

книги / Сборник задач и примеров по технологии машиностроения
..pdfОкончание табл. П.5.2
Обрабатываемые ма- |
Коэффициент |
Показатели степени nV при обработке |
||||||
териалы |
Kг для мате- |
резцами |
cверлами, |
фрезами |
||||
|
риала инстру- |
|
|
зенкерами, |
|
|
||
|
мента |
|
|
развертками |
|
|
||
|
из |
из |
из бы- |
из |
из бы- |
|
из бы- |
из |
|
быст- |
из |
||||||
|
твер- |
стро- |
твер- |
стро- |
стро- |
твер- |
||
|
роре- |
дого |
режу- |
дого |
режу- |
твер- |
режу- |
дого |
|
жу- |
спла- |
щей |
спла- |
щей |
дого |
щей |
спла- |
|
щей |
ва |
стали |
ва |
стали |
сплава |
стали |
ва |
|
стали |
|
||||||
Повышенной и высо- |
1,2 |
1,1 |
1,75 |
|
1,05 |
|
– |
|
кой обрабатываемо- |
|
|
|
|
|
|
|
|
сти резанием |
|
|
|
|
|
|
|
|
Хромистая |
0,85 |
0,95 |
1,75 |
|
|
|
1,45 |
|
Углеродистая |
0,8 |
0,9 |
1,5 |
|
|
|
1,35 |
|
(С>0,6 %) хромонике- |
|
|
|
|
|
|
|
|
левая, хромомолибде- |
|
|
|
|
|
|
|
|
новая |
|
|
|
|
|
|
|
|
Хромомарганцови- |
0,7 |
0,8 |
1,25 |
1,0 |
|
1,0 |
|
1,0 |
стая, хромокремни- |
|
|
|
|
|
|
|
|
стая, хромкремнемар- |
|
|
|
|
|
|
|
|
ганцовистая, хромо- |
|
|
|
|
|
|
|
|
никельмолибденовая, |
|
|
|
|
|
|
|
|
хромомолибденоалю- |
|
|
|
|
|
|
|
|
миниевая |
|
|
|
|
|
|
|
|
Хромованадиевая |
0,85 |
0,8 |
1,25 |
|
0,9 |
|
|
|
Марганцовистая |
0,75 |
0,9 |
1,5 |
|
|
|
1,0 |
|
Хромоникельвольф- |
0,8 |
0,85 |
1,25 |
|
|
|
|
|
рамовая, хромомо- |
|
|
|
|
|
|
|
|
либденовая |
|
|
|
|
|
|
|
|
Хромоалюминиевая |
0,75 |
0,8 |
1,25 |
|
|
|
|
|
Хромоникельвана- |
0,75 |
0,85 |
1,25 |
|
|
|
|
|
диевая |
|
|
|
|
|
|
|
|
Чугун: |
|
|
|
|
|
|
|
|
серый |
– |
– |
1,7 |
1,25 |
1,3 |
1,3 |
0,95 |
1,25 |
ковкий |
– |
– |
1,7 |
1,25 |
1,3 |
1,3 |
0,85 |
1,25 |
71
Таблица П.5.3
Поправочный коэффициент KMV , учитывающий влияние
физико-механических свойств жаропрочных и коррозионно-стойких сталей и сплавов на скорость резания
|
|
Усред- |
|
|
Усред- |
Марка стали |
σв, МПа |
ненное |
Марка стали |
σв, МПа |
ненное |
или сплава |
значение |
или сплава |
значение |
||
|
|
коэффи- |
|
|
коэффи- |
|
|
циента |
|
|
циента |
12Х18Н9Т |
550 |
1,0 |
ХН60ВТ |
750 |
0,48 |
13Х11Н2В2МФ |
1100–1460 |
0,8–0,3 |
ХН77ТЮ |
850–1000 |
0,40 |
14Х17Н2 |
800–1300 |
1,0–0,75 |
ХН77ТЮР |
|
0,26 |
13Х14Н3В2ФР |
700–1200 |
0,5–0,4 |
ХН35ВТ |
950 |
0,50 |
37Х12Н8Г8МФБ |
– |
0,95–0,72 |
ХН70ВМТЮ |
|
0,25 |
45Х14Н14В2М |
700 |
1,06 |
ХН55ВМТКЮ |
1000–1250 |
0,25 |
10Х11Н20Т3Р |
720–800 |
0,85 |
ХН65ВМТЮ |
1000–1250 |
0,20 |
12Х21Н5Т |
820–1000 |
0,65 |
