшая последовательность активизации кадров управляющей программы. Последовательная обработка содержащейся в ней информации сопровождается выдачей оперативных команд на исполнительные приводы и приводит к последовательному обходу запрограммированного контура.
Любой кадр управляющей программы в конце становится буферным, в котором преобразуется информация, представленная на физические программные носители или в память ЧПУ в виде, удобном для выполнения расчетов. Затем кадр становится рабочим.
Интерполяция. Интерполяция — вычислительная процедура устройства ЧПУ, обеспечивающая переход от укрупненного описания заданного перемещения к оперативным командам функции времени для использования приводов.
Интерполяция осуществляется над целыми числами, каждая единица которых соответствует перемещению или углу поворота рабочего органа станка, контролируемыми в процессе управления. Такое соответствие трактуют как дискретность перемещений. Она определяется ценой деления шкалы датчика обратной связи по направлению следящего привода подачи.
Пусть дискретность перемещения некоторой системы ЧПУ составляет 1 мкм. Следовательно, заданное в некотором кадре перемещение, подготовленное для интерполяции, должно быть представлено целым числом микрометров (мкм), т. е. целым числом дискрет. Под дискретой можно понимать управляющую программу, поступающую на вход следящего привода подачи, который отрабатывает каждую дискрету соответственно ее цене, т. е. в виде некоторого элементарного перемещения. Это эквивалентно интерполируемому перемещению по X на 263 000 и по Кна 145 000 дискрет (J263H45). Исходя из заданной в кадре скорости подач, можно рассчитать время полной обработки кадра.
Линейная интерполяция могла бы состоять в равномерной выдаче 263 000 дискрет в привод подачи X и в равномерной выдаче за то же время 145 000 дискрет в привод подачи К В целях экономии затрат вычислительной мощности процесс интерполяции строится иначе. Координату X, перемещения по которой больше, называют ведущей. Управляющие дискреты в привод подач этой координаты поступают равномерно. По ведомой координате Y выдача дискрет разрешена лишь в моменты времени, определяемые дискретами ведущей координаты. При этом происходит некоторое отклонение от заданной прямой линии, которое не превышает цены одной дискреты. Преимуществом является то, что вычислительный цикл завершается одновременно выдачей управляющих команд для приводов подачи всех координат.
Дальнейшим развитием линейной интерполяции является интерполяция на постоянной несущей частоте. В каждый период постоянной частоты для каждой координаты в отдельности рассчитывают число дискрет, которые в этом периоде должны быть отработаны исходя из скорости подачи, заданной для привода данной координаты. Пачки дискрет, подготовленные к выдаче в приводы подач в очередном периоде постоянной частоты, округляют до целых чисел. Дробные остатки накапливают и учитывают в последующих периодах.
При круговой интерполяции частоты управляющих дискрет должны быть сильно неравномерными, поэтому ведущая и ведомая координаты, начиная с некоторого момента времени, могут поменяться ролями. Смещение управляющих дискрет ведомой координаты по отношению к моментам времени определяется теоретически. Это вносит искажение в обрабатываемую траекторию, однако оно невелико на фоне погрешностей ЧПУ.
Интерполяционные расчеты машинного масштаба времени отделены от процесса выдачи управляющих дискрет в приводы подач. Выдача производится по результатам опроса буфера с частотой, определяемой скоростью контурной подачи.
Интерполяционный процесс — совокупность непрерывно повторяющихся до полной обработки информации кадра вычислительных циклов, которые завершаются определением комбинации, выдаваемых на приводы подач управляющих дискрет или пачек дискрет.
Алгоритмы линейно-круговой интерполяции. В большинстве ЧПУ линейно-круговая интерполяция (ЛКИ) производится по методу оценочной функции.
