

новая папка 1 / 302115
.pdf290
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИЗУЧЕНИЕ ВЛИЯНИЯ УСЛОВИЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по дисциплине «Электроэрозионная обработка»
Составитель В.Ю. ШИРЯЕВ
Липецк Липецкий государственный технический университет
2014
УДК 621.319.53:621.9.048.3(07)
ББК 34.55
Ш 647
Рецензент А.В. Маслов
Ширяев, В.Ю.
Ш647 Изучение влияния условий электроэрозионной обработки на производительность процесса [Текст]: методические указания к выполнению лабораторной работы по дисциплине «Электроэрозионная обработка» / сост. В.Ю. Ширяев. – Липецк: Изд-во Липецкого государственного технического университета, 2014. – 10 с.
Предназначены для студентов 5-го курса института машиностроения по специальности 151001.65 «Технология машиностроения», изучающих дисциплину «Электроэрозионная обработка»
Табл. 1. Ил. 3.
© ФГБОУ ВПО «Липецкий государственный технический университет», 2014
Цели работы: изучить технологические возможности электроэрозионного прошивочного станка мод. ОП04-10Ф, определить оптимальный режим обработки с точки зрения максимальной производительности и выбрать рациональную схему реализации процесса.
Электрические разряды, периодически возникающие в межэлектродном промежутке (МЭП), вызывают расплавление и испарение металла с последующим выбросом из эрозионной лунки и дальнейшей эвакуацией из межэлектродного пространства. Совокупность всех образовавшихся в единицу времени элементарных лунок представляет собой производительность процесса. При электроэрозионной обработке количество удалённого из лунки металла зависит от следующих факторов:
теплофизических характеристик электродов и рабочей жидкости;
полярности подключения электродов;
площади обрабатываемой поверхности;
электрических параметров импульсов (скважность, длительность,
амплитуда, частота, энергия, форма);
величины межэлектродного зазора;
схемы реализации процесса (одно- и многоконтурная, одно- и
многоинструментальная обработка);
кинематических (форма движения и скорость подачи электрод-
инструмента (ЭИ)), геометрических (конструкция ЭИ, глубина внедрения ЭИ и форма обрабатываемой поверхности) и гидравлических (схема подачи, величина давления или расход рабочей жидкости) параметров.
Многофакторная зависимость производительности при
электроэрозионной обработке (ЭЭО) не позволяет с достаточной точностью
судить об истинных значениях скорости съёма металла. Кроме этого , выбор
режима обработки по критерию «максимум производительности» осложнён накладыванием ограничений
|
Ra |
[Ra ] , |
ЭЭО |
[ ЭЭО ] , |
(1) |
где Ra , ЭЭО - |
значения шероховатости |
и погрешности |
после обработки; |
||
[Ra ] , [ ЭЭО ] - |
допустимые |
значения |
шероховатости |
и погрешности, |
|
установленные требованием к детали. |
|
|
|
||
В зависимости от схемы формообразования различают объёмную Моб (мм3/мин), массовую Мм (г/мин), линейную Vлин (мм/мин) производительность и производительность при вырезных работах Fпл (см2/мин). Основным видом работ, выполняемых на электроэрозионном прошивочном станке мод. ОП0410Ф, является обработка различных по форме отверстий площадью до 15 мм2.
Для оценки производительности таких работ возможно использование
линейной скорости прошивания |
Vлин (мм/мин), вычисляемой по формуле |
|
|||
Vлин |
|
60 a Aи |
f |
|
|
|
|
, |
(2) |
||
Fотв |
|
||||
|
|
|
|
|
|
где - коэффициент, учитывающий наличие импульсов короткого замыкания и холостых импульсов ( =0,85 при f =0,5…1500 кГц); a - объём металла,
удаляемый одним или несколькими импульсами с суммарной энергией в один Джоуль, мм3/Дж; Аи - энергия единичного разряда, Дж; f - частота следования импульсов, Гц; Fотв - площадь поперечного сечения отверстия, мм2.
Зависимость значений коэффициента и величины а от энерго-
временных параметров импульса, скорости вывода продуктов эрозии из МЭП,
величины межэлектродного зазора, длины трассы эвакуации частиц, вязкости и скорости прокачки рабочей жидкости, массы и размера металлических частиц и других параметров накладывает ограничения на использование в практических
целях аналитических выражений типа (2). Приняв |
k a и преобразовав |
||||
выражение (2), получим |
|
|
|
|
|
Vлин |
|
60 k Aи |
f |
, |
(3) |
Fотв |
|
||||
|
|
|
|
|
|

где k - коэффициент, определяемый экспериментально в конкретных производственных условиях.