ХН35ВТЮ |
900–1000 |
0,22 |
20Х23Н18 |
|
0,80 |
ВТ3-1; ВТ3 |
900–950 |
0,40 |
|
|
|
ВТ5; ВТ4 |
950–1200 |
0,70 |
31Х19Н9МВБТ |
600–620 |
0,40 |
|||
15Х18Н12С4ТЮ |
|
0,50 |
ВТ6; ВТ8 |
750–950 |
0,35 |
|
|
|
ВТ14 |
900–1200 |
0,53–0,43 |
ХН78Т |
730 |
0,75 |
|||
ХН75МБТЮ |
780 |
0,53 |
12Х13 |
900–1400 |
1,5–1,2 |
|
|
|
30Х13; 40Х13 |
600–1100 |
1,3–0,9 |
Таблица П.5.4
Поправочный коэффициент KMV , учитывающий влияние
физико-механических свойств медных и алюминиевых сплавов на скорость резания
Медные сплавы |
KMV |
Алюминиевые сплавы |
KMV |
Гетерогенные: |
|
Силумин и литейные сплавы |
|
НВ > 140 |
0,7 |
(закаленные), σв = 200...300 МПа, |
|
НВ 100...140 |
1,0 |
НВ > 60 |
0,8 |
Свинцовистые при основной |
|
Дюралюминий (закаленный), |
|
гетерогенной структуре |
1,7 |
σв = 200...300 МПа |
|
72

Окончание табл. П.5.4
Медные сплавы |
KMV |
Алюминиевые сплавы |
KMV |
Гомогенные |
2,0 |
Силумин и литейные сплавы |
|
Сплавы с содержанием |
|
(закаленные), σв = 100...200 МПа |
1,0 |
свинца < 10 % при основной |
|
Дюралюминий, σв= 300...400 МПа, |
|
4,0 |
|
||
гомогенной структуре |
НВ < 100 |
|
|
Медь |
8 |
Дюралюминий, σв = 200...300 |
1,2 |
Сплавы с содержанием |
12,0 |
||
свинца > 15 % |
|
|
Таблица П.5.5
Поправочный коэффициент KпV, учитывающий влияние состояния поверхности заготовки на скорость резания
По- |
|
|
Поверхность с коркой |
|
||
|
|
Стальные и чугунные |
Медные |
|||
верхность |
|
|
и алюминие- |
|||
Прокат |
Поковка |
отливки при корке |
||||
без корки |
вые сплавы |
|||||
|
|
|
нормальной |
сильно загрязненной |
|
|
1,0 |
0,9 |
0,8 |
0,8...0,85 |
0,5...0,6 |
0,9 |
|
Таблица П.5.6
Поправочный коэффициент KиV, учитывающий влияние инструментального материала на скорость резания
№ |
Обрабатываемый |
Значения коэффициента KиV в зависимости |
|
||||||
п/п |
материал |
|
от марки инструментального материала |
|
|||||
1 |
Сталь конструк- |
Т5К12В |
Т5К10 |
Т14К8 |
Т15К6 |
Т15К8 |
Т30К4 |
ВК8 |
|
|
ционная |
0,35 |
|
0,65 |
0,8 |
1,0 |
1,15 |
1,4 |
0,4 |
2 |
Коррозионно- |
ВК8 |
|
Т5К10 |
Т15К6 |
Р18 |
|
|
|
|
стойкие и жаро- |
1,0 |
|
1,4 |
1,9 |
0,3 |
|
|
|
|
прочные стали |
|
|
|
|
|
HRC 51 – 62 |
||
3 |
Сталь закаленная |
|
|
HRC 35 – 50 |
|
||||
|
|
Т15К6 |
Т30К4 |
ВК6 |
ВК8 |
ВК4 |
ВК6 |
ВК8 |
|
|
|
1,0 |
|
1,25 |
0,85 |
0,83 |
1,0 |
0,92 |
0,74 |
4 |
Серый и ковкий |
ВК8 |
|
ВК6 |
ВК4 |
ВК3 |
ВК3 |
|
|
|
чугун |
0,83 |
|
1,0 |
1,1 |
1,15 |
1,25 |
|
|
5 |
Сталь, чугун, мед- |
Р6М5 |
|
ВК4 |
ВК6 |
9ХС |
ХВГ |
У12А |
|
|
ныеиалюминие- |
1,0 |
|
