

ФГБОУ ВПО “Воронежский государственный
технический университет”
ХИМИЯ, НОВЫЕ МАТЕРИАЛЫ, ХИМИЧЕСКИЕ ТЕХНОЛОГИИ
Выпуск 7
Межвузовский сборник
научных трудов
Воронеж 2015
УДК 621.38.002.3
Химия, новые материалы, химические технологии: межвуз. сб. науч. тр. [Электронный ресурс] – Электрон. текстовые и граф. данные (4,5 Мб). – Воронеж: ФГБОУ ВПО “Воронежский государственный технический университет”, 2015. – Вып. 7. – 1 электрон. опт. диск (CD-ROM) : цв. – Систем. требования: ПК 500 и выше; 256 Мб ОЗУ; Windows XP; SVGA с разрешением 1024x768; MS Word 2007 или более поздняя версия; CD-ROM дисковод; мышь. – Загл. с экрана.
ISBN 978-5-7731-0423-0
В сборнике научных трудов представлены статьи, в которых отражены результаты теоретических и экспериментальных исследований в области физики и химии твердого тела, материаловедения, машиностроения, полученные преподавателями, аспирантами и студентами различных специальностей ВГТУ и на других предприятиях г. Воронежа.
Материалы сборника соответствуют научному направлению “Наукоемкие технологии в машиностроении, авиастроении и ракетно-космической технике” и перечню критических технологий Российской Федерации, утвержденному Президентом Российской Федерации. Публикуемые статьи предназначены студентам, аспирантам, инженерно-техническим работникам, специализирующимся в области материаловедения и машиностроения.
Редакционная коллегия:
В.А. Небольсин |
- д-р техн. наук, проф. – ответственный редактор, Воронежский государственный технический университет; |
Б.А. Спиридонов |
- канд. техн. наук, доц., Воронежский государственный технический университет; |
А.Н. Корнеева |
- канд. техн. наук, доц., Воронежский государственный технический университет; |
Д.Б. Суятин |
- канд. физ.-мат. наук, ст. науч. сотр., НИИЯФ Московского государственного университета им. М. В. Ломоносова; |
И.М. Винокурова |
- канд. техн. наук, доц. - ответственный секретарь, Воронежский государственный технический университет |
Рецензенты: |
кафедра химии ВГАСУ (зав. кафедрой д-р хим. наук, проф. О.Б. Рудаков); |
|
канд. физ.-мат. наук, доц. А.Ф. Татаренков |
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
ISBN 978-5-7731-0423-0 |
Коллектив авторов, 2015 |
|
Оформление. ФГБОУ ВПО “Воронежский государственный технический университет”, 2015 |

Введение
Сборник научных трудов (выпуск 7) подготовлен на кафедре химии Воронежского государственного технического университета. В нем представлены статьи, отражающие последние результаты как инициативных, так и плановых научно-исследовательских работ преподавателей, аспирантов и студентов старших курсов университета и их коллег из некоторых других организаций.
В материалах сборника рассмотрены вопросы теоретических и экспериментальных исследований в области физики и химии твердого тела, электрохимии, материаловедения, химических и машиностроительных технологий, защиты окружающей среды и экологического мониторинга.
Представлены экспериментальные данные по изучению каталитических свойств нитевидных кристаллов кремния в их взаимосвязи с электронным строением металлов-катализаторов роста, описаны новые подходы к очистке сточных вод, представлена информация о перспективах использованиия наноматериалов в виде углеродных нанотрубок и графенов, даны новые результаты, характеризующие сорбционную способность аммиака, изложены результаты изучения толстослойных гальванических покрытий, химического меднения диэлектриков, газоочистки при электролизе алюминия и др.
В ряде статей рассматриваются различные аспекты экологической безопасности существующих технологий и производств, системы аварийного мониторинга, включая разработку моделей оценки и прогноза последствий аварий и сверхнормативного поступления загрязняющих веществ в окружающую среду. В частности, проанализировано влияние различных факторов на безопасную эксплуатацию холодильных установок с использованием аммиака в качестве хладагента.
В целом материалы сборника могут быть полезны специалистам различного уровня знаний, занимающихся разработкой химических технологий, технологий в области материаловедения, машиностроения, микроэлектроники и др.
УДК 669.01(075)
О.В. Горожанкина, И.И. Панков, Ю.Р. Копылов
Исследование остаточных внутренних напряжений в толстослойных электрогальванических и электро-гальваномеханических покрытиях железа
Исследованы виды внутренних напряжений в толстослойных покрытиях, полученных электрогальваническим и электрогаль-ваномеханическим способами. Установлены значения ВН для данных покрытий
К числу наиболее важных характеристик гальванических покрытий относятся внутренние напряжения (ВН), возникающие при электрокристаллизации. Различают два типа ВН: растягивающие (-) и сжимающие (+). От знака и величины напряжений зависят механические свойства покрытия (твердость, износостойкость, усталостная прочность). Если величины ВН достигают больших значений, то разрывают покрытие.
Внутренние напряжения растяжения присущи в той или иной мере всем электроосажденным металлам. Известно, что величина внутренних напряжений в большей степени зависит от природы металла основы и толщины покрытия. В начальные моменты осаждения внутренние напряжения имеют высокие значения, а по мере роста толщины слоя они уменьшаются до некоторого постоянного значения.
Основными причинами, вызывающими внутренние напряжения в покрытиях, могут быть: а) изменения параметров кристаллической решетки; б) форма роста осадка, характер и однородность структуры; в) характер, плотность и устойчивость структурных несовершенств; г) включения и примеси. Эти причины взаимосвязаны и обусловливаются природой, свойствами осаждаемых металлов, составом электролита и условиями электролиза. Какого бы рода ни были напряжения, в конечном итоге они вызывают одинаковый эффект – упругие деформации и искажения кристаллической решетки.
В электролитических покрытиях железа обычно возникают растягивающие остаточные внутренние напряжения, величина и природа которых определяются типом осаждаемых металлов и условиями электролиза. Высокие растягивающие внутренние напряжения приводят к растрескиванию, увеличению пористости и уменьшению защитной способности получаемых слоев к коррозии, а также к отслаиванию покрытий от основы [1]. Поэтому изучение внутренних напряжений, причин их возникновения в электроосажденных металлических слоях и способов снижения представляет теоретический и практический интерес.
Остаточные напряжения оказывают существенное влияние на прочность и долговечность деталей машин и конструкций например, остаточные сжимающие напряжения, возникающие в поверхностном слое, повышают циклическую прочность деталей, так как они разгружают поверхностный слой от напряжений, вызванных нагрузками и, наоборот, растягивающие остаточные напряжения уменьшают прочность деталей вследствие повышения напряженности поверхностного слоя [2].
Основными методами определения остаточных напряжений являются механические (например, Давиденкова, Закса и др.) и рентгеновские (для определения напряжений I, II и III рода). Применяются также электрофизические методы, при которых остаточные напряжения находятся по изменению электромагнитных свойств материала поверхностного слоя детали.
Механические методы основаны на предположении, что разрезка или удаление части детали с остаточными напряжениями эквивалентны приложению к оставшейся детали на вновь появившихся поверхностях напряжений, равных остаточным, но с обратным знаком. Они вызывают деформирование детали или появление усилия в устройствах, препятствующих деформации. Измеряя возникшие деформации или силы, можно вычислить остаточные напряжения.
Рентгеновский метод основан на измерении межатомных расстояний в напряженном и ненапряженном металле. Деформацию кристаллической решетки измеряют по дифракционным линиям, которые характеризуются смещением их относительно аналогичных линий у ненапряженного материала, а также шириной и интенсивностью. Однако этот метод имеет определенные ограничения. Например, с помощью рассеяния рентгеновских лучей можно исследовать напряжения только вблизи поверхности материала вследствие их малой глубины проникновения. То есть можно говорить только о напряжениях на поверхности и на малой глубине.
В данной работе исследовались два образца толстослойного покрытия, полученных электрогальваническим и электро-гальваномеханическим (с механической активацией в процессе электролиза) методами.
Исследование остаточных напряжений определялось двумя методами: методом Давиденкова [3] для определения напряжений 1-го рода и рентгенографическим методом для определения напряжений 2-го рода.
Метод Давиденкова используется в том случае, когда исследуемая заготовка представляет собой тонкостенный цилиндр. Тонкостенными принято считать цилиндры, толщина стенки которых h мала по сравнению со средним радиусом R, т. е. при R/h>3. Согласно методу Давиденкова, который был предложен в 1931 году, для определения остаточных напряжений вырезается достаточно длинный участок тонкостенного цилиндра (рисунок), а затем производится его разрезка по образующей и последовательное снятие цилиндрических слоев. Снятие слоев металла производится травлением.
Проведенные исследования показали, что в электро-гальваномеханическом покрытии, за счет выглаживающего механического воздействия на формирующиеся слои покрытия нетокопроводящим инструментом, образуются сжимающие остаточные внутренние напряжения и близкие к сжимающим до 250-300 МПа. Формирование сжимающих остаточных напряжений положительно влияет на усталостную прочность деталей с электро-гальваномеханическим покрытием.
В электрогальваническом покрытии остаточные внутренние напряжения - растягивающие.
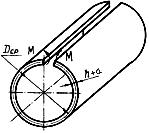
Схема определения остаточных напряжений
по методу Давиденкова
Также напряжения на поверхности образцов исследовали с помощью дифрактометра D2 Phaser Bruker. По результатам рентгенографического анализа рассчитаны параметры решетки а для образца с электрогальваническим покрытием и образца с электро-гальваномеханическим покрытием. Эти данные сравнивались с табличными данными параметра решетки а для α-железа. Данные приведены в таблице.
По полученным нами данным видно, что на поверхности электрогальванического покрытия имеются растягивающие напряжения (параметр решетки а больше табличного), что свидетельствует о том, что в твердом растворе имеется большое количество атомов примесей (водорода, и др.) и других включений, растягивающих (деформирующих) решетку, это негативно сказывается на усталостной прочности. Для электро-гальваномеханического покрытия значение параметра решетки а немного меньше табличного, то есть напряжения не растягивающие, а близки к сжимающим, что объясняется значительным уменьшением количества водорода, увеличением плотности слоя и количества дислокаций.
