

7326
.pdf11
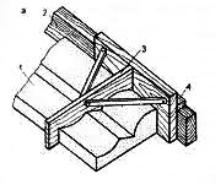
Рис. 4. Шаблон для вытягивания карнизов 1 – подкосы; 2 – профильная доска; 3 – железный профиль; 4 – скошенная сторона;
5 – железо; 6 – салазки; 7 – полозок.
12
ИЗГОТОВЛЕНИЕ МОДЕЛЕЙ
Изготовление модели первая основная производственная операция лепных работ. Модель – это выполненное, в каком – либо материале, воплощение внешней формы предмета. С модели снимают форму, в которой затем отливают нужное число изделий; модели могут быть мягкие (из глины, пластилина, воска) и твердые (из гипса, металла, терракоты, дерева, камня), а
также плоские или объемные, гладкие или орнаментированные.
Лепка глиняной модели – одна из разновидностей искусства ваяния или скульптуры – процесс творческий, поэтому описать все тонкости его выполнения очень трудно. Однако определенная технология лепки существует:
-заготавливаем черновой объем: пальцами рук (главный инструмент лепщика) придают лепному изделию основную форму, учитывая габариты и пропорции изделия;
-наносим рисунок, срезая излишки глины;
-прорабатываем мелкий орнамент, используя стек;
-зачищаем модель (с промывкой водой).
Плоские гладкие модели. Модели прямолинейных и криволинейных тяг (так как они вытягиваются) выполняют из гипса или глины с помощью шаблонов. Прямолинейные модели вытягиваются на верстаке по одному или двум правилам. Место соприкосновения с будущей моделью смазывают жировой смазкой, чтобы обеспечить свободное снятие тяги. Чтобы при вытягивании модель не сдвинулась с места, прибивают две дощечки ограничивающие длину тяги. Приготовленный гипсовый раствор (достаточно густой) быстро накладывают на верстак. По раствору проводят шаблоном, упираясь в правило, оформляя тягу. Профильная доска при этом должна двигаться вперед железной стороной «на обдир». Если тяга не получается из одной порции раствора, приготавливают другую. Операции повторяются до тех пор пока не оформится профиль тяги. При последнем протягивании модель смачивают водой, а шаблон ведут деревянной стороной вперед «на лоск», что делает тягу чище и ровнее.
Рис. 5. Вытягивание деталей наличника.
1 – вытянутая деталь, 2 – правило, 3 – профильная доска, 4 – полозок.

13
Шаблон для криволинейных моделей (рис. 6) проще шаблона для прямолинейных тяг. Профильная доска изготавливается обычным путем. К концу профильной доски прибивают полозок, который служит салазками. К другому концу прибивают правило, называемое радиусной рейкой с отверстием на конце. Длина рейки обуславливается радиусом вытягиваемой модели. Определив центр, в него вбивают гвоздь, надевают на него шаблон и проводят шаблоном по верстаку, оставляя след для нанесения раствора. Далее наливают раствор и вращают его вокруг оси, вытягивая круг.
Рис. 6. Вытягивание модели круглой розетки.
а – шаблон для вытягивания; б – вытягивание; 1 – профильная доска; 2 – полозок; 3 – радиусная рейка; 4 – штырь (гвоздь).
Изготовление объемных моделей. В декоративно – лепном производстве встречаются различные объемные украшения: вазы, балясины, осветительные приборы и т.д. Рассмотрим технологию изготовления балясины. Модель балясины вытачивают на станке (рис 7). По чертежу выполняют шаблон с профилем балясины. Для вытягивания балясины делают веретено c квадратным сечением, на котором вырезают две шейки. На станок прибивают шаблон на уровне оси веретена. Затем готовят гипсовый раствор средней густоты и наносят его на непрерывно вращаемое веретено, при этом шаблоном срезаются излишки раствора. Таким образом, доводят гипсовую модель до профиля шаблона. Чистую выточенную модель снимают со станка, отпиливая концы веретена.

14
Рис. 7. Изготовление модели балясины:
а - станок, б – первая накладка гипса, в – окончание вытачивания; 1 – ручка, 2 – шаблон, 3 – осевое веретено, 4 – шейки.