2,5 |
2,7 |
0,6 |
0,6 |
0,5 |
|
|
вые сплавы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
73 |

Таблица П.5.7
Поправочные коэффициенты, учитывающие влияние некоторых геометрических параметров резца на скорость резания
|
|
|
|
|
|
||
Главный КоэффиВспомога- |
Коэффици- |
|
Радиус за- |
Коэффи- |
|||
угол |
циент KφV |
|
тельный угол |
ент K V |
|
кругления |
циент KrV |
в плане φ, |
|
|
в плане φ1, |
1 |
|
при вершине |
|
…° |
|
|
…° |
|
|
резца r*, мм |
|
20 |
1,4 |
|
10 |
1,0 |
|
1 |
0,94 |
30 |
1,2 |
15 |
0,97 |
2 |
1,0 |
||
45 |
1,0 |
20 |
0,94 |
3 |
1,03 |
||
60 |
0,9 |
30 |
0,91 |
|
– |
– |
|
75 |
0,8 |
45 |
0,87 |
5 |
1,13 |
||
90 |
0,7 |
|
– |
– |
|
– |
– |
* Учитывают только для резцов из быстрорежущей стали.
Таблица П.5.8
Значения коэффициента CV и показателей степени в формулах скорости резания при точении
Вид обработки |
Инструменталь- |
Подача S, |
CV |
XV |
YV |
mV |
|
ный материал |
мм/об |
|
|
|
|
Обработка конструкционной стали, σв = 750 МПа |
|
|
||||
Наружное про- |
Т15К6 |
До 0,3 |
420 |
0,15 |
0,2 |
0,2 |
дольное точение |
|
От 0,3 до 0,7 |
350 |
0,15 |
0,35 |
0,2 |
|
|
Более 0,7 |
340 |
0,15 |
0,45 |
0,2 |
Отрезание |
Т5К10 |
– |
47 |
0 |
0,8 |
0,2 |
|
Р18 |
– |
23,7 |
0 |
0,66 |
0,25 |
|
|
|
|
|
|
|
Фасонное |
Р18 |
– |
22,7 |
0 |
0,5 |
0,3 |
|
|
|
|
|
|
|
Нарезание резьбы |
Т15К6 |
– |
244 |
0,23 |
0,3 |
0,2 |
|
|
|
|
|
|
|
|
Р6М5 |
До 2 |
14,8 |
0,7 |
0,3 |
0,11 |
|
|
|
|
|
|
|
|
|
Более 2 |
30 |
0,6 |
0,25 |
0,08 |
|
|
|
|
|
|
|
|
Обработка серого |
чугуна, НВ 150 |
|
|
|
|
Наружное точение |
ВК6 |
До 0,4 |
292 |
0,15 |
0,2 |
0,2 |
|
|
Более 0,4 |
243 |
0,15 |
0,4 |
0,2 |
74 |
|
|
|
|
|
|
Окончание табл. П.5.8
Вид обработки |
Инструментальный |
Подача S, |
CV |
XV |
YV |
mV |
|
материал |
мм/об |
|
|
|
|
Отрезание |
ВК6 |
– |
68,5 |
0 |
0,4 |
0,2 |
|
|
|
|
|
|
|
Резьба |
|
– |
83 |
0,45 |
– |
0,33 |
|
|
|
|
|
|
|
Обработка медных сплавов, НВ 100 – 140 |
|
|
|
|||
Наружное точение |
Р18 |
До 0,2 |
270 |
0,12 |
0,25 |
0,23 |
|
|
|
|
|
|
|
|
|
Более 0,2 |
182 |
– |
0,3 |
– |
|
|
|
|
|
|
|
|
Обработка алюминиевых сплавов |
|
|
|
|
|
Наружное точение |
Р18 |
До 0,2 |
485 |
0,12 |
0,25 |
0,28 |
|
|
|
|
|
|
|
|
|
Более 0,2 |
328 |
– |
0,5 |
– |
|
|
|
|
|
|
|
75
Приложение 6
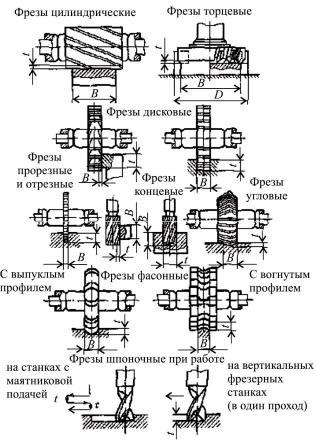
Выбор фрез для фрезерования
Конфигурация обрабатываемой поверхности и вид оборудования определяют тип применяемой фрезы. Ее размеры определяются размерами обрабатываемой поверхности и глубиной срезаемого слоя.
