

новая папка 1 / 677945
.pdfБ. Определение минимальной толщины полосы, которую возможно
прокатать на валках предварительного диаметра, из условия выкатываемости
h* 1,65 10 |
5 D*p T |
, мм , |
|
max |
|
где μ – коэффициент трения в очаге деформации, равный 0,05 для гладких
валков и 0,12 – для насеченных; Т |
|
– предел текучести полосы на выходе |
||||
|
|
|
max |
|
||
стана для наиболее жесткой марки стали при максимальном обжатии. |
||||||
В. Расчетный диаметр рабочих валков |
|
|||||
|
если hmin h * |
|
||||
D*p , |
|
|||||
|
|
|
|
|
|
|
Dp |
hmin |
|
|
|
|
|
|
|
|
|
, если h |
h*, мм, |
|
|
10 5 |
|
||||
1,65 |
|
min |
|
|||
|
|
|
Т max |
|
||
где hmin – минимальная толщина полос в производственной программе стана.
Расчетный диаметр опорных валков вычисляется по формуле
Dоп=135· D0p,4 , мм.
Окончательно диаметр опорного валка принимают из ряда 900, 1000, 1120, 1250, 1320, 1400, 1500, 1600, 1700 по ГОСТ 5399-69 следующим большим расчетного.
2.2.2. Средняя скорость прокатки Скорость прокатного стана определяется годовым объемом производства,
бюджетом рабочего времени и составом (видами прокатной продукции) его производственной программы. Очевидно, что для отдельных видов продукции скорость прокатки и часовая производительность изменяются в зависимости от многих факторов, основными из которых являются: допустимая скорость деформации, масса погонного метра длины полосы, сопротивление деформации материала полосы. Так, повышение жесткости материала полос сопряжено обычно со снижением скорости прокатки, а увеличение площади поперечного сечения обеспечивает рост производительности, даже без увеличения скорости прокатки.
11
Для расчета средней скорости прокатки воспользуемся понятием
приведенной (усредненной) |
полосы, |
для |
которой вычислим приведенное |
|||
значение площади поперечного сечения h * B * в виде |
||||||
|
|
|
|
3 |
|
|
|
|
|
h* B* hсрj Bcpj |
j , м2 , |
||
|
|
|
|
j 1 |
|
|
где h |
|
hmin j hmax j |
, м ; В |
0,8 В |
0,045, м - среднее значение толщины и |
|
|
||||||
cpj |
2 |
cpj |
max j |
|
|
|
|
|
|
|
|
||
ширины полос j-го вида продукции; |
hmin j , |
hmax j , Bmax j - диапазон толщин и |
||||
максимальная ширина полос j-го вида продукции, указанные в задании на
проектирование; j |
- доля j-го вида продукции. |
|
|
|
|
||||||
Расчетные значения параметров каждого вида полос производственной |
|||||||||||
программы представляются в виде таблицы следующего вида |
|
|
|||||||||
|
|
Расчет параметров приведенной полосы |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Доля в |
|
|
|
|
|
|
|
|
Площадь |
|
Номер |
|
|
|
|
|
|
|
|
поперечного |
||
общем |
|
Толщина, м |
|
|
Ширина, м |
||||||
вида |
|
|
|
сечения , |
|
||||||
объеме |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|||
продук- |
|
|
|
|
|
|
|
|
hср ×Вср, м |
2 |
|
производс |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
ции |
|
|
|
|
|
|
|
|
|
||
тва ( ) |
hmin |
|
hmax |
|
hср |
|
Вmax |
Вср |
|
|
|
|
|
|
|
|
|
||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
h*·B* |
|
|
|
|
|
|
|
|
|
|
|
Средняя скорость прокатки на стане, обеспечивающая выполнение в полном объеме заданной производственной программы, вычисляется как
ср |
|
V |
, |
м/с, |
|
|
|
|
|||
|
ku 3600 h * B * |
||||
7000 |
|
|
|||
где V – годовой объем производства листовой стали на стане; j – доля j-го вида стали прокатываемой на стане; =7,8 т/м3 – плотность стали; ku – коэффициент использования стана, для листовых станов принимается ku = 0,75; 3600 –
размерный коэффициент; 7000, час – годовой фонд рабочего времени стана; (h*·B*), м2 – площадь поперечного сечения приведенной полосы.