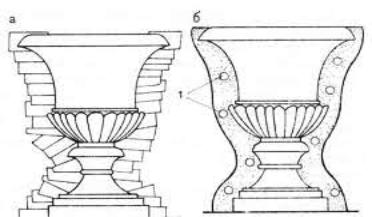
Несколько отличается процесс изготовления вазы (рис 8), так как уличные массивные вазы принято делать полыми (для уменьшения ее массы и с целью посадки в нее цветов). Пустоты заданного размера получают с помощью болванки. Веретено делают более прочным из доски или из бруса. Болванку можно сделать деревянную (но не цилиндрическую, а сходящую на конус ) или гипсовую (простейшим шаблоном, образующим усеченный конус). Болванку смазывают жировой смазкой и приступают к вытягиванию вазы. Сформировав объем вазы в соответствии с шаблоном ее снимают со станка, удаляют из нее внутреннею болванку вместе с веретеном.
Рис. 8. Вытачивание вазы: 1 – веретено, 2 – шаблон, 3 – верстак, 4 – замок, 5 – болванка.
Вазы могут быть как гладкими, так и орнаментированными.
Для этого выточенное тело вазы освобождается от шаблона и не снимая со станка делают точную разбивку повторяющихся частей орнамента. Орнамент может быть накладным и резным (по трафаретной разметке). Рисуют четкий контур одного повторяющегося элемента и лепят его.
Отлив из гипса необходимое число копий элемента орнамента, монтируют их на гипсовом растворе на вазу и зачищают.
Готовую модель вазы покрывают шеллаковым лаком (рис 9).

15
Рис. 9

16
ИЗГОТОВЛЕНИЕ ФОРМ
Цель формовочных работ, получить форму для воспроизведения необходимого числа копий модели. В зависимости от материала модели, условия их применения и требуемого числа готовых изделий формы изготавливают
различных видов и сложности.
Черновые формы, или в расколотку, делают с мягких глиняных или пластилиновых моделей и используют для получения одной гипсовой отливки, после чего расколачиваются.
Глиняная модель, предназначенная под черновую формовку, сначала обрызгивается водой, чтобы при нанесении на модель гипсового раствора сухая глина не впитывала в себя воду из гипса. Затем наносят первый цветной слой называемый оплеской (3 мм). Второй поддерживающий слой более густой из белого гипса (2-3 см). После твердения второго слоя мягкую модель аккуратно выбирают из формы, хорошо промывают водой, просушивают, покрывают 2-3 раза нитролаком, смазывают керосино – стеариновой смазкой и производят отливку. Куски такой формы снимаются легко, хотя черновые формы в большинстве случаев расколачиваются через час – полтора после отливки. Зубило приставляют к форме и наносят по нему молотком легкие удары, срубая куски формы и обнажая гипсовую отливку.
Рис. 10. Изготовление простой черновой гипсовой формы:
а - глиняная модель, укрепленная на щите, б – нанесение первого слоя из цветного гипсового раствора, в – укладка и крепление арматуры, г – нанесение второго слоя из неокрашенного раствора, д – отделение формы от модели, е – удаление остатков глины из формы; 1 – глиняная модель, 2 – деревянный щит, 3 – слой цветного гипса, 4 – бугорки, 5 – насечка поверхности, 6 – арматура из проволоки, 7 – примораживание гипсовым раствором, 8
– плоскость опоры при перевертывании, 9 – второй слой гипсового раствора, 10 – форма, 11 – деревянный клин, 12 – скребок, 13 – перевернутая форма.
17
Изготовление черновой формы с объемной модели значительно сложнее. Модель мысленно делят на такое количество частей (раковин) из которых можно свободно выбрать глину.
Рассмотрим изготовление сложной черновой формы на примере вазы
(рис. 11).
Рис. 11. Черновая форма вазы.
а – установка пластинок на половине вазы, б – устройство первой половины
черновой формы; 1 – лунки
Модель хорошо смачивают водой до полного насыщения. Пластинками из тонкой жести или фольги разделяем вазу на две части, вставив их на глубину 1 – 1,5 см. одну сторону их смазывают и приступают к изготовлению 1-ой раковины (половины формы) по технологии изготовления черновой формы с плоских моделей описанной выше.