Алгоритм линейной интерполяции. Интерполируемая прямая О А делит плоскость АТ на две области (рис. 1.1): F> 0 и F < О, где F — оценочная функция для каждой промежуточной точки траектории интерполяции. Она зависит от координат конечной точки отрезка, вводимых программой, и вычисляемых координат х., у.. Величина и знак оценочной функции вычисляются интерполятором. Если промежуточная точка находится в области F > 0, то следующий шаг делается по оси X; если точка находится в области F < 0, то следующий шаг — по оси Y. Если интерполируемый отрезок совпадает с осью X, то траектория совпадает с самим отрезком и не выходит из области F = 0. Обычно всегда первый шаг делается по X, но если интерполируемый отрезок совпадает с Y, то первый шаг не делается.
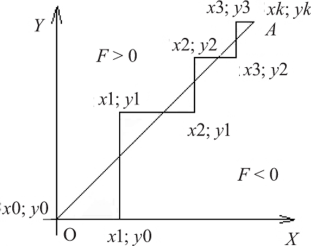
Рис. 1.1. Линейная интерполяция
Алгоритм круговой интерполяции. Окружность, на которой расположен интерполируемый отрезок траектории, представлена областью F = 0 и делит плоскость XY на две области: вне окружности F > 0, внутри окружности F < 0 (для первого квадранта). В общем случае правило выбора шагов при интерполяции с оценочной функцией зависит от направления движения и квадранта (рис. 1.2).
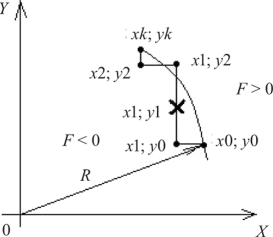
Рис. 1.2. Круговая интерполяция
Координата начальной точки траектории определяется по формуле
R2 = X + Р, где R — радиус интерполируемой дуги окружности.
Алгоритм интерполяции оценочной функции достаточно просто реализуется программно. Есть трехкоординатный и пятикоординатный линейные круговые интерполяторы.
Фазовый следящий привод для отработки управляющих дискрет (рис. 1.3). Абсолютная текущая координата X, представленная в безразмерных дискретах, смещает фазу опорного сигнала t/,sin at на угол (р. Датчик обратной связи по положению передает косвенную информацию о перемещении исполнительного органа через поворот фазы своего гармонического сигнала на угол у. Цена управляющей дискреты определяется значением А<р, которое зависит от характеристики преобразователя «код-фаза».
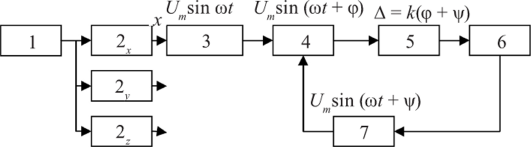
Рис. 1.3. Фазовый следящий привод:
1 — интерполятор или блок интерполяции; 2л. — накопитель абсолютной координаты по Х 2у, 2. — накопители абсолютной координаты no Y, Z; 3 — преобразователь «код-фаза»; 4 — фазовый дискриминатор; 5 — регулируемый привод; 6 — исполнительный орган; 7 — фазовый датчик обратной связи по положению
Геометрическая задача при позиционном управлении. При прямоугольной позиционной обработке последовательно используют отдельные следящие приводы подач декартовой формообразующей системы координат. Опорные точки в этом случае расставляют в местах, где происходит смена управляемых координат и где принудительно изменяется скорость задач. Программа управления содержит группы кадров, предусматривающих использование в рамках группы одного инструмента. Блок открывается кадром, в котором закодировано перемещение нужного инструмента в начальное положение перед очередной операцией.
Специфика прямоугольной обработки не меняет в устройстве ЧПУ формального содержания процесса переработки управляющей команды: ввод, вычисление и выдача оперативных управляющих команд следящим приводам станка. Мера сложности геометрической задачи определяется программным наполнением ее фаз: уровнем начального контроля исходных текстов, степенью автоматизации подготовительных траекторных расчетов, возможностью вмешательства оператора в процесс автоматического управления, числом алгоритмов интерполяции, числом управляющих координат, возможностью настройки и коррекции следящих приводов.