12
2.2.3. Скоростные параметры двигателей главного привода.
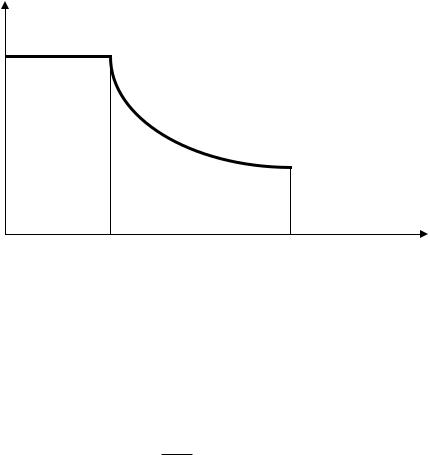
Привод валков станов холодной прокатки осуществляется электродвигателями постоянного тока, одним из параметров которых является номинальная nном и максимальная nmax частота вращения якоря (рис. 1),
М
0 |
nном |
nmax |
n, мин-1 |
Рис. 1. Нагрузочная характеристика двигателя постоянного тока
соотношение между ними задается коэффициентом кратности регулирования частоты вращения якоря во второй зоне и устанавливается в диапазоне
t1 nmax 2,2...3,0.
nном
Номинальная частота вращения якоря электродвигателей стана определяется по средней скорости прокатки, приведенной к валкам ведущей клети, номер которой назначается как
s int k / 2 1 ,
где k – количество клетей в непрерывной группе; int – функция (целая часть).
Для этого, исходя из максимальной вытяжки полос всего планируемого сортамента, определяется коэффициент согласования (ступенчатого изменения)
скорости прокатки по клетям стана как
13

|
|
|
|
t2 k 1 |
|
max , |
|
|
|
t1 |
|
где max max j j - максимальная |
вытяжка среди полос планируемого |
||
сортамента.
Расчетная частота вращения валков ведущей клети стана,
соответствующая номинальной частоте вращения якоря электродвигателя,
определяется по формуле
n* |
60 ср |
, мин 1 . |
|||
D |
p |
t k s |
|||
|
|
||||
|
|
2 |
|
||
Номинальная частота вращения якоря (вала) электродвигателя главного привода nном принимается равной ближайшему значению из размерного ряда по ГОСТ 10683-73, а максимальная вычисляется по соотношению
n |
max |
n |
ном |
t , |
мин 1 . |
|
|
1 |
|
2.2.4. Передаточные отношения главных линий клетей стана Передаточное число редуктора (мультипликатора) главной линии
ведущей клети группы определяется по формуле
us |
|
nном |
. |
|
|
|
|||
|
|
n* |
|
|
Передаточное число (отношение) редукторов главных линий остальных |
||||
клетей стана ui вычисляется как |
|
|
|
|
ui us t2s i ; |
i 1,2,..., k; |
i s . |
||
2.2.5. Клин скоростей непрерывного стана (группы)
Угловая ωном и окружная ном скорость рабочих валков при номинальной частоте вращения якоря электродвигателя определяется как:
|
ном |
|
2 nном |
, |
c 1 , |
|
|
||||
|
i |
|
60 ui |
|
|
|
|
|
|
|
|
ном |
ном |
Ri , м / с, |
i 1,2,..., k. |
||
i |
i |
|
|
|
|
14

Угловая и окружная скорость валков при максимальной частоте вращения якоря электродвигателя вычисляется по аналогичным выражениям:
maxi |
2 nmax |
, |
c 1 , |
|
|||
|
60 ui |
|
|
maxi maxi Ri , м / с, |
i 1,2,..., k. |
||
Результаты расчетов кинематических и скоростных параметров сводятся в таблицу
Скоростные параметры стана
|
|
|
Скорость валков |
|
||
|
Передаточное |
|
|
|
|
|
Номер |
при номинальной частоте |
при максимальной частоте |
||||
отношение |
||||||
клети |
вращения якоря (nном) |
вращения якоря (nmax) |
||||
редуктора |
||||||
|
угловая, |
окружная, |
угловая, |
окружная, |
||
|
|
|||||
|
|
с-1 |
м/с |
с-1 |
м/с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и строится клин скоростей стана (рис. 2).