Площадь поперечного сечения отверстия Fотв зависит от размеров инструмента и его профиля. При прошивании отверстия стержнем и трубкой (рис. 1.) площадь рассчитывается по соответствующим формулам:
F стерж |
d |
2 |
|
F труб |
d 2 |
d 2 |
|
|
|
отв |
; |
отв |
к |
. |
(4) |
||
отв |
4 |
|
отв |
4 |
|
|||
|
|
|
|
|
|
|
||
dотв |
|
|
|
|
dотв |
|
|
|
|
|
|
|
|
dэз |
|
|
|
|
|
|
|
|
|
|
|
отв |
эз |
|
|
|
|
|
|
|
l |
h |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
б |
Рис. 1. Геометрия отверстий, прошитых стержневым (а) и трубчатым (б) ЭИ
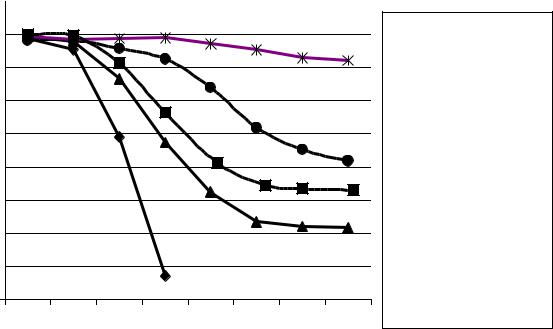
Повышение производительности процесса ЭЭО может быть достигнуто не только путём увеличения энергии импульсов, но и за счёт интенсификации вывода продуктов эрозии из МЭП. Увеличение производительности происходит при наложении на рабочее поступательное движение ЭИ дополнительных (вращение, вибрация), применении специальных форм ЭИ (полый, ступенчатый) и обеспечении принудительной прокачки рабочей жидкости через ЭИ (рис.2).
|
4,5 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
/мин |
3,5 |
|
|
|
|
|
|
|
, мм |
3 |
|
|
|
|
|
|
|
лин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
|
|
|
|
|
|
|
|
Производительность |
2,5 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
1,5 |
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Глубина прошиваемого отверстия lотв, мм |
|
|||||
 Продольная подача
Продольная подача
 Продольная подача с вибрацией
Продольная подача с вибрацией
 Продольная подача с вибрацией ступенчатым ЭИ
Продольная подача с вибрацией ступенчатым ЭИ
 Продольная подача с вибрацией трубчатым ЭИ
Продольная подача с вибрацией трубчатым ЭИ

 Продольная подача с вращением
Продольная подача с вращением
Рис. 2. Влияние кинематики движения электрод-инструмента на производительность обработки
в зависимости от глубины прошиваемого отверстия
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
В объём экспериментальных работ входит изучение зависимости производительности процесса ЭЭО от энергии импульса Аи, глубины lотв и площади Fотв прошиваемого отверстия, частоты следования импульсов f, конфигурации и кинематики движения электрод-инструмента, полярности включения электродов, типа и свойств рабочей жидкости. Значения варьируемого параметра назначаются преподавателем. На электроэрозионном прошивочном станке мод. ОП04-10Ф возможно варьирование следующих параметров:
- частота следования импульсов f, кГц: 44, 66, 100 и 200;
-полярность включения электродов: прямая и обратная; -энергия электрического разряда
Режим |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
Аи, мкДж |
0,7 |
1,4 |
5,1 |
9,3 |
14,3 |
36,1 |
66,6 |
127,8 |
166 |
197,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Последовательность выполнения работы |
|
|
||||||
1.По заданию преподавателя подобрать пару электродов (инструментзаготовка), уточнить схему реализации прошивания отверстий (см. приложение) и объём экспериментальных работ.
2.Установить и закрепить ЭИ в электрододержатель, а электрод-заготовку (ЭЗ) в приспособление на столе станка.
3.В соответствии с полученным заданием установить на станке требуемые параметры обработки: режим обработки (энергия импульса), полярность включения электродов, частота следования импульсов.
4.Подвести шпиндельный узел с инструментом к заготовке на расстояние 0,5…1,0 мм и зафиксировать его положение.