Зависимость значения параметра решетки а верхнего слоя покрытия при различных режимах его нанесения
Режимы нанесения покрытия |
Значение параметра решетки, Å |
Табличное значение а для железа |
2,866 |
Значение а для электрогальванического покрытия |
2,873 |
Значение а для электро-гальваномеханического покрытия |
2,863 |
Также можно предположить, что внутренние напряжения того же знака будут присутствовать и во всем объеме покрытия. Причем по принятой теории в электрогальванических покрытиях существуют растягивающие напряжения, которые тем больше, чем меньше толщина покрытия. С ростом толщины покрытия напряжения уменьшаются. В электро-гальваномеханическом покрытии за счет периодического действия выглаживающего инструмента на поверхность формирующегося покрытия, можно предположить наличие небольших сжимающих напряжений или близких к сжимающим во всем объеме, что благоприятно сказывается на усталостной прочности.
Таким образом, применяя механическое воздействие на поверхность получаемого покрытия одновременно с процессом осаждения, можно добиться получения плотных мелкозернистых осадков при наличии в них полезных сжимающих напряжений.
Литература
1. Поперека, М.Я. Внутренние напряжения электролитически осаждаемых металлов [Текст] / М.Я. Поперека. - Новосибирск: Зап.-Сиб. книж. изд-во, 1966. – 335 с.
2. Радченко, В.П. Ползучесть и релаксация остаточных напряжений в упрочнённых конструкциях [Текст] / В.П. Радченко, М.Н. Саушкин. – М.: «Машиностроение-1», 2005. – 212 с.
3. Ковенский, И.М. Современные методы исследования металлических покрытий [Текст]. / И.М. Ковенский, В.В. Поветкин, И.Д. Моргун. – Тюмень: ТюмИИ, 1989. – 68 с.
Воронежский государственный технический университет
УДК 669.4
Е.А. Дмитриев, Б.А. Спиридонов
СОВЕРШЕНСТВОВАНИЕ МЕТОДА ТРАВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Проведен анализ литературных данных по методам травления печатных плат. На основании проведенных экспериментов разработан новый метод травления, включающий использование раствора, основными компонентами которого являются перекись водорода и лимонная кислота
Печатная плата (ПП) представляет собой плоское изоляционное основание (рис.1), на одной или обеих сторонах которого расположены токопроводящие полоски металла (проводники) в соответствии с заданной электрической схемой [1].
Для монтажа на плату радиоэлементов служат отверстия в плате, которые обычно металлизируются; металлизированные отверстия необходимы также для электрического соединения проводников, расположенных на обеих сторонах платы. В качестве исходного материала для изготовления печатных плат применяют фольгированный (плакированный) медью стеклотекстолит.
Рис.1. Внешний вид печатной платы
Основными операциями в процессе изготовления печатных плат являются следующие:
1) химическая металлизация диэлектрика – ее осуществляют восстановлением ионов меди из растворов, содержащих медь в виде комплексной соли и формальдегид в качестве восстановителя;
2) электроосаждение металлов – медь осаждают из сульфатного, борфтористоводородного или пирофосфатного электролитов;
3) травление – удаление меди с непроводящих и незащищенных участков медной фольги с поверхности платы для формирования рисунка схемы.
Травление представляет собой сложный окислительно-восстановительный процесс, который осуществляется химическим или электрохимическим методом. В настоящее время разработано достаточно много составов и способов для химического травления меди. Наиболее часто используемыми способами травления являются: погружение, барботаж, распыление. Все методы различаются скоростью травления, образованием продуктов, а также доступностью и стоимостью применяемых реагентов.
Травление с барботажем заключается в создании большого количества пузырьков воздуха, которые способствуют перемешиванию травильного раствора во всем объеме и увеличению скорости окисления меди.
Травление распылением, как правило, осуществляется на специальных струйных установках, что обеспечивает высокую скорость травления. Этим способом обеспечивается температурная стабильность процесса, возможность перемещения ПП и подача травильного раствора в зону обработки, аэрация (распыление), промывка, нейтрализация и сушка.
Электрохимическое травление ПП основано на анодном растворении меди с последующим восстановлением ионов стравливаемого металла на катоде. В сравнении с химическим травлением электрохимический метод обладает рядом преимуществ: несложным составом электролита, методики его приготовления, высокой и стабильной скоростью растворения меди в течение длительного времени, экономичностью и легкостью управления, возможностью автоматизации всех операций. Однако электрохимическое травление имеет существенный недостаток – травление меди характеризуется неравномерностью удаления металла по плоскости ПП, что приводит к образованию непротравленных островков [2]. Этот недостаток данного метода сдерживает его широкое применение в технике.
Химическое травление обеспечивает более равномерное травление, но каждый метод имеет свои достоинства и недостатки [3, 4].
Наибольшее распространение в промышленности получили растворы на основе сильного окислителя – хлорного железа FeCl3.
Для приготовления раствора травления часто применяют раствор, содержащий 1кг хлорного железа в 1л воды. Длительность травления ПП с площадью поверхности 200 см2 при комнатной температуре составляет 30 мин.
Травление меди происходит в три стадии:
Cu + FeCl3 = CuCl + FeCl2
CuCl + FeCl3 = CuCl2 + FeCl2
Cu + CuCl2 = 2 CuCl
Основными недостатками метода являются: высокая концентрация хлорного железа и соответственно большие материальные затраты; при промывке ПП вследствие гидролиза происходит выпадение осадка Fe(OH)Cl2, который отрицательно влияет на эксплуатационные свойства готового изделия; отработанный раствор очень трудно поддается регенерации.
Растворы на основе персульфатов содержат персульфат аммония (NH4)2S2O8 и серную кислоту. Процесс травления протекает в соответствии с уравнением:
Cu+ (NH4)2S2O8 = (NH4)2SO4 + CuSO4
При травлении происходит большое боковое подтравливание медных проводников. К недостаткам относится также высокая стоимость персульфата, небольшая допустимая концентрация меди в растворе (35-40 кг/м3), образование смеси ядовитых газов и зубчатого края проводников, невысокая скорость травления (2,5 мкм/мин). Регенерация осуществляется путем охлаждения травильного раствора. При этом одновременно сульфаты меди и аммония выпадают в осадок и отфильтровываются. Это затрудняет выделение меди.
Предпочтительными для травления меди являются медно-аммонийные растворы, в состав которых, в состав которых входят хлориды меди аммония и аммиак; рН раствора составляет 9-9,5. Травление осуществляется по уравнению:
Cu + CuCl2 = 2CuCl.
Введение солей и аммиака предотвращает выпадение малорастворимого CuCl вследствие образования аммиачного комплекса одновалентной меди.
Травильный раствор на основе хлорной меди с добавлением HCl в 20 раз дешевле хлорного железа, характеризуется легкостью отмывки, простотой приготовлении, возможностью регенерации, стабильными параметрами травления.
Недостатком метода является сложность регенерации, которая включает продувку раствора газообразным хлором, или введение окислителя – перекись водорода.
Травление в растворах на основе перекиси водорода с добавлением серной или соляной кислот протекает с большой и постоянной скоростью, без кристаллизации и выпадения осадка. Процесс легко поддается автоматизации. Раствор на 60% дешевле хлорного железа. Процесс травления описывается уравнениями реакций:
2Cu + H2O2 = 2CuO + H2O
CuO + H2SO4 = CuSO4 + H2O
Недостатками метода является необходимость точного контроля состава раствора вследствие взрывоопасности перекиси водорода, а также химического разрушения металлических частей оборудования.
Рекомендован травильный раствор на основе хлоритов. Травление в щелочных растворах хлоритов происходит по уравнению:
2Cu+NaClO2+4NH4Cl + 4NH4OH= 2[Cu(NH3)4]Cl2+NaCl+ 6H2O
Раствор характеризуется высокой скоростью травления при 50 0С, отсутствием осадка в растворе и на платах, высоким допустимым содержанием меди.
Недостатки метода: неустойчивость раствора, склонность к самопроизвольному разложению со взрывом, что требует тщательно контролировать состав травильного раствора и обеспечивать надежную вентиляцию.
В последнее время в промышленности стали широко применять аммиачный медно-хлоридный раствор, процесс травления в котором протекает по реакции
Cu + [Cu(NH3)4]Cl2 = [Cu(NH3)2]2Cl2.
Этот раствор характеризуется более медленной скоростью растворения, но при введении в него ускорителя ELO-FAST 40 скорость травления становиться соизмеримой со скоростью травления в аммиачно-хлоридном растворе.
Цель работы – на основе имеющихся литературных данных разработать состав травильного раствора, отличающийся стабильностью и высокой скоростью растворения меди.
Опыты проводили на модельных медных образцах с S = 10см2. Образцы изготавливали из медной фольги толщиной 35 мкм. Травление меди проводили также на печатных платах, изготовленных по методике [1]. Состав травильного раствора (в г/л): 300г лимонной кислоты, 50г хлорида натрия, остальное – 3% раствор перекиси водорода (Рис.1).
Проделанными экспериментами установлено, что в данном растворе травление меди происходит с достаточно высокой скоростью (4-5 мкм/мин). Следует отметить, что в отличие от раствора, содержащего перекись водорода с соляной или серной кислотами травильный раствор с лимонной кислотой существенно менее агрессивный, более стабильный, так как медь с этой кислотой образует очень прочный комплекс [5], что также исключает влияние продуктов реакции на скорость окисления меди. Процесс травления может быть представлен уравнением:
Cu + H3Cit + H2O2 = H[CuCit] + 2H2O ,
где Cit – лиганд – остаток лимонной кислоты [CH2)2C(OH)(COO)3].

Рис. 2. Травление меди печатной платы в цитратном растворе
Установлено, что избыток лимонной кислоты предотвращает выпадение осадка цитрата меди, а хлорид натрия проявляет каталитические свойства, ускоряя процесс травления. Существенное влияние на скорость окисления меди влияет перекись водорода. Однако не следует вводить в травильный раствор избыток пергидроля, поскольку при этом снижается его устойчивость.
Литература
1. Практикум по прикладной электрохимии: учебное пособие для вузов [Текст]: / Н.Т.Кудрявцева и др.; отв. ред. Н.Т.Кудрявцев. - Л.: Химия, 1980.- 288 с.
2. Ильин, В.А. Технологи изготовления печатных плат [Текст] / В.А.Ильин. -М.: Техносфера, 2005. - 360с.
3. Медведев А. Н.Технология производства печатных плат [Текст] / А.Н.Медведев - М.: Техносфера, 2005. – 365 с.
4. Блутштейн С. И. Процесс травления печатных плат и регенерация травящего раствора фирмы ELO-CHEM [Текст] / С.И. Блутштейн // Компоненты и технология. – 2002. - №2. – С. 32-33.
5. Лурье Ю.Ю.Справочник по аналитической химии. М.: Химия, 1971. -388с.