После схватывания гипса пластинки вынимают и устраивают замки, для чего на кромках 1-ой раковины просверливают углубления – лунки, необходимые для образования головок на второй раковине.
Очистив кромки раковины, их смазывают керосино - стеариновой смазкой и изготавливают 2-ю половину раковины в той же последовательности. Через 1- 1,5 часа после изготовления 2-ой раковины деревянным клином раздвигают раковины, отделяя их от глиняной модели. Снятые раковины очищают от глины, хорошо промывают, после чего они готовы к отливке.
Перед отливкой раковины смазывают смазкой, складывают вместе, крепко
связывают веревкой с расклиниванием и заливают гипсовым раствором.
Чистые гипсовые кусковые формы состоят из множества кусков: в
форме средней сложности 15-25 кусков, в сложных формах 100-150 кусков. Гипс при схватывании расширяется примерно на 1%, и чтобы уменьшить расширение при изготовлении кусковых форм, гипсовый раствор готовят на известковом молоке. Размеры кусков не должны превышать 30 х 30, а толщина кусков должна быть в пределах от 1,5 до 5 см. Закладываемые куски должны быть армированными и монолитными.
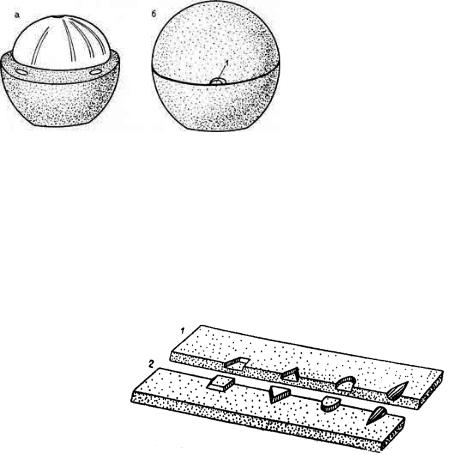
Рассмотрим изготовление простой и кусковой формы на примере яблока (рис. 12). Яблоко твердое, поэтому его покрывают только смазкой. Затем модель кладут во влажный песок, чтобы из него выступала только ½ часть модели. После этого разводят гипсовый раствор и оплескивают им модель тонким слоем. На первый несхватившийся слой наносят второй и тщательно заглаживают его.
18
Как только раствор схватился, форму с моделью вынимают из песка, кромки формы обрезают ножом.
Рис. 12. Форма из двух кусков
а – закладка нижнего куска, б – общий вид формы; 1 – паз для вставки клина между кусками.
Общими деталями для всех кусковых форм являются замки. Назначение их в лепных работах различно: во-первых, они служат своеобразными отличительными метками, которые ускоряют местонахождение кусков в кожухе; во-вторых, замки удерживают куски в кожухе строго на своих местах и не позволяют им смещаться; в-третьих, замки необходимы для соединения раковин или частей кожуха между собой. Замок состоит из лунки (вогнутость, ямка разной формы и глубины) и головки (выпуклость). Обычно в каждом куске делают не меньше двух замков.
Рис. 13 Устройство замков и их форма 1 – лунки, 2 - головки
Далее смазывают кромки с лунками и модель жировой смазкой и приступают к закладке второго куска. Как только раствор схватился, обрезают наружную поверхность формы и разнимают куски. Перед отливкой внутреннюю сторону и кромки формы полностью покрывают нитролаком, а затем жировой смазкой. Раствор заполняет только одну половину формы, закрывают ее второй половиной, поворачивают их в разные стороны. Стенки формы окатываются гипсовым раствором. Как только гипс схватится форму разъединяют и вынимают отлитое изделие.
Сложная форма. С плоской модели, например, с большого листа капители сложную форму снимают так:
Модель листа укрепляют на гипсовом грунте, на щите.В первую очередь закладывают боковые куски по краям модели в последовательности, приведенной на рис. 14.

19
Рис. 14. Изготовление сложной чистой формы с модели листа капители:
а - закладка наружных кусков, б – то же, внутренних; 1 …14 – последовательность заложения кусков, I – скобы.
