

новая папка 1 / 302159
.pdf2028
202025
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
Д.В. Болгов
ИЗУЧЕНИЕ КОНСТРУКЦИИ АБРАЗИВНО-ЛЕЗВИЙНОГО
ИНСТРУМЕНТА
Методические указания к практической работе
по дисциплине «Технология ремонтного производства»
Липецк Липецкий государственный технический университет
2012
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
Д.В. Болгов
ИЗУЧЕНИЕ КОНСТРУКЦИИ АБРАЗИВНО-ЛЕЗВИЙНОГО ИНСТРУМЕНТА
Методические указания к практической работе
по дисциплине «Технология ремонтного производства»
Липецк Липецкий государственный технический университет
2012
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
Д.В. Болгов
ИЗУЧЕНИЕ КОНСТРУКЦИИ АБРАЗИВНО-ЛЕЗВИЙНОГО ИНСТРУМЕНТА
Методические указания к практической работе
по дисциплине «Технология ремонтного производства»
Утверждаю к печати |
Проректор по учебной р аботе |
Объем 0,6 п. л. |
Ю. П. Качановский |
Тираж 100 экз. |
«___» ____________2012 г. |
Липецк Липецкий государственный технический университет
2012
УДК 621.922.02(07)
Б-79
Рецензент – В.Ю. Ширяев
Болгов, Д.В.
Б-79 Изучение конструкции абразивно-лезвийного инструмента [Текст]: методические указания к практической работе по дисциплине «Технология ремонтного производства» / Д.В. Болгов. – Липецк: Изд-во ЛГТУ, 2012. – 9 с.
Методические указания предназначены для студентов специальности «Технология машиностроения» и бакалавров по направлению «Конструкторско-технологическое обеспечение машиностроительных производств».
Табл. 2. Ил. 2. Библиогр.: 3 назв.
© ФГБОУ ВПО «Липецкий государственный технический университет», 2012
Болгов Дмитрий Владимирович
Изучение конструкции абразивно-лезвийного инструмента
Методические указания к практической работе по дисциплине «Технология ремонтного производства»
Редактор Е.А. Федюшина |
|
Подписано в печать |
. Формат 60×84 1/16. Бумага офсетная. |
Ризография. Усл. печ. л. 0,6. Тираж 100 экз. Заказ № Издательство Липецкого государственного технического университета.
Полиграфическое подразделение Издательства ЛГТУ. 398600 Липецк, ул. Московская, 30.
ИЗУЧЕНИЕ КОНСТРУКЦИИ АБРАЗИВНО-
ЛЕЗВИЙНОГО ИНСТРУМЕНТА
Цель работы: знакомство с инструментами для совмещенной обработки отверстий деталей машин.
ОБЩИЕ УКАЗАНИЯ
Прогресс в машиностроении напрямую связан с постоянным повышением требований к надежности и долговечности выпускаемых машин и механизмов. Поэтому к ответственным изделиям машин: двигателям внутреннего сгорания, силовым цилиндрам гидравлических и пневматических приводов, коробкам передач, деталям топливной аппаратуры – предъявляются высокие требования по точности и качеству поверхности. Повышенные требования деталей такого класса достигаются хонингованием. Существующие технологические способы хонингования не всегда обеспечивают необходимую производительность.
При обработке точных отверстий в тонкостенных деталях типа гильз цилиндров возникают специфические трудности, связанные с малой жесткостью этих деталей.
Восстановление деталей типа гильз и блоков цилиндров возможно с применением совмещенной обработки по инновационной технологии. Ее реализация проводится на хонинговальном станке с применением абразивно - лезвийного инструмента (АЛИ), позволяющего восстановить геометрическую форму и параметры точности изношенных поверхностей [1-3].
МЕТОДИКА
Конструкция инструмента позволяет генерировать многочисленные конструктивные варианты. Предложено описывать инструмент (рис.1) формулой
И L / n / M k , |
(1) |
3 |
|
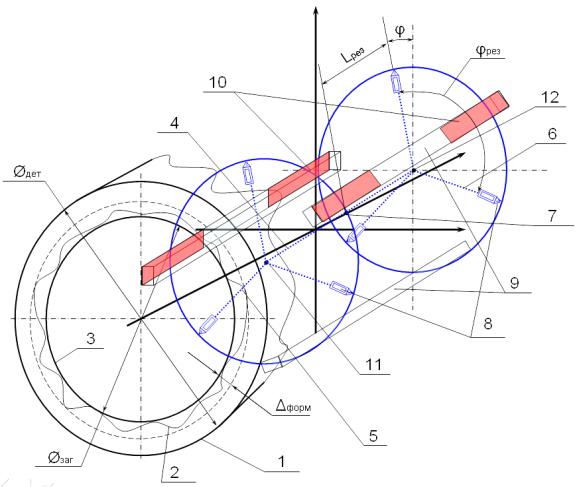
где L – длина абразивных брусков, мм; n – количество брусков; –
множество ярусов с резцами; M – количество резцов в ярусе; k – расстояние от середины хонинговальной головки (плоскости, проходящей через середины абразивных брусков) до яруса с резцами, мм; φ – угол смещения первого резца в ярусе относительно первого абразивного бруска.