Воронежский государственный технический университет
УДК 669.15
О.Н. Болдырева, М.Е. Востриков, И.М. Замятин
ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ КАРБЮРИЗАТОРА
ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ В УСЛОВИЯХ РЕМОНТНОГО ПРОИЗВОДСТВА
В статье предложена технология низкотемпературного цинанирования с карбюризатором на основе желтой кровяной соли, обеспечивающей насыщение стали азотом и углеродом
Ремонтное производство отличается меньшей программой работ и широкой номенклатурой восстанавливаемых деталей, поэтому процессы химико-термической обработки, широко применяемые в машиностроении (азотирование, газовая цементация, нитроцементация и др.), не могут быть использованы на ремонтных предприятиях либо по причине экономической нецелесообразности, либо по причине технологической трудоемкости. Основные требования к карбюризатору для упрочнения восстановленных деталей в ремонтном производстве, следующие: этот карбюризатор должен обеспечивать достаточно эффективное упрочнение деталей из различных сталей в широком диапазоне температур, а с другой стороны, могут встречаться изделия, для которых важно провести упрочнение на большую глубину, для чего необходимо насыщение при высокой температуре. Во-вторых, карбюризатор должен быть удобным для проведения поверхностного упрочнения деталей различных размеров и формы с использованием простого термического оборудования. Наконец, этот карбюризатор не должен содержать в своем составе дорогих и дефицитных компонентов, должен быть нетоксичным и удобным в обращении. Названным требованиям наиболее полно отвечает карбюризатор, включающий в свой состав углеродосодержащие и азотосодержащие компоненты, применяемые в виде покрытия на упрочняемых поверхностях деталей. При этом реакции образования активных атомов азота и углерода протекают в непосредственной близости от насыщаемой поверхности, эти атомы адсорбируются поверхностью стали и диффундируют в глубину изделия. Таким образом, для обеспечения химико-термического обработки не требуется интенсивная циркуляция газов, как при газовой нитроцементации, и процесс может быть осуществлен в цементационных контейнерах. Карбюризатор для низкотемпературного цианирования состоит из газовой сажи, желтой кровяной соли и некоторых других компонентов и обеспечивающих достаточно эффективное насыщение стали азотом и углеродом при температурах 640-660 °С. При длительности цианирования 3…5 ч названный карбюризатор позволяет получить глубину карбонитридной зоны 0,15-0,22 мм, что вполне достаточно для обеспечения высокой износостойкости цианированной поверхности. Сажевый карбюризатор с мочевиной (50 % сажи, 50 % мочевины) позволяет получать на улучшаемых углеродистых и низколегированных сталях диффузионные слои глубиной 0,5...0,7 мм при температуре процесса ~550. Эти слои имеют развитую карбонитридную зону и отличаются высокой твердостью (более1000HV).Положительное влияние азота в процессе низкотемпературного цианирования проявляется в образовании карбонитридов железа и легирующих элементом на поверхностях цианируемых деталей, которые обладают высокой твердостью, и в понижении температуры превращения а-железа в у-железо благодаря растворению азота в а-фазе.
При этом становится возможной диффузия углерода в сталь при гораздо меньших температурах, чем п без азот и стой а-фазе карбонитриды железа имеют больший удельный объем, чем компоненты исходной структуры стали. Есть сведения, что азотирование я цианирование увеличивают размеры деталей (режущих инструментов) на несколько микрометров, поэтому следует ожидать, что при низкотемпературном цианировании в поверхностных слоях упрочненных деталей возникают значительные сжимающие напряжения, а это, как известно, является полезным обстоятельством, так как способствует повышению усталостных характеристик изделия.
Высокотемпературное цианирование (нитроцементация) проводится при температурах 750…900 °С, когда сталь находится в аустенитном состоянии и преобладает процесс обогащения ее углеродом. Однако и при этих температурах влияние азота на кинетику процесса образования диффузных слоев весьма существенно.
Введение азотосодержащего компонента в состав карбюризатора (триэтаноламина или желтой кровяной соли) позволяет снизить температуру науглероживания с 920 °С (карбюризатор без азота) до 850 или даже до 800°С и получить одинаковые по глубине диффузионные слои при меньших выдержках. При использовании пастообразного карбюризатора для низкотемпературного цианирования основным источником активного азота и углерода служат в зависимости от состава карбюризатора, желтая кровяная соль или мочевина. Желтая кровяная соль или железосинероднстый калий при температуре 600 °С расплавляется, а при температуре 650°С разлагается с образованием азота и углерода:
![]() (1)
(1)
Часть выделяющегося азота диффундирует в сталь, растворяясь в а-железе. При этом понижается температура фазовой перекристаллизации до 590 °С и становится возможной диффузия углерода в сталь. Одновременно протекает реакция частичного окисления KCN и выделения группы CN. Желтая кровяная соль в твердом состоянии нетоксична, она ядовита лишь после расплавления, когда выделяется группа CN. Но есть сведения, что при цианировании с использованием смеси желтой кровяной соли с древесным углем расплавления соли не происходит и токсичного действия этой соли не проявляется.
Мочевина иногда применяется при цианировании, а также жидком азотировании вместо цианистых солей. Мочевина не ядовита, недефицитна и дешева, широко применяется в сельском хозяйстве в качестве азотного удобрения.
Мочевина представляет собой крупные белые кристаллы, хорошо растворимые в воде. При нагревании кристаллы при 133 °С плавятся, затем при температуре около 200 °С происходит разложение мочевины с выделением газообразного аммиака. При разложении мочевины одновременно идут две основные реакции:
а) из двух молекул мочевины выделяется одна молекула аммиака и остается и остается амин изоциановой кислоты - биурет:
![]() ;
(2)
;
(2)
б) из одной молекулы мочевины выделяется одна молекула аммиака и образуется изоциановая кислота:
![]() (3)
(3)
с повышением температуры диссоциации мочевины интенсивность реакции (3) увеличивается, а реакции (2) снижается.
По мере выделения аммиака остаток представляет собой расплавленную изоциановую кислоту с растворенным в ней некоторым количеством биурета. В этом расплаве идут реакции превращения изоциановой кислоты в циановую и полимеризации ее в циклическое соединение – циурановую кислоту, имеющую общую формулу (СNOH). Последняя имеет более высокую температуру плавления, чем температура разложения мочевины (около 600 °С), поэтому расплав затвердевает и не принимает участие в дальнейших реакциях. Таким образом, мочевина, используемая при цианировании, служит только для генерирования аммиака. Насыщение азотом интенсивно протекает лишь в том случае, когда диссоциация аммиака происходит в непосредственной близости от поверхности стали. Степень диссоциации аммиака зависит (при использовании пастообразного карбюризатора) в основном от температуры процесса. Зависимость степени диссоциации аммиака от температуры процесса при нормальном давлении можно представить в виде графика.
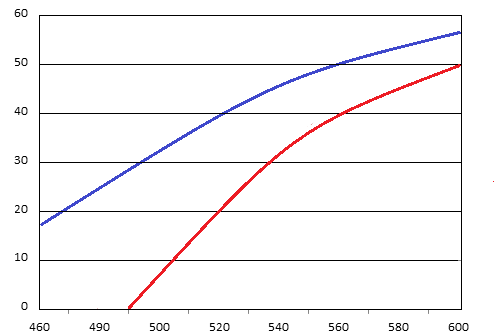
Зависимость степени диссоциации аммиака от температуры при атмосферном давлении (по данным А.Н. Минкевича)
При температуре цианирования, т.е. когда начинается
![]() (4)
(4)
Окись углерода реагирует с поверхностью стали, осуществляя ее науглероживание:
![]() +
+![]() (5)
(5)
Из приведенных рассуждений следует, что для осуществления цианирования стали в среде, содержащей мочевину, к ней необходима добавка карбонатов и сажи для образования активного углерода. Если для цианирования использовать желтую кровяную соль, то это вещество обеспечивает насыщение стали азотом и углеродом без всяких добавок.
Возможно использование для цианирования аммиачной селитры , которая по содержанию азота приближается к мочевине . Эта селитра имеет более высокую температуру плавления, чем мочевина (313 °С против 133 °С). Расплавленная селитра диссоциирует с выделением газообразного аммиака:
![]() (6)
(6)
Выделяющаяся при атом азотная кислота обладает сильным окисляющим действием, поэтому углерод (сажа), присутствующий в цианирующем покрытии, может быть окислен до окиси или до двуокиси без добавки карбонатов щелочноземельных металлов. Более высокая температура плавления и начала разложения аммиачной селитры по сравнению с мочевиной является положительным моментом, так как образование активного азота приближено по температурной шкале к началу цианирования. Поэтому следует ожидать меньших потерь аммиака из цианирующего покрытия, а следовательно, меньшего расхода селитры по сравнению с мочевиной. Ускоренное насыщении стали упрочняющими элементы при нитроцементации или цианировании (низкотемпературной разновидности нитроцементации) связано с повышением интенсивности диффузии углерода в сталь под влиянием азота.
Литература
1. Прокошкин, Д. А. Химико-термическая обработка металлов. [Текст] / Д. А. Прокошкин. - М.: Металлургия, 1984. - 242 с.
2. Колмыков, В. И. Эффективность упрочнения стали при химикотермической обработке [Текст] / Колмыков В. И. // Технология и оборудование для новых прогрессивных методов химикотермической обработки деталей: межвуз. Сб. науч. тр. - Волгоград: НТО Машпром, 1998. С. 61 - 64.
ВУНЦ ВВС «Военно-воздушная академия им. профессора
Н.Е. Жуковского и Ю.А. Гагарина» (г. Воронеж)
УДК 541.183
В.П. Горшунова, Т.В. Лапунина
ВЛИЯНИЕ ТЕРМОХИМИЧЕСКОЙ ОБРАБОТКИ АКТИВНОГО ОКСИДА АЛЮМИНИЯ НА СОРБЦИОННЫЕ СВОЙСТВА
Приведены результаты исследования адсорбции аммиака термохимически активированным алюмогелем и дана сравнительная оценка поглотительных свойств сорбента в зависимости от предварительной обработки
Известно, что силикагель и алюмогель являются оксидными сорбентами, которые широко используются для поглощения влаги. Поскольку вода и аммиак имеют близкие размеры молекул (их диаметры 0,27 и 0,36 нм), а также близкие дипольные моменты (1,86 D и 1,64 D), то можно предположить, что эти сорбенты могут применяться для поглощения аммиака.
Существенное преимущество алюмогелей по сравнению с силикагелями — стойкость к воздействию жидкости. Кроме того, такие достоинства алюмогелей, как термодинамическая стабильность, относительно легкое получение, доступность сырья, обеспечивают возможность их широкого применения.