Такая последовательность обусловлена тем, что каждый новый кусок закладывают рядом с уже затвердевшим и обработанным куском. Пока заложенный кусок твердеет, закладывают арматуру. Уложив все боковые куски, приступают к закладке внутренних кусков, в которые закладывают проволочные петли. В каждом уложенном куске делают замки для определения его места в кожухе. Затем куски смазывают и приступают к наливке кожуха, также как при снятии простой чистой формы. Готовый кожух снимают, укладывают на ровную поверхность так, чтобы он лежал плотно. Снимают куски с модели в порядке, обратном их укладке. Каждый снятый кусок покрывают шеллаковым лаком. После того, как лак окончательно просохнет, куски плотно укладывают в кожух в соответствии с ранее сделанными замками – метками. Собранная форма перед
отливкой в ней изделий должна хорошо просохнуть.
Эластичные формы. Эластичные формы снимают только с жестких моделей: гипсовых, цементных, деревянных, керамических, каменных, металлических.
Для отливки гипсовых изделий лучшей формой считается клеевая и формопластовая. Эти формы благодаря их эластичности легко снимается целиком, даже с таких моделей которые имеют выпуклости и углубления.
Эластичные формы в изготовлении гораздо проще кусковых.
1. Изготовление клеевой формы открытым способом. (рис. 15)
Формуемую модель укрепляют на гипсовом щите. На расстоянии 2-3 см от модели устраивают барьерчик из деревянных планок, глины, гипса или жести высотой на 1 см выше самой высокой части модели. Чтобы клей не подтекал под барьерчик, его швы примазывают к плите с наружной стороны глиной или гипсом.
20
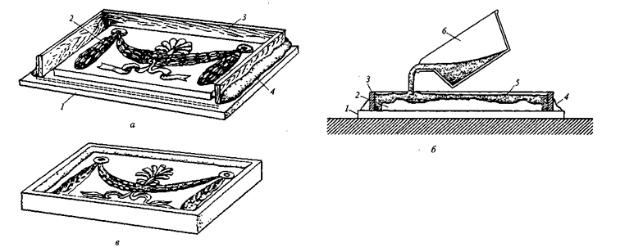
Рис. 15. Изготовление открытой клеевой формы с плоской модели низкого рельефа: а – устройство деревянного барьерчика вокруг плоской модели, б – заливка модели
жидкой клеевой массой (разрез), в – вид готовой клеевой формы, снятой с модели; 1 – гипсовая плита, 2 – модели барельефа, 3 – деревянный барьерчик, 4 – гипсовая подмазка, 5 – ковш с клеевой массой, 6 – клеевая масса.
Технология варки: гранулированный технический желатин заливают теплой водой и оставляют на ½часа для набухания. Клей варят на водяной бане t –70 о С, клееварка должна быть плотно закрыта, т.к. процесс варки происходит за счет парообразования. После полного разжижения в клей вводят 500 – 600 гр. технического глицерина (придает форме эластичность). Затем модель до краев барьерчика заливают клеевой массой. После застывания клея, через 8 – 20 часов барьерчик снимают и приступают к изготовлению гипсового кожуха, который предохраняет эластичные формы от прогибов и перекосов при последующей отливке. Для этого форму обмазывают гипсом толщиной 2 – 3 см. не вынимая из формы модели. После схватывания гипса кожух снимают с клеевой формы, а клеевую форму снимают с модели. Для предохранения клеевой формы от разрушения ее дубят (промывают раствором квасцов). Через час форму вторично пропитывают квасцами и сушат 5 – 6 часов. Клеевая форма должна находиться только в сухом кожухе: от соприкосновения с влажной поверхностью клеевая
форма набухает, увеличивается в объеме, искажает отливки.
2. Изготовление клеевой формы закрытым способом (под кожухом)
(рис. 16).
Изготовление клеевой формы закрытым способом (под кожухом) из клеевой формы с высоких или объемных моделей производится следующим образом: на гипсовую плиту с припуском по краям 5-7 см укрепляют модель и пропитывают все спиртовым лаком. Затем модель обертывают полиэтиленовой пленкой для предохранения ее от загрязнения глиной. Плоскими глиняными пластинками (толщиной 1,5 – 2,5 см) обкладывают полностью модель (по полиэтилену).