

705
.pdfЗаливка КФ производится поочередно. В то время как на левый поворотный стол устанавливают очередной контейнер, на правом, который находится над металлоприемником, осуществляют процесс литья. Таким образом, сокращается время на подачу КФ на установку ЛВМКД и сокращается продолжительность технологического цикла.
Для уменьшения потерь давления на расплав на преодоление сил трения междугорловиной истенкамиметаллоприемникапри заполнении КФ и потерь давления на смятие твердой корки, образующейся на стенках металлоприемника при затвердевании отливки, в установке ЛВМКД предусмотрен зазор между горловиной и стенками металлоприемника (рис. 5.6).
Рис. 5.6. Установка ЛВМКД с зазором между горловиной и стенками металлоприемника
41

На рис. 5.7 приведена схема установки ЛВМКД с поршневым прессованием, т.е. расплав в КФ подается путем выдавливания его из металлоприемника поршнем.
|
1 |
|
|
2 |
|
5 |
|
|
6 |
3 |
|
4 |
||
|
Рис. 5.7. Установка ЛВМКД для поршневого прессования жидкого металла из постоянного металлоприемника в КФ:
1 — контейнер с заформованной КФ; 2 — металлоприемник; 3 — гидроцилиндр прессования; 4, 5 — гидроцилиндры совмещения (запирания) КФ с металлоприемником; 6 — каркас установки
Эффективность технологии ЛВМКД состоит в том, что в условиях кристаллизации под давлением формируется мелкозернистаяструктураметаллаиустраняются усадочныедефекты, в результате повышаются плотность и механические свойства металла до уровня проката и поковок.
Влияние давления на структуру чугуна и хромоникелевых сталей показано в табл. 5.1.
42

|
|
Таблица 5.1 |
|
Влияние давления на структуру отливок |
|||
|
|
|
|
Материал |
Литье по выплавляемым |
Литье по выплавляемым |
|
отливок, залитых |
моделям с кристаллизацией под |
|
|
моделям |
|
||
из одной плавки |
давлением |
|
|
|
|
||
Серый |
|
|
|
чугун, 300 |
|
|
|
|
|
|
|
Сталь |
|
|
|
08Х14Н5М2ДЛ, |
|
|
|
толщина стенки |
|
|
|
20 мм, 200 |
|
|
|
|
= 7779 кг/м3 |
= 7837 кг/м3 |
|
|
|
|
|
Сталь |
|
|
|
12Х18Н9ТЛ, |
|
|
|
после |
|
|
|
закалки, 200 |
|
|
|
|
|
|
|
ПерспективнымнаправлениемприменениятехнологииЛВМКД является изготовление биметаллических изделий сталь — твердый сплав ВК8.
Сущность метода заключается в том, что в КФ устанавливают пластины твердого сплава ВК8 методом припайки их к моделям. В процессе изготовления КФ пластины удерживаются в ней, а после заливки стали прочно удерживаются на изделии в результате образования диффузионного соединения стали с твердым сплавом.
43
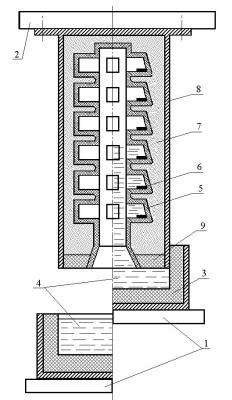
СхемапроцессаЛВМКД композиционного биметаллического режущего инструмента приведена на рис. 5.8.
а) б)
Рис. 5.8. Схема процесса литья по выплавляемым моделям с кристаллизацией под давлением режущего инструмента:
а — исходное положение; б — в процессе заполнения формы; 1 — подвижный стол; 2 — неподвижный стол; 3 — металлоприемник; 4 — расплав; 5 — керамическая форма; 6 — положение твердосплавной пластины в форме; 7 — наполнитель; 8 — контейнер; 9 — затвор из жидкостекольной смеси
Структура переходной зоны показана на рис. 5.9, а на рис. 5.10приведеныобразцытокарныхрезцови ножейторцевых фрез, изготовленных по методу ЛВМКД.
44
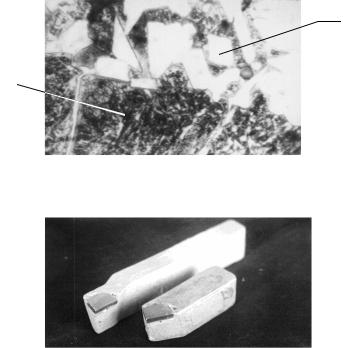
1
2
Рис. 5.9. Структура переходной зоны на границе соединения стали с твердым сплавом ВК8 ( 950):
1 — приграничный слой стали; 2 — приграничный слой твердого сплава
Рис. 5.10. Токарный резец и нож торцевой фрезы, изготовленные по методу ЛВМКД
Контрольные вопросы
1.В чем заключается роль давления в повышении качества отливок?
2.От какого технологического параметра зависит величина давления на расплав при кристаллизации?
3.Назовите способы литья с применением давления.
4.Что означает термин «ЛВМКД»?
5.В чем отличие процесса ЛВМКД от ЛВМ?
Библиографический список
1.Литье по выплавляемым моделям / Под общ. ред. Я.И. Шкленника и В.А. Озерова. М.: Машиностроение, 1984. 406 с.
2.Чернов Н.М., Аксенов В.А. Технологические основы процессов изготовления тонкостенных стальных деталей транспорта. Новосибирск: Изд-во СГУПСа, 2001. 155 с.
3.Специальные способы литья: Справ. / В.А. Ефимов, Г.А. Анисович, В.Н. Бабич и др.; Под общ. ред. В.А. Ефимова. М.: Машиностроение, 1991. 436 с.
45
|
Оглавление |
|
Введение ....................................................................................................... |
3 |
|
1. |
Литье по выплавляемым моделям ................................................................ |
4 |
2. |
Литье в кокиль ......................................................................................... |
18 |
3. |
Литье под давлением ................................................................................. |
26 |
4. |
Центробежное и непрерывное литье ............................................................ |
31 |
|
4.1. Центробежное литье........................................................................... |
31 |
|
4.2. Непрерывное литье ............................................................................ |
35 |
5. |
Литье по выплавляемым моделям с кристаллизацией под давлением ............... |
37 |
Библиографический список ............................................................................ |
45 |
|
Учебное издание
Чернов Николай Меркурьевич Медведев Константин Александрович
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
|
Учебное пособие |
|
|
|
Редактор М.А. Турбина |
|
|
|
Компьютерная верстка Ю.В. Борцова |
|
|
|
Изд. лиц. ЛР № 021277 от 06.04.98. |
|
|
|
Подписано в печать 25.08.10. |
|
|
3,0 печ. л. |
2,5 уч.-изд. л. |
Тираж 150 экз. |
Заказ № 2215 |
Издательство Сибирского государственного университета путей сообщения 630049, Новосибирск, ул. Д. Ковальчук, 191
Тел./факс: (383) 328-03-81. Е-mail: press@stu.ru