

книги / Эскизирование корпусной детали
..pdfПНИПУ кафедра ДГНГ
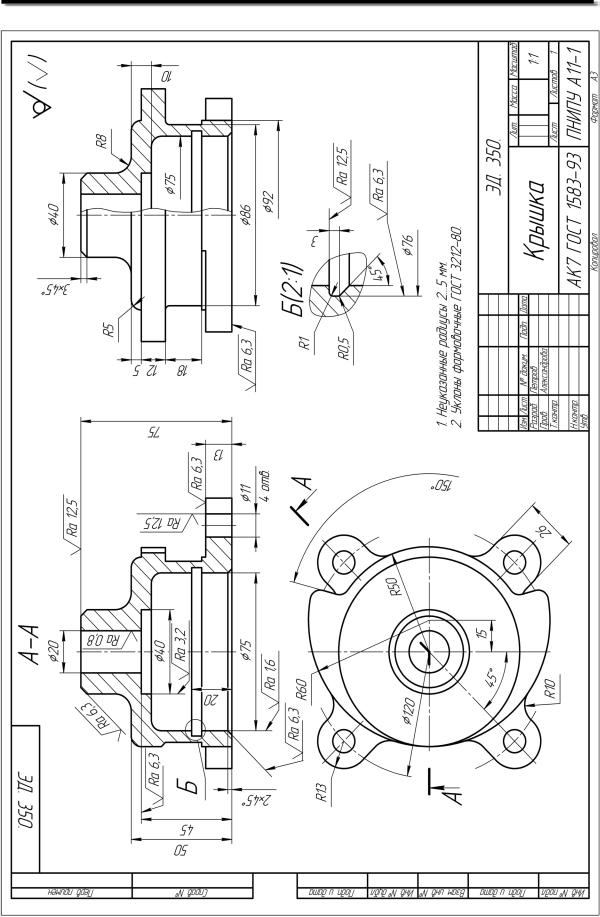
Рис. 6
5.6. Полости на обрабатываемых поверхностях выполняют для уменьшения площади обрабатываемой поверхности и увеличения стойкости детали в работе (рис. 7).
а |
б |
Рис. 7
5.7. Уступы. Часто на черновых (необработанных) поверхностях сравнительно большой протяженности необходимо иметь участки обработанных поверхностей.
Получить такие участки можно двумя способами: местным углублением (рис. 8, а) или удалением части материала со специального прилива (рис. 8, б). В связи с этим нужно иметь в виду, что обработанная поверхность не может быть продолжением черновой или плавно
11

ПНИПУ кафедра ДГНГ
переходить в нее. Между обработанной и необработанной поверхностями обязательно должен быть уступ (см. рис. 7, б, 8, а, б).
а |
б |
Рис. 8
5.8. Приливы, бобышки. На поверхностях, в которых выполняют отверстия для нормального входа и выхода инструмента из отверстия, изготавливают приливы или бобышки. Торцы бобышек должны быть перпендикулярны оси сверла (рис. 9).
а |
б |
в |
г |
д |
Рис. 9
12

ПНИПУ кафедра ДГНГ
6.Размерный анализ
Визделии, машине, механизме каждая деталь находится в соприкосновении с другими деталями. Детали соприкасаются не всеми своими поверхностями, а только некоторыми. По характеру выполняемых функций поверхности могут быть классифицированы на рабочие (чистовые) и нерабочие (черновые).
Под рабочими поверхностями понимают поверхности, при помощи которых деталь сопрягается с другой деталью и выполняет работу в механизме. Рабочие поверхности почти всегда подвергают механической обработке.
Нерабочие поверхности – это поверхности, которые не сопрягаются с поверхностями других деталей и непосредственной работы в механизме не выполняют. Нерабочие поверхности литых деталей механически не обрабатывают.
Рис. 10
13

ПНИПУ кафедра ДГНГ
Деталь, изготовленная литьем, поступает на механическую обработку. Для этого ее необходимо установить в приспособлении, в котором она базируется одной из своих черновых поверхностей. Эта поверхность выбирается из многих соображений, одним из которых является ее относительная протяженность (из условия уменьшения погрешностей), и называется черновой технологической базой. При невозможности совпадения черновых и чистовых баз их следует выбирать возможно ближе друг к другу (например, базы, являющиеся сторонами одной стенки детали). Согласно ГОСТ 2.109-73 при несовпадении баз на чертеж наносятся две группы размеров: первая определяет заготовку (отливку), вторая – размеры, по которым деталь должна быть обработана. Эти две группы размеров может связать только один размер в каждом координатном направлении (рис. 10).
Размерный анализ корпусной детали проводят в такой последовательности:
–определяют рабочие и нерабочие поверхности;
–выбирают черновую и чистовую базы в каждом координатном направлении;
–обе базы соединяют одним размером;
–наносят размеры согласно предложенному ранее порядку. Корпусные детали для соединения с другими деталями, как правило,
имеют крепежные отверстия. В зависимости от формы фланцев детали размеры положения и формы крепежных отверстий наносят следующим образом:
– если фланец имеет цилиндрическую форму, то базами служат центровые линии фланца. Когда часть отверстий находится на базах, а остальные отверстия расположены равномерно по окружности, то размером положения отверстий является диаметр центров отверстий
14