5.Включить подачу рабочей жидкости, вибрацию и вращение ЭИ.
6.Включить генератор импульсов и убедиться в наличии импульсов напряжения (по показаниям вольтметра).
7.Включить автоматическую подачу ЭИ. После появления устойчивого искрообразования между электродами отключить автоматическую подачу ЭИ и установить шкалу индикатора часового типа на «0». Таким образом устанавливается начальное положение ЭИ на величину межэлектродного зазора.
8.Одновременно нажать кнопку «пуск-продолжение» автоматической подачи ЭИ и отсчёта времени на секундомере. Следить за числом оборотов,
совершаемых стрелкой отсчетного индикатора.
9.Факт прошивания сквозного отверстия устанавливается предварительно по появлению искр с обратной стороны обрабатываемой заготовки и окончательно по моменту начала ускоренного движения стрелки индикатора. При этом выключить автоматическую подачу ЭИ и остановить секундомера.
10.Зафиксировать показание индикатора hи и время прошивания отверстия tмаш. Данные занести в таблицу.
Таблица
Влияние условий обработки на производительность при прошивании отверстий
Варьируемый |
Основное |
Показание |
Диаметр |
Площадь |
Линейная |
|
индикатора |
ЭИ |
скорость |
||||
параметр: |
(машинное) |
ЭИ dэи, |
||||
hи, мм |
2 |
прошивания |
||||
|
время То, мин |
мм |
Fэи, мм |
|||
|
|
|
Vлин , мм/мин |
|||
|
|
|
|
|
…
…
…
Параметры режима обработки: nэи=____мин-1; вибрация ЭИ-___; f=___кГц; hэз=lотв=___; код схемы процесса прошивки отверстия :_______; материал: ЭИ-
____, ЭЗ-____; полярность включения электродов: ЭИ-«___», ЭЗ-«___».
11.Вывести ЭИ из ЭЗ. При неизменности пары ЭИ-ЭЗ сместить крестообразный стол станка по одной из координат на величину, большую диаметра используемого инструмента.
12.Повторить пункты 4-10 при изменённых условиях.
13.Если варьируемым параметром является площадь обработки, глубина прошиваемого отверстия или материал заготовки, то необходимо подобрать соответствующий электрод и закрепить его в электрододержателе.
14.Повторить пункты 4-10.
15.Вычислить линейную скорость прошивания отверстия по формуле
Vлин lотв /To . |
(5) |
Данные занести в таблицу.
16. По данным таблицы построить графики зависимости линейной скорости прошивания Vлин от варьируемого параметра (рис.3).
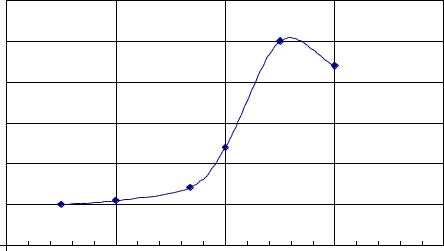
Линейная скорость Vлин, мм/мин
0,3
0,25
0,2
0,15
0,1
0,05
0
0 |
2 |
4 |
6 |
8 |
Варьируемый параметр М
Рис. 3. Зависимость скорости прошивания отверстия от варьируемого параметра М (энергия импульса (режим обработки), частота следования импульсов, полярность включения электродов, площадь обработки)
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Каков механизм эвакуации продуктов эрозии при ЭЭО?
2.Каким образом оценивается производительность при ЭЭО?
3.Покажите зависимость производительности при ЭЭО от режимов обработки.
4.Каким образом физические свойства материала заготовки влияют на скорость съёма металла?
5.Какое участие в съёме металла принимает рабочая жидкость?
6.Укажите основные способы интенсификации процесса съёма металла при ЭЭО.
7.Объясните необходимость выбора энергетических параметров режима
в зависимости от площади обработки с позиции максимальной производительности.
ИЗУЧЕНИЕ ВЛИЯНИЯ УСЛОВИЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе
по дисциплине «Электроэрозионная обработка»
Составитель Ширяев Владимир Юрьевич
Редактор М.Ю. Болгова Подписано в печать 26.05.2014. Формат 60х84х1/16. Бумага офсетная.
Ризография. Печ.л 0,6. Тираж 50 экз. Заказ № Издательство Липецкого государственного технического университета.
Полиграфическое подразделение Издательства ЛГТУ. 398600 Липецк, ул. Московская, 30.