Глубина фрезерования t и ширина фрезерования В – понятия, свя-
занные с размерами слоя заготовки, срезаемого при фрезеровании.
Рис. П.6.1. Виды фрезерования
76

Цилиндрические фрезы
Рис. П.6.2. Цилиндрические фрезы из быстрорежущей стали
(ГОСТ 3752–71)
Таблица П.6.1 Размеры (мм) и обозначения фрез из быстрорежущей стали
Обозначение фрез |
D |
|
d |
d1 |
L |
l |
h |
r |
f |
Число |
|
правых |
левых |
|
|
|
|
|
|
Не |
менее |
|
зубьев z |
|
|
|
|
Фрезы |
типа I |
|
|
|
|
|
|
2200-0137 |
2200-0138 |
50 |
|
22 |
24 |
50 |
12 |
4,5 |
2,0 |
0,6 |
12 |
2200-0139 |
2200-0140 |
50 |
|
22 |
24 |
63 |
13 |
4,5 |
2,0 |
0,6 |
12 |
2200-0141 |
2200-0142 |
50 |
|
22 |
24 |
80 |
16 |
4,5 |
2,0 |
0,6 |
12 |
2200-0143 |
2200-0144 |
63 |
|
27 |
29 |
50 |
13 |
5,0 |
2,5 |
0,6 |
14 |
2200-0145 |
2200-0146 |
63 |
|
27 |
29 |
63 |
15 |
5,0 |
2,5 |
0,6 |
14 |
2200-0147 |
2200-0148 |
63 |
|
27 |
29 |
80 |
18 |
5,0 |
2,5 |
0,6 |
14 |
2200-0149 |
2200-0150 |
63 |
|
27 |
29 |
100 |
22 |
5,0 |
2,5 |
0,6 |
14 |
2200-0151 |
2200-0152 |
80 |
|
32 |
34 |
63 |
16 |
5,5 |
2,5 |
0,8 |
16 |
2200-0153 |
2200-0154 |
80 |
|
32 |
34 |
80 |
18 |
5,5 |
2,5 |
0,8 |
16 |
2200-0155 |
2200-0156 |
80 |
|
32 |
34 |
100 |
24 |
5,5 |
2,5 |
0,8 |
16 |
2200-0157 |
2200-0158 |
80 |
|
32 |
34 |
125 |
30 |
5,5 |
2,5 |
0,8 |
16 |
|
|
|
|
Фрезы |
типа II |
|
|
|
|
|
|
2200-0195 2200-0196 |
80 |
32 |
34 |
63 |
16 |
10 |
3,5 |
1,5 |
10 |
||
2200-0197 2200-0198 |
80 |
32 |
34 |
80 |
18 |
10 |
3,5 |
1,5 |
10 |
||
2200-1199 2200-0200 |
80 |
32 |
34 |
100 |
24 |
10 |
3,5 |
1,5 |
10 |
||
2200-0201 2200-0202 |
80 |
32 |
34 |
125 |
30 |
10 |
3,5 |
1,5 |
10 |
||
2200-0203 2200-0204 |
100 |
40 |
42 |
80 |
20 |
10 |
3,5 |
1,5 |
12 |
||
2200-0205 2200-0206 |
100 |
40 |
42 |
100 |
26 |
10 |
3,5 |
1,5 |
12 |
||
2200-0207 2200-0208 |
100 |
40 |
42 |
125 |
32 |
10 |
3,5 |
1,5 |
12 |
||
2200-0209 |
2200-0210 |
100 |
40 |
42 |
160 |
36 |
10 |
3,5 |
1,5 |
12 |
|
Примечание. Геометрические параметры фрез показаны на рис. П.6.2.