ω, с-1 |
( , м/с) |
ωmax ( max)
ωном ( ном)
1 2 3 4
номер клети
Рис. 2. Клин скоростей непрерывного стана
15

2.3. Режимы прокатки полос расчетных профилей Режим холодной прокатки полосы на непрерывном стане (распределение
толщины, натяжений и скорости прокатки, а для стана горячей прокатки еще и температуры) находится итерационным методом. За критерий выбора режима прокатки полос в непрерывной группе примем равенство относительной нагрузки на двигатели главного привода, т.е. равенство отношений необходимой мощности для прокатки полосы к допустимой, в виде
Ni |
const, |
i 1,2,..., k, |
|
||
N i |
|
|
где Ni – мощность нагрузки на двигатель при прокатке полосы в i-ой клети; [N]i
– допустимая нагрузка на двигатель.
При [N]i=const, критерий оптимальности выбора режима прокатки принимает вид
Ni const, |
i 1,2,..., k. |
2.3.1. Задание первого приближения режима прокатки
Средняя вытяжка по клетям стана j-го расчетного профиля определяется
cpj k j .
j .
Распределение толщины полосы по клетям стана j-го расчетного профиля определяется по формуле
h ji |
h0 j |
, мм , |
i |
||
|
ср j |
|
где h0j – толщина подката j-го расчетного профиля, i – номер клети.
Распределение натяжений полосы по клетям стана:
-натяжение на входе стана 0j=(10…30), Н/мм2;
-натяжение на выходе стана при прокатке j-го профиля kj=(20…60), Н/мм2;
-межклетевые натяжения полосы ji=(0,1…0,3)· Тji, Н/мм2,
где Тji= т0j+аj· сjcj – значение предела текучести полосы j-го расчетного
профиля на выходе i-ой клети стана; Т0j, аj, сj – исходный предел текучести и
16

коэффициенты кривой наклепа материала полосы j-го расчетного профиля;
ji h0 j h ji 100,% – изменение суммарного обжатия полосы по клетям стана.
h0 j
Скорость прокатки для первого приближения принимается равной
средней скорости для j-го вида проката производственной программы.
Результаты расчета сводятся в таблицу следующего вида:
Режим прокатки полосы h0 hk / В , мм из стали… на стане L
Номер клети |
Толщина полосы, |
Удельное |
Скорость |
|
мм |
натяжение, Н/мм2 |
прокатки, м/с |
|
|
|
|
2.3.2. Расчет энергосиловых характеристик режима прокатки Расчет энергосиловых параметров (силы, момента и мощности) прокатки
полос выполняется по одной из доступных методик на ПК. Результаты расчета сводятся в таблицу
Энергосиловые параметры прокатки полос h0 hk / В , мм из стали… на стане L
|
|
|
|
|
Момент |
|
|
|
Длина |
Предел |
Среднее |
Сила |
прокатки |
Мощность |
|
Номер |
дуги |
текучести |
на валу |
||||
давление, |
прокатки, |
прокатки, |
|||||
клети |
контакта, |
полосы, |
электро- |
||||
Н/мм2 |
МН |
МВт |
|||||
|
мм |
мм |
|
|
двигателя, |
|
|
|
|
|
|
|
кН·м |
|
|
|
|
|
|
|
|
|
2.3.3. Анализ распределения нагрузки на электродвигатели главных приводов клетей
Если расчетная нагрузка – мощность прокатки, приведенная к валу двигателя Nji – с приемлемой точностью оказывается одинаковой для всех клетей стана, то это означает, что предлагаемый режим прокатки отвечает принятому критерию и может быть принят к исполнению. В случае не достижения требований критерия, изменяется режим прокатки – распределение
17

толщины и (или) натяжений по клетям стана и расчет энергосиловых параметров повторяется (п. 2.3.2…2.3.3).