Алюмогель (активный оксид алюминия Al2O3 ∙ nH2O, где 0 < n <0,6) получают прокаливанием различных гидроксидов алюминия. При этом в зависимости от типа исходного гидроксида, наличия в нем оксидов щелочных и щелочно-земельных металлов. условий термической обработки и остаточного содержания влаги получают различные по структуре типы алюмогеля. Его промышленные сорта обычно содержат γ-Al2O3 и реже другие модификации Al2O3. Их щелевидные или бутылкообразные поры образованы первичными кристаллическими частицами размером (3 - 8) ∙10-9 м (3 - 8 нм).
Удельная поверхность алюмогелей составляет 170 – 220 м2/г, суммарный объем пор находится в пределах 0,6 – 1,0 см3/г, средний радиус пор и гравиметрическая плотность гранул цилиндрической и шарообразной формы составляют соответственно 6 – 10 нм и 3 – 4 нм и 500 – 700 и 600 – 900 кг/м3. Их используют для улавливания полярных органических соединений и осушки газов [1].
Ранее нами установлен механизм сорбции аммиака силикагелями разной пористости и влияние на него различных способов предварительной обработки, в том числе термохимической [2].
Целью настоящей работы явилось изучение влияния процесса химического активирования активного оксида алюминия на адсорбцию аммиака. Химическое модифицирование поверхности дисперсной фазы дает возможность направленно изменять свойства сорбентов и расширяет возможности их практического применения.
Химическую обработку проводили 0,1 М раствором медного купороса. Опытным путем, используя фотоколориметрический метод, установили время, в течение которого происходило насыщение алюмогеля активирующим раствором.

Рис.1. Зависимость массы катионов меди на сорбенте в процессе пропитки его раствором CuSO4 от времени
Результаты представлены на рис.1, из которого видно, что для насыщения сорбента раствором медного купороса достаточно десяти часов. Значит, 24 часа выдержки алюмогеля в активирующем растворе обеспечивает полную пропитку данным раствором. Учитывая это, импрегнирование осуществляли в течение 24 часов при комнатной температуре, после чего высушивали сорбент при температуре 120 – 130 оС до постоянной массы. Адсорбцию паров аммиака изучали эксикаторным методом [2]. Создавали атмосферы с содержанием аммиака 5, 10, 20, 50, 100, 200 и 400 мг/м3, для чего готовили растворы аммиака различной концентрации в соответствии с данными справочника [3]. На основе этого получили изотерму адсорбции (рис. 2.).

Рис. 2. Изотерма адсорбции термохимически модифицированного алюмогеля
Далее проводили опыты по выявлению воздействия химической обработки на поглотительные свойства алюмогеля в сравнении с предварительной термической его обработкой. Результаты приведены в таблице.
Адсорбция аммиака (мг/г) алюмогелем в зависимости
от способа обработки
Способ обработки алюмогеля |
Адсорбция, а мг/г адсорбента при
|
Термическая обработка |
230 |
Термохимическая обработка |
276 |
Результат |
Адсорбция увеличилась на 20 % |
В результате пропитки алюмогеля раствором медного купороса его поры содержат аквакомплекс [Cu(H2O)4]2+ и гранулы сорбента окрашиваются в голубой цвет, который после насыщения аммиаком становился более интенсивным, особенно при выдерживании в атмосферах аммиака с большой объемной концентрацией. Значит, в порах алюмогеля происходит образование амминокомплексов синего цвета по реакции
[Cu(H2O)4]2+ + 4NH3 = [Cu(NH3)4]2+ + 4H2O.
Это свидетельствует о том, что в процессе поглощения аммиака происходит образование донорно-акцепторной связи с катионом меди. Прочность этого комплекса сравнительно велика: рК = - lg Kнест. = 12,03 [3]. Значит, в случае химически модифицированного алюмогеля помимо взаимодействия аммиака с поверхностными центрами сорбента, действует химическая связь с катионами меди, находящимися в порах, что и способствует увеличению поглотительных свойств.
Таким образом, показано влияние химического модифицирования на адсорбционные свойства алюмогеля по отношению к аммиаку и установлен механизм процесса, что позволит выбирать практические условия промышленного использования данного сорбента.
Литература
1. Кировская И.А. Адсорбционные процессы. [Текст] / И.А. Кировская. – Иркутск: Изд-во Иркут. ун-та, 1995. – 304 с.
2. В.П. Горшунова, В.А. Небольсин, А.Н. Лукин. «Исследование поглощения аммиака некоторыми неорганическими сорбентами». Современные проблемы науки и образования.-2012.-№ 3, URL: http// www Science-education. ru / 103-6437
3. Кельцев Н.В. Основы адсорбционной техники [Текст]: монография / Н.В. Кельцев. – М.: Химия, 1981. – 592 с.
4. Рабинович В.А. Краткий химический справочник [Текст] / В.А. Рабинович, З.Я. Хавин. – С.- Пб.: Химия, 1997. – 392 с.
Воронежский государственный технический университет
УДК 621. 315.61
Д.Э. Иванова, В.В. Коротов, И.М. Винокурова
КОРРОЗИЯ СВАРНЫХ ШВОВ НЕФТЕГАЗОВОГО ОБОРУДОВАНИЯ
В материалах статьи рассматривается процесс коррозии сварных швов нефтегазового оборудования. В статье показана схема протекания возможных локальных коррозионных процессов на металле нефте- и газоперерабатывающих установок. Выявлены основные методы повышения стойкости сварных соединений
Коррозия металла оборудования нефте- и газоперерабатывающих производств продолжает оставаться острой проблемой, несмотря на совершенствование опыта защиты от коррозии. Статистические данные показывают, что количество металлов и сплавов, пришедших в непригодность от коррозии, составляет около 40 % от общего количества выплавленных металлов и сплавов. Чаще всего коррозии подвергается деталь именно в области сварного шва.
Виды и особенности коррозионных разрушений сварных конструкций определяются свойствами материала, напряженным состоянием в конструкции, свойствами коррозионной среды и условиями взаимодействия металла со средой (температурой, временем, условиями контактирования, давлением и др.).
Основные методы повышения стойкости сварных соединений и конструкций против коррозионных разрушений можно подразделить на общие и специальные, где общие методы:
рациональный выбор и разработка новых коррозионностой-
ких конструкционных материалов;
рациональное конструирование, технология изготовления и
эксплуатация изделия.
Применение защитных покрытий:
на органической основе (лакокрасочные и высокополимер-
ные краски);
на неорганической основе (окисные, фосфатные, хроматные
и др.);
металлические (металлизационные, горячие, диффузные,
плакирование).
Применение методов торможения коррозии:
обработка коррозионной среды – удаление стимуляторов и
введение замедлителей (ингибиторов) коррозии;
электрохимическая защита с подачей внешнего тока (катод-
ная и анодная), применение протекторов.
Специальные методы в свою очередь делятся на:
1. Уменьшение химической и структурной неоднородности:
выбор оптимального состава и улучшение свойств (термооб-
работка) основного металла перед сваркой;
подбор рациональных присадочных материалов (проволок,
покрытий, флюсов, защитных газов) и конструкции соединений с целью регулирования химического состава сварного шва;
регулирование термического цикла сварки и условий кри-
сталлизации (сварка на минимальной погонной энергии; концентрированными источниками тепла; сварка в твердой фазе; дополнительное охлаждение и др.; модификация; «замораживание», ультразвуковая обработка сварочной ванны);
термическая и термомеханическая обработка после сварки.
2. Улучшение напряженного состояния:
рациональное конструирование сварных соединений и
узлов (уменьшение размеров зон с остаточными сварочными напряжениями, уменьшение величины напряжений, жесткости их схемы и др.);
регулирование термического цикла сварки режимами
сварки и применением предварительного и сопутствующего подогрева;
получение сварного соединения без концентраторов
напряжений, без дефектов формы шва;
снятие остаточных сварочных напряжений (термиче-
ская, механическая, термомеханическая, ультразвуковая обработка)
создание сжимающих напряжений на поверхности
сварного соединения механической обработкой (прокатка, скоростное деформирование, дробеструйная обработка).
На основании систематического обследования коррозионного состояния оборудования установок (коррозионный мониторинг, вырезка дефектных участков образцов с последующим металлографическим исследованием, дефектоскопия, визуальный контроль) обоснована и составлена схема протекания возможных локальных коррозионных процессов на сталях и аустенитных сварных швах и обсуждены основные причины коррозионных поражений металла (рис.1).
Значительная часть разрушений приходится на периоды пропаривания и простоя, что связано со следующими основными факторами:
при пропаривании происходит растворение отложений в ап-
паратуре с образованием конденсатов различной степени агрессивности, стекающих по стенкам;
в оборудовании установок, несмотря на проведение пропа-
ривания, всегда остаются отложения. Под действием кислорода при простое и пропаривании возрастает кислотность осадков в результате гидролиза и окисления сульфидов железа (продуктов коррозии стали на рабочем режиме) до сульфатов и соединений железа (II) (FeSO4) до соединений железа (III) (Fe2(SO4)3), а также сульфидов железа (FeS) до соединений серы более высокой валентности (политионовые кислоты, тиосульфаты, сульфиты и др.). Отложения гигроскопичны и способны адсорбировать влагу из воздуха при простое установок. В результате образуются коррозионно-агрессивные пасты, имеющие, как правило, кислую реакцию:
pH = - lg [H+].
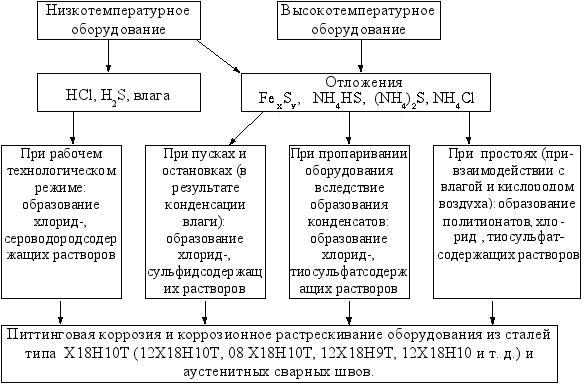
Рис.1. Схема протекания возможных локальных коррозионных процессов на металле оборудования нефтеперерабатывающих установок
Таким образом, наиболее существенное, в иных случаях основное, влияние на коррозионную стойкость аустенитных сталей и сварных швов оказывает агрессивность сред, образующихся в условиях, отличных от рабочего технологического режима (пропаривание и простои оборудования). Об это свидетельствуют зафиксированные локальные разрушения аппаратов, эксплуатирующихся при высоких температурах, где конденсация влаги и, следовательно, протекание электрохимической коррозии невозможно на рабочем режиме.