ПНИПУ кафедра ДГНГ
(рис. 11). Если отверстия сдвинуты относительно баз, то задают два размера положения: угол и диаметр центров отверстий (рис. 12);
Рис. 11 Рис. 12
– если фланец имеет прямоугольную форму и на нем имеются центровые линии, которые являются осями симметрии, то их принимают за базы, тогда размеры положения наносят, как симметричные размеры по ГОСТ 2.307-68 (рис. 13). Если нет таких центровых линий, то за базы принимают две стороны фланца, и от них наносят размеры положения центров отверстий (рис. 14).
Рис. 13 |
Рис. 14 |
15

ПНИПУ кафедра ДГНГ
Размеры формы отверстий (диаметр и высота) наносят на разрезах (см. рис. 6, 10). Если таковых нет, выполняют местные разрезы или местные виды с разрезами (см. рис. 9, г, д, 13). Если отверстие выполнено без расточек, т.е. имеет одинаковый диаметр на всей глубине, то допускается наносить размер диаметра на видах (см. рис. 11, 12, 14).
Нанесение размеров на литейные уклоны, скругления, ребра и т.д. показано на рис. 3, 4, 5, 15. Следует иметь в виду, что, как правило, ширину выступов задают меньшим размером, а ширину выемок – большим размером.
Рис. 15
Размеры на чертежах деталей, в том числе и литых, не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров (например, габаритный) указан как справочный. В этом случае справочные размеры отмечают знаком «*», а в технических требованиях записывают «*Размеры для справок».
16
PNRPU
ПНИПУ кафедра ДГНГ
Рис. 16
17

ПНИПУ кафедра ДГНГ
7. Нанесение знаков шероховатости
Определяют шероховатость поверхностей и наносят ее на чертеже, эскизе. В зависимости от характера обработки поверхности деталей можно квалифицировать по следующим группам:
– поверхности, не определяемые данным чертежом, то есть сохраняющиеся в состоянии поставки и не подвергающиеся
дополнительной обработке, должны обозначаться знаком  ;
;
– не сопрягающиеся обработанные поверхности –  ,
,  ,
,  ;
;
–обработанные сопрягающиеся поверхности –  ,
,  ;
;
–опорные –  ,
,  ;
;
–опорные подголовки крепежных стандартных изделий, отверстия на проход, фаски, проточки, торцы, прорези, шлицы –  ,
,  ;
;
–под ключ и под рукоятки, под уплотнительные кольца –  ,
,
 ;
;
–посадочные, требующие точной центровки –  ,
,  ;
;
–резьбовые поверхности –  ,
,  .
.
Примеры простановки шероховатости приведены на рис. 6, 7, 8, 9, 10, 16.
8. Заполнение технических требований
На рабочих чертежах, эскизах литых деталей должны быть помещены технические требования. На учебном эскизе можно ограничиться указанием размеров неуказанных радиусов, формовочных уклонов и размеров для справок (см. рис. 16).
18

ПНИПУ кафедра ДГНГ
9. Заполнение основной надписи
В графе «Наименование изделия» выполняют запись по типу «Корпус», «Крышка». В графе «Материал» указывают марку материала, которую определяют по рекомендации на с. 3.
Номер ГОСТа для каждой марки материала определяют по справочникам.
10. Сдача эскиза
Выполняется в сроки, установленные графиком учебного процесса для данной дисциплины.
19

ПНИПУ кафедра ДГНГ
Библиографический список
1.ГОСТ 2.109–73 ЕСКД. Основные требования к чертежам.
2.ГОСТ 2.307–68 ЕСКД. Нанесение размеров и предельных отклонений.
3.ГОСТ 3212–92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
4.Анурьев В.И. Справочник конструктора: в З томах. – М.: Машиностроение, 2006.
5.Левицкий B.C. Машиностроительное черчение и автоматизация выполнения чертежей: учебник для вузов. – М.: Высшая школа, 2009.
6.Чекмарев А.А. Справочник по машиностроительному черчению /сост. А.А. Чекмарев, В.К. Осипов – 7-е изд., стер. – М.: Высшая школа, 2007.
7.Эскизирование деталей: метод. указания /сост. Е.М. Лебедева, О.В. Паркачева; Перм. гос. техн. ун-т. – Пермь, 1999.
8. Инженерная графика: учебное пособие для вузов/ В.А. Лалетин [и др.]; Пермский государственный технический университет. – Пермь: Изд-во Перм. гос. техн. ун-та, 2007.
20