2.3.4. Номинальная мощность электродвигателей главного привода Номинальная мощность электродвигателей главного привода
определяется на основе массива значений энергосиловых параметров (момента и мощности) полученных для расчетных профилей. Для станов холодной прокатки используется индивидуальный привод на каждый рабочий валок от двухякорных двигателей. Расчетная мощность каждого якоря определяется как
N * |
max j,i N ji , МВт, |
j 1,2,...,t, |
i 1,2,..., k, |
|
f |
|
|
где {Nji} – мощность прокатки, приведенная к валу двигателя при прокатке j-го расчетного профиля в i-ой клети; f – количество якорей на клеть; k – количество клетей непрерывного стана; t – количество расчетных профилей.
Номинальная мощность одного якоря Nном принимается равной ближайшему большему к расчетному значению из параметрического ряда по ГОСТ 12139-84, т.е.
Nном N * .
2.4. Расчет производительности Часовая производительность листового стана при прокатке какого-либо
типоразмера вычисляется как
Q j 3600 hkj B j j , т / час,
где =7,8, т/м3 – плотность прокатываемого металла; hkj, Вj, м – толщина и ширина прокатываемой полосы; , м/с – скорость прокатки.
Результаты расчета сводятся в таблицу вида
18
Часовая производительность стана
Номер |
Толщина |
Ширина |
Скорость |
Производительность, |
|
расчетного |
прокатки, |
||||
полосы, мм |
полосы, мм |
т/час |
|||
профиля |
м/с |
||||
|
|
|
|||
|
|
|
|
|
2.5. Термообработка и отделка продукции Под рубрикой 2.5.1-2.5.3 дается описание вида и расчет параметров
оборудования и режимов термической обработки листовой продукции заданного объема в цехе горячей или холодной прокатки.
2.5.4. Операции отделки готовой продукции, согласно требований стандартов. Расчет пропускной способности участка отделки.
Глава 3. Обеспечение производства в цехе (3-4 с.)
3.1. Подготовка валков Станочные профилировки валков. Подготовка валков для прокатки
заданных видов продукции.
3.2. Контроль качества листовой продукции Дефекты и способы их предотвращения. Контролируемые параметры
полос при прокатке. Метрологическое обеспечение.
Глава 4. Охрана труда и техника безопасности (2-3 с.)
Перечень мероприятий и мер по охране труда соблюдаемых при ведении технологического процесса и выполнении регламентных работ.
Глава 5. Технико-экономический расчет (3-4 с.)
Расчет расходов по переделу для цеха горячей прокатки или расчет расходов на прокатку и последующую термообработку для цеха холодной прокатки.
19
Заключение (1-2 с.)
Основные характеристики выпускной квалификационной работы.
Список использованной литературы
В список использованных источников включаются все печатные,
рукописные и электронные материалы, которыми пользовался автор выпускной квалификационной работы. Список должен содержать не менее 40 источников на русском, иностранных языках, адреса в INTERNET. Сведения об источниках приводятся в соответствии с требованиями ГОСТ Р 7.05-2008 «Система стандартов по информации, библиотечному и издательскому делу.
Библиографическая ссылка. Общие требования и правила составления» и
стандарта ЛГТУ СТО-13-2011 «Студенческие работы. Общие требования к оформлению».
20