В настоящее время проводится исследование антикоррозионных свойств материалов и их устойчивости к воздействию агрессивных сред.
Рассмотрим один из способов его испытаний и установку (рис. 2) для его осуществления. Изобретение может быть использовано при разработке мероприятий по антикоррозионной защите оборудования в нефтяной, газовой, нефтехимической и других отраслях промышленности.
Техническим результатом изобретения является создание коррозионных испытаний в условиях, максимально приближенных к условиям эксплуатации оборудования и трубопроводов, работающих в агрессивных средах, а также обеспечение возможности оптимизации расхода ингибитора коррозии, повышение качества ингибиторной защиты и, как следствие, увеличение срока службы технологического оборудования.
Однако данный вид испытаний не отражает объективно коррозионную ситуацию, возможную на производстве, так как, например, при переработке попутного нефтяного газа влага, конденсирующаяся в трубопроводах и аппаратах УПГ, контактирует с постоянно обновляемой газовой средой, содержащей агрессивные компоненты.
Для испытания на коррозионную стойкость сварных соединений, сварные образцы (для ускорения процесса испытания) подвергают действию более сильных коррозионных сред, чем те, в которых конструкцию будут эксплуатировать.
Весовой метод заключается во взвешивании сварных образцов размером 80 X 120 мм и толщиной 6—10 мм со швом посредине до и после испытания и определении потерь в весе (в г/м2) за определенное время. Усиление шва снимают. Перед испытанием образцы взвешивают с точностью до 0,01 г и замеряют их общую поверхность по всем шести граням. Затем образцы кипятят несколькими циклами по 24—48 ч в азотной или серной кислоте соответствующей концентрации в зависимости от условий работы сварного соединения.
После кипячения с образцов мягкими скребками из дерева, алюминия или меди полностью удаляют продукты коррозии и образцы снова взвешивают. Вычитая вес образца после испытания из первоначального веса и отнеся разность к общей площади поверхности образца (в м2) и одному часу испытания, получают показатель коррозии по потере веса в г/м2ч и пересчитывают его на потерю веса в г/м2год.
Скорость проникания коррозии П в мм/год определяют по формуле
П = (К/δ)10-3
где К - потеря веса, г/м2∙год; δ - плотность металла, г/см3.
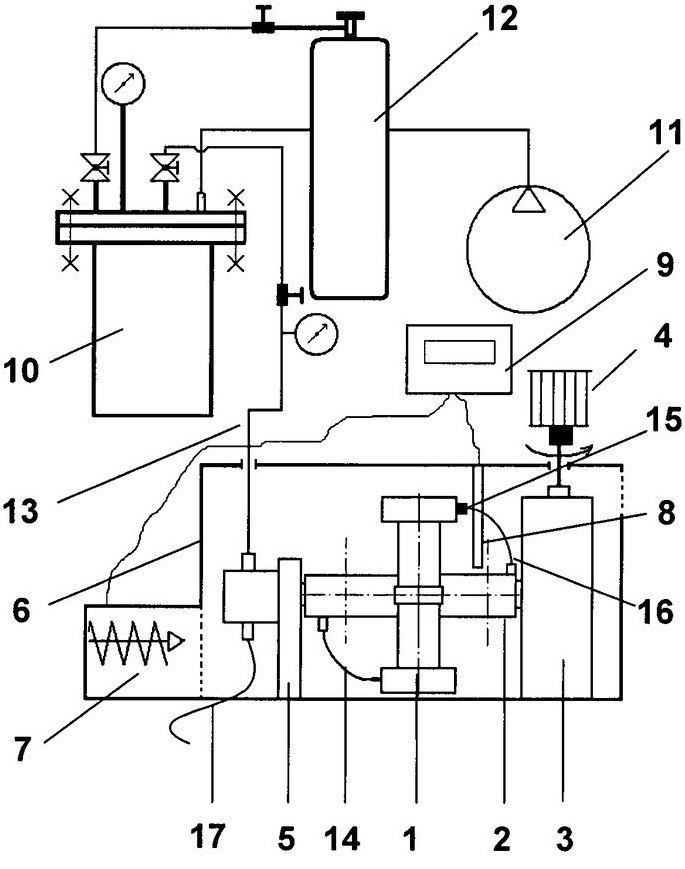
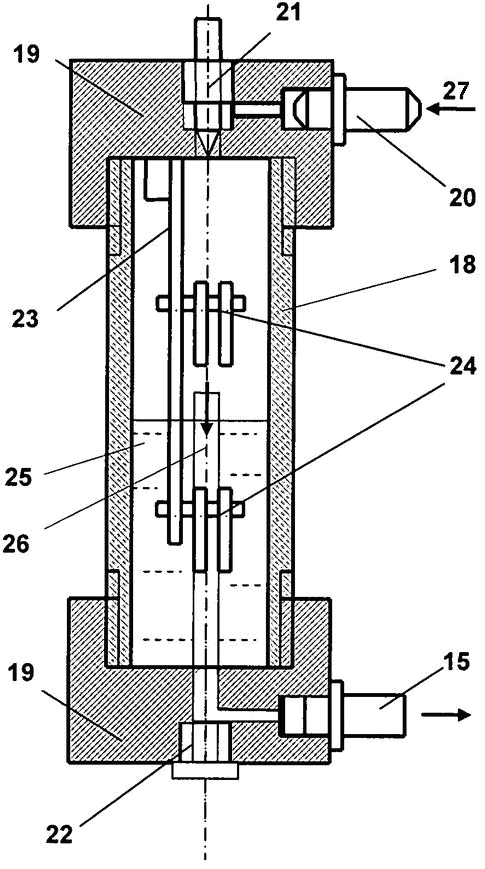
Рис. 2. Установка для коррозионных испытаний:
1 - герметичные контейнеры , 2 - рабочий вал, 3 – редуктор, 4 – электродвигатель, 5 – опора, 6 - теплоизолированный корпус, 7 - тепловентилятор, 8 - тепловой датчик, 9 - аппарат автоматического управления температурой, 10 - емкость (для приготовления испытательного газа), 11 - компрессор (для закачки воздуха), 12 - баллон (для закачки углекислого газа), 13 - трубка, 14 – трубка, 15 - закрытый клапан, 16 – трубка (с отводящим каналом в рабочем валу), 17 - трубка, 18 - цилиндрический корпус, 19 – съемная резьбовая крышка, 20 – штуцер, 21 – заглушка, 22 – заглушка, 23 – планка, 24 - образцы-свидетели, 25 - коррозионная жидкость, 26 - дренажная трубка, 27 – направление газового потока
Полученные расчетные данные сравнивают с данными ГОСТа.
По ГОСТ 13819-68 оценку коррозионной стойкости черных и цветных металлов, а также их сплавов при условии их равномерной коррозии проводят по десятибалльной шкале коррозионной стойкости.
Десятибалльная шкала коррозионной стойкости
Группа коррозионной стойкости |
Скорость коррозии металла, мм/год |
Балл |
Совершенно стойкие |
Менее 0,001 |
1 |
Весьма стойкие |
0,001 – 0,005 |
2 |
0,005 – 0,01 |
3 |
|
Стойкие |
0,01 – 0,05 |
4 |
0,05 – 0,1 |
5 |
|
Понижено стойкие |
0,1 – 0,5 |
6 |
0,5 – 1 |
7 |
|
Мало стойкие |
1 – 5 |
8 |
5 – 10 |
9 |
|
Нестойкие |
больше 10 |
10 |
Таким образом, можно сказать, что основными причинами локальной коррозии аустенитных сталей и аустенитных сварных швов является наличие агрессивных компонентов в технологических средах. Накопление отложений в аппаратах и трубопроводах при эксплуатации в рабочем режиме, образование агрессивных конденсатов (растворов электролитов) при пропаривании оборудования перед ремонтом, агрессивных паст при взаимодействии остающихся на стенках аппаратов отложений с атмосферной влагой в период ремонта установок.
Установка на рис.2 воспроизводит условия, при которых попеременное смачивание сочетается с постоянным обновлением газовой среды, моделируется коррозионная обстановка производственных условий газоперерабатывающих производств.
Для повышения коррозионной стойкости сварного соединения необходимо в большинстве случаев получать химический состав сварного шва, идентичный химическому составу основного металла. Регулирование химического состава шва осуществляется рациональным подбором присадочных материалов (низколегированные присадочные проволоки, присадочные стержни, флюсовая проволока на порошковой основе), геометрии сварного соединения и режимов сварки.
Литература
1. Бурлов В.В., Парпуц И.В., Парпуц Т.П. Коррозионное растрескивание аустенитных сварных швов оборудования и мероприятия по его предотвращению // В кн.: Материалы отраслевого совещания гл. механиков нефтеперераб. и нефтехимич. предприятий. Кириши, 7-10 декабря 2003 г. М.: Компрессорная и хим. техника. 2004. С. 69-76.
2. Бурлов В.В., Парпуц И.В., Парпуц Т.П. Коррозионное растрескивание сварных швов нефтеперерабатывающего оборудования, выполненного с плакирующим слоем из стали 08Х13 // Коррозия: материалы, защита. 2004. № 7. С. 22-35.
3. Рачев X., Стефанова С. Справочник по коррозии. - Мир, 1982. - 519 с.
Воронежский государственный технический университет
УДК 622.692.4
Б.А. Спиридонов, В. А. Шаруда
ИССЛЕДОВАНИЕ СКОРОСТИ КОРРОЗИИ СТАЛИ 40Х, ИСПОЛЬЗУЕМОЙ В ПРОИЗВОДСТВЕ НЕФТЯНЫХ ТРУБОПРОВОДОВ
Потенциодинамическим методом изучено коррозионно-электрохимическое поведение стали 40Х, используемой в производстве нефтяных трубопроводов. На основании полученных экспериментальных зависимостей потенциал-плотность тока в пластовой воде и в 3 % растворе хлорида натрия представлены эмпирические формулы, адекватные опытным данным
Введение. Обеспечение безопасной эксплуатации и повышение долговечности нефтяных трубопроводов остается актуальной проблемой. Основная причина аварий на трубопроводах – разрывы труб, вызванные внутренней коррозией. Износ трубопроводов достигает 80%, поэтому частота их разрывов на два порядка выше, чем на магистральных, и составляет 1,5 – 2,0 разрыва на 1 км.[1].