Рис. 1. Схема абразивно-лезвийного инструмента:
1 – поверхность детали (Øдет – диаметр детали); 2 – реальный радиус заготовки; 3 – поверхность заготовки (Øзаг – диаметр заготовки); 4 – ось инструмента; 5, 6 – ярус резцов; 7 – центр инструмента; 8 – резцы расточные; 9 – абразивный брусок; 10 – участок, соответствующий 1/3 длины бруска; 11 – центр главного сечения АЛИ; 12 – центр сечения яруса резцов; форм – погрешность в поперечном сечении; Lрез, φрез , φ – параметры линейного и углового расположения резцов
4
Величина вылета пластин настраивается исходя из величины припуска и размера, заданного по чертежу. Настройка вылета резцов l осуществляется подающими винтами. Важно отметить, что вылет резцов меньше вылета пластин. Шаг выбран для равномерного перекрытия зоны обработки (табл. 1).
Таблица 1
Вариант конструкции абразивно-лезвийного инструмента
Формула |
Вариант конструкции инструмента |
И 125/ 3/ 36050 ;35060
Возможно использование колодок с резцами, установленными с другим шагом h. Наименьшие отклонения профиля продольного сечения обеспечиваются при длине бруска Lб, равной (0,6…1) длины отверстия L, и при перебеге, равном 0,3L. Поэтому расстояние от первого резца до торца колодки 40 мм. При других значениях этого параметра не обеспечивается равномерное перекрытие зоны обработки, могут возникать неуравновешенные силы резания. Кинематика процесса хонингования–сверхтонкого точения: хонинговальной головке сообщается вращательное движение и возвратно-поступательное перемещение; радиальный разжим производится только для колодок с абразивными брусками, колодки для тонкого точения в радиальном направлении не работают (рис. 2).
Для обеспечения качественного поверхностного слоя обрабатываемой заготовки необходимо назначать рациональные технологические режимы, где важное значение отводится соотношению скоростей:
Vвп |
|
h |
, |
(2) |
|
2 r |
|||
Vокр |
|
|
||
|
|
|
||
где Vвп – скорость возвратно-поступательного перемещения, м/мин; Vокр –
окружная скорость инструмента, м/мин; h – расстояние между ярусами абразивно-лезвийного инструмента, мм; r – радиус инструмента, мм.
5
A 1
|
h |
|
h |
2 |
l |
|
|
L |
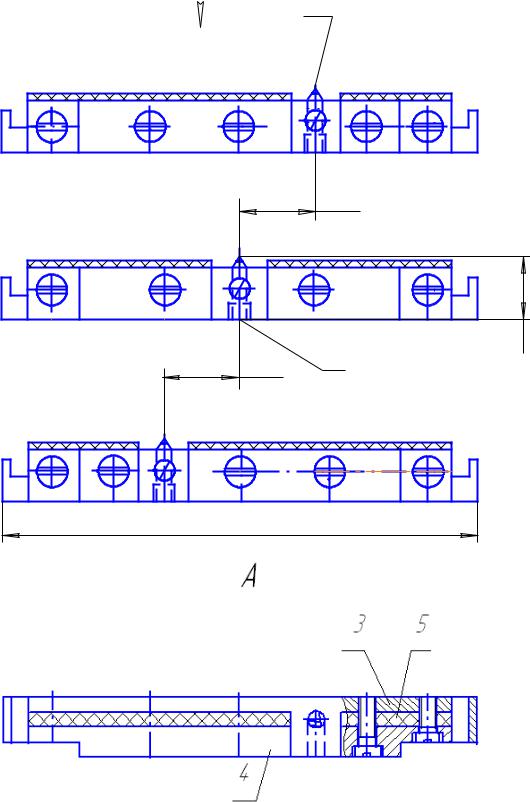
Рис.2. Геометрия колодок для тонкого точения:
1 – резец; 2 – винт для настройки вылета резцов; 3 – корпус колодки; 4 – пластина колодки; 5 – упор полиуретановый
6

Для равномерного распределения рисок от резцов по обрабатываемой поверхности необходимо, чтобы за один двойной ход инструмент с овершил целое количество оборотов:
n |
HVокр |
|
2 , |
(3) |
||
|
|
|
||||
|
|
|
|
|
||
|
Vвп r |
|
|
|
||
где H – ход инструмента, мм.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Получить абразивно-лезвийный инструмент.
2.Произвести обмеры инструмента. Определить величины L, n, M, k, φ. Составить формулу АЛИ .
3.Формулу предложенного инструмента занести в табл. 2.
4.Определить величины h, r.
Таблица 2
Схема АЛИ
Формула |
Вариант конструкции инструмента |
|
|
|
|
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Каково назначение АЛИ?
2.Объясните целесообразность применения совмещенной обработки.
3.Что описывает формула инструмента?
4.Как назначаются режимы для совмещенной обработки?
7