77

Таблица П.6.2
Размеры (мм) и обозначение цилиндрических фрез, оснащенных пластинами из твердого сплава (ГОСТ 8721–69)
Обозначение фрез |
D |
L |
L1 |
d |
b |
Число |
|
правых |
левых |
|
|
|
|
|
зубьев z |
2200-0101 |
2200-0112 |
63 |
45 |
50 |
27 |
6 |
8 |
2200-0102 |
2200-0113 |
63 |
70 |
80 |
27 |
6 |
8 |
2200-0103 |
2200-0114 |
63 |
96 |
105 |
27 |
6 |
8 |
2200-0104 |
2200-0115 |
80 |
45 |
50 |
32 |
8 |
8 |
2200-0105 |
2200-0116 |
80 |
70 |
75 |
32 |
8 |
8 |
2200-0106 |
2200-0117 |
80 |
96 |
105 |
32 |
8 |
8 |
2200-0107 |
2200-0118 |
100 |
45 |
50 |
40 |
10 |
10 |
2200-0108 |
2200-0119 |
100 |
72 |
80 |
40 |
10 |
10 |
2200-0109 |
2200-0120 |
100 |
100 |
105 |
40 |
10 |
10 |
2200-0110 |
2200-0121 |
125 |
70 |
75 |
50 |
12 |
12 |
2200-0111 |
2200-0122 |
125 |
100 |
105 |
50 |
12 |
12 |
Примечания:
1. Пример условного обозначения фрезы, оснащенной правыми винтовыми пластинами из твердого сплава марки T15K6, диаметром D = 100 мм
сдлинойрабочейчасти72 мм: фреза2200-0108 T15K6 ГОСТ8721–69.
2.Номера пластин по ГОСТ 2209–82. В качестве режущей части фрез должны применяться винтовые пластины из твердого сплава марок T5K10; T14K8; T15K6; BK6 и BK8 по ГОСТ 3882–74.
Геометрические параметры режущей части фрез
Таблица П.6.3 Торцевые фрезы с пластинами из твердого сплава
Обрабатываемый |
Углы заточки зубьев фрезы в сборе,....° |
Радиус |
|||||
материал |
Угол в плане |
Задний угол |
Перед |
закруг- |
|||
|
глав- |
пере- |
вспомо- |
α = α1 для |
ний |
ления |
|
|
ный φ |
ходной |
гатель- |
работы с |
угол γ |
при |
|
|
|
кромки |
ный φ1 |
подачей Sz, |
|
верши- |
|
|
|
φ0 |
|
мм/зуб |
|
не |
|
|
|
|
|
<0,25 |
>0,25 |
|
r, мм |
Сталь конструкци- |
15–60 |
φ/2 |
5 |
12–16 |
6–8 |
От |
– |
онная углеродистая |
|
|
|
|
|
–5 |
|
и легированная, |
|
|
|
|
|
до |
|
σв<780 МПа |
|
|
|
|
|
–10 |
|
78 |
|
|
|
|
|
|
|

Окончание табл. П.6.3
Обрабатываемый |
Углы заточки зубьев фрезы в сборе,....° |
Радиус |
||||||
материал |
Угол в плане |
Задний угол |
Пе- |
закруг- |
||||
|
главперевспомо- |
α = α1 |
для |
ред- |
ления |
|||
|
ный φ ходной |
гатель- |
работы с |
ний |
при |
|||
|
|
кромки |
ный φ1 |
подачей Sz, |
угол γ верши- |
|||
|
|
φ0 |
|
|
мм/зуб |
|
не |
|
|
|
|
|
|
<0,25 |
>0,25 |
|
r, мм |
Сталь жаропрочная |
30–60 |
– |
10 |
|
10 |
10 |
+8 |
1,0 |
Чугун серый |
15–60 |
φ/2 |
5 |
|
12–15 |
6–8 |
+5 |
– |
Чугун ковкий |
60 |
φ/2 |
2 |
|
– |
6–8 |
+7 |
– |
Примечание. Малые углы в плане φ = 15÷30° следует применять при обработке на жестких станках для черновых рабочих ходов с малыми глубинами резания или чистовых рабочих ходов с невысокими требованиями к шероховатости и точности обработанной поверхности.