Почти вся добываемая в мире нефть извлекается посредством буровых скважин. Важный этап добычи нефти – отделение попутного газа, осуществляемое в газонефтяном сепараторе. Далее от нефти отделяют пластовую воду с минеральными солями. В сырой нефти до 10 % воды и около 4 г/л солей; остаточное содержание солей после отделения пластовой воды – не более 50 мг/л [2]. Водородный показатель пластовой воды – 7,12. Наличие в нефти минеральных солей и воды способствует развитию коррозионных процессов в скважинах, ёмкостях и трубопроводах. Заметное влияние на коррозию оказывает диоксид углерода CO2, который содержится в нефти вместе с другими примесями - сероводородом и водой. Опасность взаимодействия со сталью и другими сплавами заключается в том, что при повышенных температурах и давлениях происходит обезуглероживание стали и обеднение её другими компонентами. На коррозионную стойкость стального оборудования оказывает влияние состав водной фазы.
В природных и пластовых водах, а также в водном конденсате присутствуют соли, составляющие временную и постоянную жесткость воды – карбонаты и гидрокарбонаты кальция и магния.
Разложение гидрокарбонатов осуществляется по реакции:
Са(НСО3)2 → СаСО3 + СО2 + Н2О.
При коррозии металла с кислородной деполяризацией на катодных участках идет процесс потребления кислорода, в результате чего в раствор переходят ионы ОН- и вблизи границы раздела металл-электролит происходит местное защелачивание среды. Поэтому в данной области происходит связывание ионами ОН- молекул СО2, смещение равновесия реакции вправо с образованием осадка карбоната, оказывающего тормозящее действие на коррозию металла.
В условиях перенасыщения воды диоксидом углерода равновесие рассматриваемой реакции смещается влево, защитная пленка на поверхности металла не будет образовываться и коррозионный процесс будет протекать беспрепятственно и определяться содержанием в воде СО2.
При равной концентрации СО2 в мягких водах скорость коррозии стали значительно выше, чем в жестких. Углекислый газ, растворяясь в воде, понижает кислотность, и коррозийная среда ведет себя как слабая кислота:
Н2О + СО2 ↔ Н2СО3 ↔ Н+ + НСО3- ↔ 2Н+ + СО32- .
Угольная кислота в отсутствии кислорода взаимодействует с двухвалентным железом, образуя два продукта коррозии: гидрокарбонат и карбонат железа
Fe + H2CO3 → Fe(HCO3)2 + H2
Fe(HCO3)2 → Fe+ + HCO3- → Fe2+ +2Н+ + СО32-
Fe2+ + СО32- → FeСО3
Карбонат железа в дальнейшем самопроизвольно переходит в гидроксид железа (II), а в присутствии кислорода воздуха – в оксид железа Fe2О3.
Скорость углекислотной коррозии в большой степени зависит от парциального давления СО2. Агрессивное воздействие его быстро растет с повышением температуры среды. Так, при изменении температуры от 17 до 500С скорость коррозии возрастает в 9 раз.
В зависимости от конструктивных характеристик нефтяных трубопроводов, состава сталей и коррозионной среды (например, степени обессоливания и обезвоживания сырой нефти) коррозионные процессы могут протекать с различной скоростью. Поэтому при проектировании оборудования, используемого в скважинах, емкостей для хранения нефти и нефтяных трубопроводов необходимо изучить рабочие условия их эксплуатации, выбрать соответствующие материалы, которые должны обеспечить длительную и надежную их работу.
В качестве конструкционных материалов, пригодных для эксплуатации при нефтедобыче, хранении нефти и ее транспортировки, требуется высоколегированные стали и сплавы с большим содержанием хрома и никеля [3].
Для магистральных трубопроводом выбирают марки сталей исходя из технико-экономических показателей строительства трубопроводов, основными из которых являются: полное использование прочности металла, минимальный его расход и экономия капитальных затрат. Таким требованиям соответствуют, например, марки стали: 0,9Г2С (Si 0,5 – 0,8; Mn 1,4 – 1,8); 20XHФА (Cr меньше 0,9; Ni меньше 0,6); 40Х (Cr 0,8 – 1,1; C 0,36 – 0,44).
Для повышения коррозийной стойкости трубопроводов используют также изоляционные покрытия. Наибольшее распространение в отрасли трубопроводного транспорта нефти и нефтепродуктов получили покрытия на основе битумных мастик. Битумная мастика представляет собой смесь тугоплавкого битума, наполнителей и пластификаторов. Каждый из компонентов мастики выполняет свою роль. Битум обеспечивает электросопротивление покрытия, наполнители – механическую прочность мастика, пластификаторы – ее пластичность. Битумную мастику наносят на трубу при температуре 150-180 0С. Расплавляя тонкую пленку битума, оставшуюся на трубе после испарения грунтовки, мастика проникает во все микронеровности поверхности металла, обеспечивая хорошую адгезию покрытия.
Изоляционные покрытия на основе битумных мастик применяются при температуре транспортируемого продукта не более 400С. При более высоких температурах применяются полимерные изоляционные покрытия. Порошковые полиэтиленовые покрытия выдерживают температуру до 700С, эпоксидные – до 800С, полиэтиленовые липкие ленты – 700С.
Полимерные покрытия обладают большим электросопротивлением, очень технологичны, однако легко уязвимы – острые выступы на поверхности металла легко прокалывают такую изоляцию, нарушая ее сплошность. С этой точки зрения они уступают покрытиям на основе битумных мастик. Но битумные мастики имеют свои недостатки – с течением времени они теряют эластичность, становятся хрупкими и отслаиваются от поверхности трубопровода.
Практика показывает, что изоляционное покрытие в процессе эксплуатации стареет: теряет свои диэлектрические свойства, водоустойчивость, адгезию. Изоляционные покрытия не гарантируют необходимой защиты подземных трубопроводов от коррозии. Исходя из этого, в строительных нормах и правилах отмечается, что защита трубопроводов от подземной коррозии независимо от коррозионной активности грунта и района их прокладки должна также осуществляться и средствами электрохимической защиты (ЭХЗ).
Электрохимическая защита является способом противокоррозионной защиты металлических материалов, основанным на снижении скорости их коррозии путем смещения потенциала до значений, соответствующих крайне низким скоростям растворения [4]. Сущность метода состоит в уменьшении скорости электрохимической коррозии металла при поляризации электрода от источника постоянного или при контакте с добавочным электродом, являющимся анодом по отношению к корродирующей системе. Для определения скорости (тока) электрохимической коррозии снимают катодные и анодные поляризационные кривые и стоят график зависимости потенциал- плотность тока (Е - lg i). Линейные участки анодных и катодных кривых экстраполируют до пересечения их друг с другом. Потенциал, соответствующий точке пересечения является потенциалом коррозии Екор., а соответствующий ток – скоростью коррозии iкор.
При катодной защите снижение скорости растворения металла происходит в результате смещения потенциала в область значений, отрицательнее Екор. Например, если потенциал свободной коррозии металла располагается в области активного растворения (скорость растворения i), то сдвиг потенциала в отрицательную сторону приводит к снижению скорости растворения. Аналогичное снижение скорости растворения металла происходит и в случае, когда потенциал свободной коррозии металла располагается в области перепассивации. При смещении потенциала в отрицательную сторону скорость растворения снижается. Различие заключается в том, что в первом случае снижение скорости растворения металла достигнуто без изменения характера его растворения – металл остался в активном состоянии. Во втором случае скорость растворения снизилась при переходе металла из активного в пассивное состояние. При анодной защите потенциал защищаемой конструкции смещают в область, положительнее Екор.
Разновидностью катодной защиты является протекторная защита. К защищаемой конструкции присоединяют более электроотрицательный металл-протектор – который, растворяясь в окружающей среде, защищает от разрушения основную конструкцию. После полного растворения протектора или потери контакта с защищаемой конструкцией, протектор необходимо заменить.
Протектор работает эффективно, если переходное сопротивление между ним и окружающей средой невелико. Действие протектора ограничивается определенным расстоянием. Максимальное удаление его от защищаемой конструкции называется радиусом защитного действия протектора.
Протекторную защиту применяют в тех случаях, когда получение энергии извне для организации катодной защиты связано с трудностями, а сооружение специальных электролиний экономически невыгодно.
В качестве протекторов применяют металлы: Mg, Al, Zn. Однако использовать чистые металлы в качестве протекторов не всегда целесообразно. Так, например, чистый цинк растворяется неравномерно из-за крупнозернистой дендритной структуру, поверхность Al покрывается плотной оксидной пленкой, магний имеет высокую скорость собственной коррозии. Для придания протекторам требуемых эксплуатационных свойств в их состав легирующие элементы.
В состав цинковых протекторов вводят Сd (0,025 % - 0,15 %) и Аl (0,1 - 0,5). В состав Аl-протекторов вводят добавки, предотвращающие образование оксидных слоев на их поверхности – Zn (до 0,8 %), Mg (до 5 %). Магниевые протекторные сплавы в качестве легирующих добавок содержат Аl (5 - 7 %) и Zn (2 – 5 %).
Цинковые протекторы применяют для защиты оборудования, эксплуатирующегося в морской воде (морских судов, трубопроводов, прибрежных сооружений). Применение их в слабосоленой, пресной воде и грунтах ограничено вследствие образования на их поверхности слоев гидрат окиси цинка Zn(ОН)2 или окись цинка ZnО.
Алюминиевые протекторы применяют для защиты сооружений, эксплуатирующихся в проточной морской воде, а также для защиты портовых сооружений и конструкции, располагающихся в прибрежном шельфе.
Магниевые протекторы, преимущественно применяют для защиты небольших сооружений в слабоэлектропроводящих средах, где эффективность действия алюминиевых и цинковых протекторов низка – грунтах, или пресных водах.
Рассмотренные выше методы защищают трубопроводы и оборудование от наружной коррозии. Особенностью промысловых металлических сооружений, внутри которых находятся природный газ и нефть или нефтепродукты является интенсивная внутренняя коррозия.
Изучение условий эксплуатации трубопроводов и анализ существующих способов повышения их долговечности в условиях превалирующего воздействия внутренней коррозии показывает, что несмотря на применение различных мероприятий количество отказов, в частности промысловых трубопроводов, не уменьшается. Свыше 70 % аварий приходится на специфическое разрушение в виде “канавочного” износа. Очаги “канавочной” коррозии имеют вид прямоугольной канавки шириной до 5см и длиной до 10-12м, расположенной в области нижней образующей трубы. Для “канавочной” коррозии характерна высокая скорость разрушения (4-8 мм/год), в отдельных случаях до 18 мм/год. Этот вид разрушения почти всегда сопровождается разрывами труб, что приводит к значительному экологическому ущербу [1].
На рис. 1 представлена схема формирования очагов «канавочной» коррозии [4]. Первоначально на внутренней поверхности трубопровода образуется осадок из оксидов и солей железа в результате коррозионного процесса и выделения из объема пластовой воды. Часть осадка уносится потоком жидкости, поверхность трубы обнажается. Образуется гальванический коррозионный элемент, происходит разрушение трубы и появление трещин.
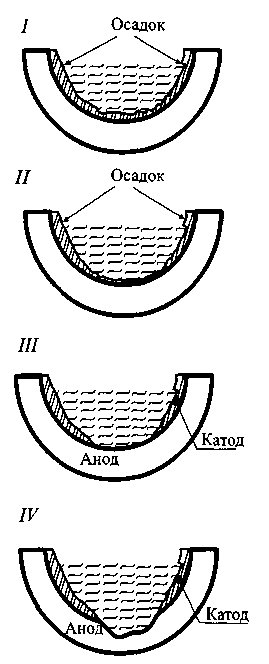
Рис. 1. Основные стадии формирования очагов «канавочной» коррозии: 1 - формирование осадка Fe3O4 , FeCO3, FeS; 11 - эрозионный износ осадка в области нижней образующей трубы; 111 – образование гальванопары (∆Е ~ 200 мВ); 1V - разрушение металла в области нижней образующей трубы, образование трещин
Для борьбы с внутренней коррозией используют:
- нанесение на внутреннюю поверхность промысловых трубопроводов и оборудования защитных покрытий;
- осуществление протекторной защиты, при которой внутреннюю поверхность трубопровода защищают «жертвенным» электродом (анодом);
- введение в поток транспортируемой нефти ингибиторов коррозии
Качественные защитные покрытия не только изолируют поверхность металла от контакта с коррозийной средой, но также предотвращают отложение солей и парафина, защищают трубы от абразивного износа, уменьшают гидравлическое сопротивление трубопроводов и, следовательно, энергетические затраты на транспортировку продукции скважин.В качестве протекторов чаще всего используют магниевые сплавы, которые вставляют во внутреннюю часть трубопровода, при этом обеспечивая надежный электрический контакт.
Известно, что ингибиторами коррозии называют вещества, введение которых в агрессивную среду (нефть) тормозит процесс коррозийного разрушения и изменения механических свойств металлов и сплавов [5]. К ингибиторам коррозии в нефтяной и газовой промышленности предъявляются следующие требования: высокая эффективность защиты, нетоксичность, взрыво- и пожаробезопасность, небольшая стоимость др. Применение ингибиторов - один из универсальных, технически и экономически целесообразных методов защиты металлов от коррозии.
Для изучения коррозионного поведения материалов (сталей), из которых производят трубопроводы используют ускоренные электрохимические методы, например, потенциодинамический, позволяющий определить зависимость потенциал-плотность анодного тока и оценить скорость коррозии.
Цель настоящей работы – изучить влияние состава некоторых модельных растворов (пластовая вода и 3% раствор NaCl) на коррозионную стойкость стали 40Х, используемой в производстве нефтяных трубопроводов.
Методика эксперимента. Коррозионные исследования проводили в растворе, соответствующему составу пластовой воды, включающей хлорид натрия (40мг/дм3) и сульфата натрия (10мг/дм3) при общей минерализации 50мг/дм3. В качестве исследуемого материала использовали сталь 40Х (С 0,36-0,44). Стальные образцы площадью S=10см2 помещали в раствор пластовой воды и для сравнения – в 3%-ный раствор хлорида натрия. Для защиты от коррозии стали в качестве протектора использовали магниевую пластину.
Электрохимические измерения проводили потенциодинамическим методом (2мВ/с) на потенциостате П-5827М. Рабочим электродом служила пластина из стали 40Х с рабочей поверхностью 1см2. В качестве вспомогательного электрода использовали пластину из платины, а электрода сравнения - хлорсеребряный. Потенциалы приведены без пересчета на водородную шкалу.
Экспериментальная часть. На рисунке 2 представлены Е - i - кривые стали 40Х, снятые в 3%-ном растворе NaCl (1), пластовой воде(2), а также в этих же растворах с добавлением ингибитора -уротропина (3 и 4).
Видно, что с большей скоростью процесс ионизации железа (основной компонент стали) происходит в 3% растворе NaCl, чем в пластовой воде. Например, при Е = - 0,35 В плотность тока i = 1,8 мА/см2 для первого раствора и 0,2 мА/см3 – для второго, что очевидно, можно объяснить более заметным активирующим действием Cl- - ионов в растворе с повышенной концентрацией NaCl (3 %), в сравнении с содержанием в пластовой воде. Известно [4], что железо, как и легирующий компонент стали – хром, подвергаются активирующему влиянию Cl- - ионов, снижая коррозионную устойчивость обоих металлов. Анодный процесс образования защитного слоя заменяется анодным процессом образования растворимых соединений металлов с активным ионом в соответствии с реакциями:
Fe + 2Сl- - 2ē = FeСl2 (1)
Cr + 2Сl- - 2ē = CrСl2 (2)
Процесс коррозии железа в обоих растворах можно представить в виде схемы:
А(-): Fe – 2e = Fe2+ (3)
K(+): O2 + 2H2O + 4e = 4OH- (4)
Из этого следует, что в нейтральной среде железо корродирует с кислородной деполяризацией. Следует отметить, что подъем тока, наблюдаемый после короткого участка пассивации возможно обусловлен протеканием сопряженного процесса окисления двухвалентного железа до трехвалентного:
Fe2+ - e- = Fe3+.
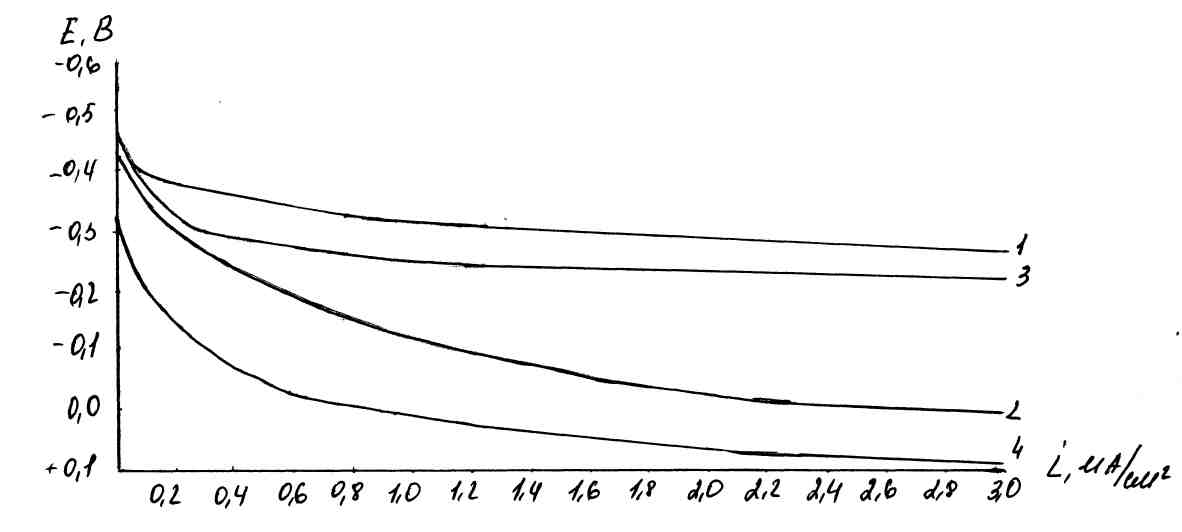
Рис. 2. Потенциокинетические (2мВ/с) Е-i кривые стали 40Х в 3% растворе NaCl (1); 2- пластовой воде; 3 – 3% NaCl+уротропин, 4 – пластовая вода + уротропин
Кроме этого была проведена обработка экспериментальных данных - кривых (1) и (2) рисунка 2 - с целью определения эмпирической зависимости, связывающей потенциал и плотность тока. Методом выравнивания доказано, что эта зависимость является экспоненциальной. Параметры зависимости Е – i определяли методом наименьших квадратов. В результате анализа и обработки полученных данных были получены следующие эмпирические формулы:
- Е = 0,39 е-0,15i (5)
- Е = 0,43 е-0,33i (6)
Построение кривых по полученным формулам (5) и (6) показало хорошее совпадение их с экспериментальными кривыми.
Следует отметить, что в присутствии уротропина скорость коррозии заметно снижается как в хлориде натрия (3), так и в пластовой воде (кривая 4).
Таким образом, можно заключить, что в пластовой воде, входящей в состав нефти, наблюдается коррозия стали 40Х с кислородной деполяризацией. В ряде случаев для определения скорости коррозии может быть применен ускоренный метод снятия поляризационных кривых. Установлено заметное снижение скорости коррозии стали в исследуемых коррозионных растворах в присутствии уротропина, который может быть рекомендован в качестве ингибитора коррозии в нефтяных трубопроводах.
Литература
1. Смирнова В.В. Анализ причин аварийности, мероприятий по предупреждению опасностей и ликвидации последствий аварий на объектах нефтегазодобычи, на нефтепроводах [Текст] /В.В.Смирнова, В.Ф.Мартынюк, Б.Е.Прусенко // Безопасность жизнедеятельности. - 2007. - № 7. С. 33-39.
2. Электрохимический метод снижения коррозийного износа внутренней поверхности промысловых трубопроводов [Текст] /А.И.Подяпольский, Ю.Г.Паламарчук, А.Р.Эпштейн, Д.С.Худяков // Безопасность жизнедеятельности.- 2007. - № 6. - С.13–18.
3. Коршак А.А. Основы нефтегазового дела [Текст] / А.А. Коршак, А.М. Шаммазов. - Урал: ООО «Дизайн Полиграф Сервис», 2002. - 514 с.
4. Семенова И.В. Коррозия и защита от коррозии [Текст] / И.В.Семенова, Г.М.Флорианович, А.В.Хорошилов; под ред. И.В. Семеновой. - .: ФИЗМАТЛИТ, 2006.– 371 с.
5. Решетников С.М. Ингибиторы коррозии металлов / С.М. Решетников. - Л.: Химия, 1986. - 144с.