Таблица П.6.4
Дисковые фрезы с пластинами из твердого сплава
Обрабатываемый |
|
Углы заточки зубьев фрезы, ...° |
|||||
материал |
Задний угол |
Пе- |
Угол |
Вспомо- |
|||
|
|
На пе- |
На бо- |
На пе- |
ред- |
на- |
гатель- |
|
|
рифе- |
ковой |
реход- |
ний |
клона |
ный угол |
|
|
рии |
сторо- |
ном |
угол |
зуба |
в плане |
|
|
зуба α |
не зуба |
лезвии |
γ |
ω |
φ1 |
|
|
|
α1 |
α0 |
|
|
|
Сталь кон- |
σв>785 МПа |
20 |
4 |
20 |
–5 |
8–15 |
2–5 |
струкцион- |
σв<785 МПа |
20–25 |
4 |
20–25 |
–10 |
8–15 |
2–5 |
ная углеро- |
|
|
|
|
|
|
|
дистая и |
|
|
|
|
|
|
|
легирован- |
|
|
|
|
|
|
|
ная |
|
|
|
|
|
|
|
Чугун серый |
|
10–15 |
4 |
10–15 |
+5 |
8–15 |
2–5 |
79
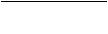
Таблица П.6.5 Передний угол γ (...°) фрез из быстрорежущей стали Р18
Обрабатываемый |
|
|
Фрезы |
|
|
|
|
||
материал |
торцевые, |
дисковые, пазо- |
фасонные и угло- |
|
|||||
|
цилиндри- |
вые и отрезные |
выедляобработки |
|
|||||
|
ческие, |
В<3 мм |
|
В>3 мм |
|
черно- |
|
чисто- |
|
|
дисковые, |
|
|
|
|
вой |
|
вой |
|
|
концевые |
|
|
|
|
|
|
|
|
Сталь углеродистая и |
|
|
|
|
|
|
|
|
|
легированная, σв, МПа; |
20 |
5 |
|
10 |
|
15 |
|
10 |
|
<600 |
|
|
|
|
|||||
600–1000 |
15 |
5 |
|
10 |
|
15 |
|
5 |
|
>1000 |
10 |
5 |
|
10 |
|
10 |
|
5 |
|
Сталь жаропрочная и |
|
|
|
|
|
|
|
|
|
коррозионно-стойкая |
10–15 |
– |
|
10–15 |
5 |
|
– |
||
Чугун, НВ, МПа: |
|
|
|
|
|
|
|
|
|
≤ 1500 |
15 |
5 |
|
10 |
|
15 |
|
5 |
|
1500–2200 |
10 |
5 |
|
10 |
|
10 |
|
5 |
|
>2200 |
5 |
5 |
|
10 |
|
10 |
|
5 |
|
Медные сплавы |
10 |
5 |
|
10 |
|
10 |
|
5 |
|
Алюминиевые сплавы |
25 |
25 |
|
25 |
|
– |
– |
||
Пластмассы |
6–10 |
8 |
|
10 |
|
– |
– |
||
Примечания: |
|
|
|
|
|
|
|
|
|
1.У фрез цилиндрических с углом наклона зубьев свыше 30° при обработке стали с σв < 600 МПа передний угол γ = 15°.
2.У фасонных фрез с передним углом γ > 0 необходима коррекция контура при обработке точных профилей.
3.При обработке жаропрочных коррозионно-стойких сталей торцевыми фрезами следует брать большие значения передних углов, при обработке концевыми и цилиндрическими – меньшие.
80