Воронежский государственный технический университет
УДК 665.6/7:620.193.2
Т.В. Лапунина, Д.Ю. Дворядкина, И.М. Винокурова
ПРОЦЕССЫ КОРРОЗИИ НЕФТЕГАЗОВОГО ОБОРУДОВАНИЯ
В РАЗЛИЧНЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ
В данной статье рассмотрены проблемы, связанные с защитой нефтегазового оборудования от коррозии. Выявлена необходимость отдельного изучения коррозии при различных температурных условиях. Особое внимание уделяется определению наиболее оптимальных способов защиты от коррозии
Как известно, надежность трубопроводов технологических газов напрямую связанна с возникновением повреждений, возникающих в процессе эксплуатации. На основании опыта проведения технического диагностирования трубопроводов технологических газов предприятий металлургического профиля основными причинами их повреждаемости являются: наружная и внутренняя коррозия, дефекты, возникающие на стадии сооружения газопроводов, несоответствие материала труб проектным решениям и др. (рис. 1).
Транспортировка нефти, газа и нефтепродуктов по трубопроводам является наиболее эффективным и безопасным способом их транспортировки на значительные расстояния. Этим способом доставки нефти и газа от районов их добычи к потребителям пользуются уже более 100 лет. Долговечность и безаварийность работы трубопроводов напрямую зависит от эффективности их противокоррозионной защиты (рис. 2). Именно коррозия подземных трубопроводов является основной причиной снижения срока службы газотранспортных систем, а также ведет к сокращению их пропускной способности (из-за необходимости снижения рабочего давления). Защита сооружений от коррозии входит в число первостепенных задач организаций, эксплуатирующих газотранспортные системы.
Рис. 1. Причины возникновения отказов
Для защиты подземных трубопроводов по трассе их залегания сооружаются станции катодной защиты (СКЗ). В состав СКЗ входят: источник постоянного тока (защитная установка), анодное заземление, контрольно-измерительный пункт, соединительные провода и кабели.
Коррозионные повреждения имеют свой особенный характер. В упрощенном виде это понятие определяется как самопроизвольное разрушение (окисление) металлов. Среда, в которой металл подвергается коррозии (коррозирует), называется коррозионной, или агрессивной.
Процесс самопроизвольного разрушения металлов при их химическом, электрохимическом или биохимическом взаимодействии с окружающей средой раскрывает смысл термина «коррозия».
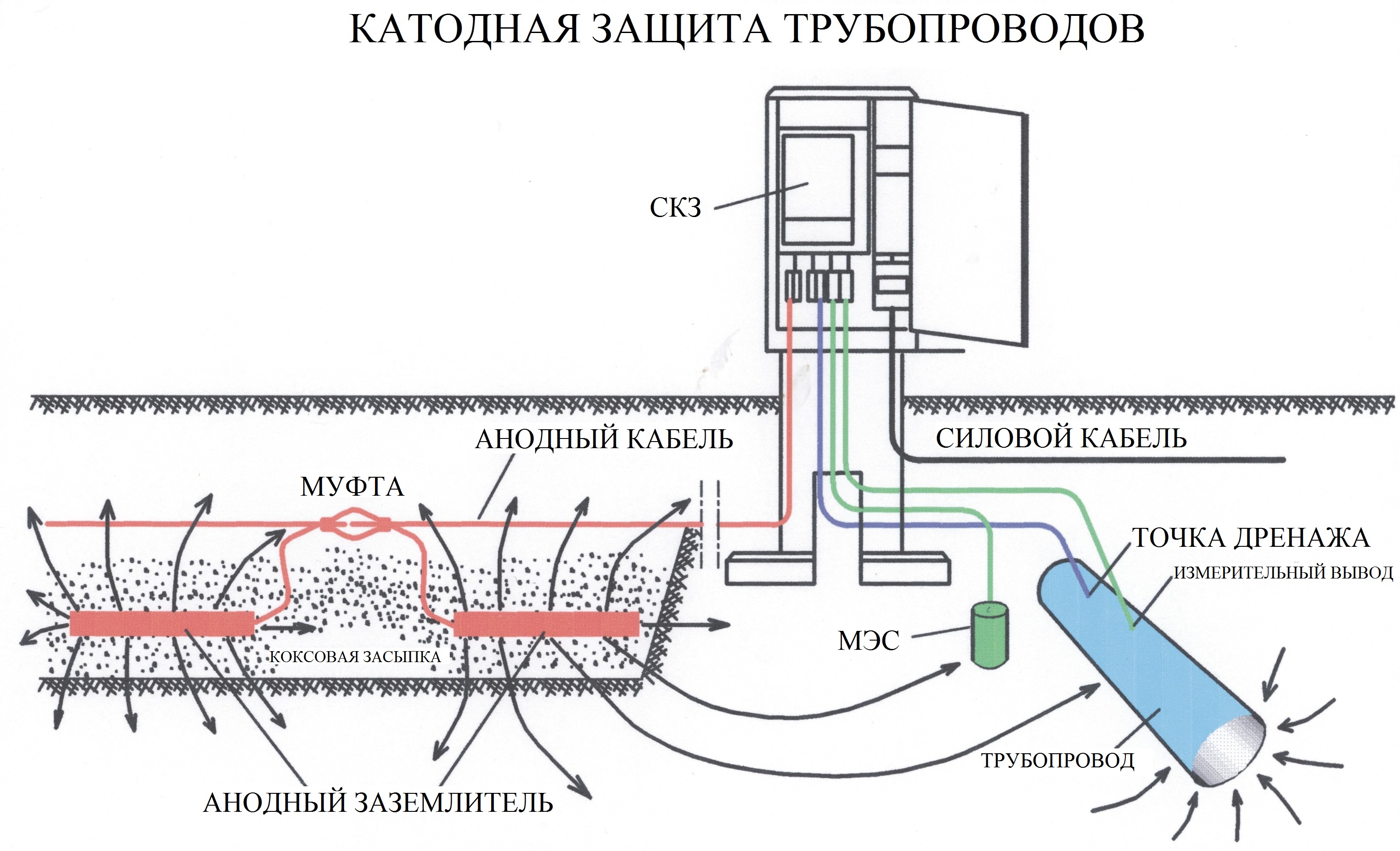
Рис. 2. Катодная защита трубопроводов
В газовых сетях широко распространена высокотемпературная и низкотемпературная коррозия. Образующиеся в процессе горения топлива дымовые газы активно реагируют с металлом по всей поверхности нагрева. При высокой температуре коррозионно- опасным является кислород, при низкой – сконденсировавшиеся водяные пары и растворы сернистой и серной кислот.
Высокотемпературная коррозия происходит из-за снижения плотности и прочности оксидной пленки металла при его нагреве. В результате кислород имеет непосредственный контакт с чистым металлом и непрерывно окисляет его рис. 3. Этот процесс называют «окалинообразованием».
На снижение интенсивности окалинообразования оказывают влияние:
- снижение избытка воздуха при сжигании топлива;
- понижение температуры металла (поверхности нагрева) различными технологическими приемами.
Способами защиты от окалинообразований являются:
- использование при создании котлов окалиностойких конструкционных материалов;
- покрытие окалиностойкой футеровкой поверхностей нагрева (к недостаткам относят снижение ремонтопригодности из-за ограничения сварки и дробевой очистки).
Низкотемпературная коррозия происодит следующим образом. При сжигании мазутов, каменных и бурых углей в условиях избытка воздуха в температурном интервале 400–1200 °С образуются сернистый и серный ангидриды – SO2 и SO3. При конденсации продуктов сгорания в результате взаимодействия SO2 и SO3 с Н2О образуются сернистая и серная кислоты, которые вызывают интенсивное разрушение металлических поверхностей нагрева. Точка росы для высокосернистых топлив (S ≥ 2% по массе) составляет ~ 160 °С. Точка росы для продуктов сгорания природного газа при теоретическом соотношении газ-воздух ~ 53 °С. (зависит от атмосферного давления и атмосферной влажности воздуха).
Наибольшая скорость коррозии имеет место при температуре поверхности нагрева близкой к температуре точки росы – tр. При температуре поверхности tпов > tр скорость коррозии незначительна. При работе на твердом сернистом топливе в зоне температур 70–110 °С скорость коррозии составляет ~ 0,2 мм в год. При работе на сернистом мазуте скорость коррозии несколько выше.
На снижение интенсивности низкотемпературной коррозии оказывают влияние:
- повышение температуры уходящих дымовых газов;
- снижение избытка воздуха при сжигании топлива;
- снижение температуры точки росы – tр;
- повышение температуры металла (хвостовых поверхностей нагрева) различными технологическими приемами.
При повышении температуры отходящих дымовых газов выше температуры точки росы на 100–150 °С конденсации продуктов сгорания на поверхности нагрева практически не происходит. Однако при этом на 5–10 % снижается КПД котла. К недостаткам этого способа снижения интенсивности коррозии относят неизбежное повышение загрязнения окружающей среды.
Снижение температуры точки росы при сжигании высокосернистых топлив до 70–60 °С, также практически исключает конденсацию продуктов сгорания на поверхности нагрева. Эффективным и сравнительно недорогим для снижения точки росы является ввод аммиака NH3 в дымовые газы при температуре около 350 °С в количестве не более 2,5% от массы серы, содержащейся в топливе. Аммиак, соединяясь с парами воды, образует нашатырный спирт NH4OH, а последний реагирует с кислотами по уравнениям:
2 NH4OH+H2SO4 = (NH4) 2SO4+2H2O;
2 NH4OH+H2SO3 = (NH4) 2SO3+2H2O;
В результате получаются сернокислые соли, которые для металла не являются агрессивным продуктом.
Примером технологических приемов, повышения температуры металла хвостовых поверхностей нагрева, является широко используемый способ повышения температуры подаваемого в воздухоподогреватель воздуха путем устройства рециркуляции. К недостаткам способа относят: повышенную температуру отходящих дымовых газов и увеличенный расход электроэнергии на дутье.
Способом защиты от коррозии низкотемпературных поверхностей нагрева котлов является применение воздухоподогревателей со стеклянными трубами – СВП (окупаемость 2–2,5 года).

Рис. 3. Зависимость катодной защиты трубопровода по кислороду от “окалинообразования”
Более 70 % территории РФ представляет собой так называемую «холодную зону», где температура зимой достигает -20 градусов и ниже. Территориально большая часть газопроводов приходится именно на эти районы. Известно, что в сравнении с умеренной зоной климата станции катодной защиты в 2,5 раза чаще выходят из строя в холодной зоне, т.е. в этих условиях чрезвычайно важную роль играет фактор высокой эксплуатационной надежности СКЗ. Это связано с тем, что ремонт их в условиях Севера подчас невозможен в течение длительного времени.
В настоящее время на магистральных газопроводах ОАО «Газпром» установлено более 18 тыс. СКЗ двадцати четырех различных типов. Около 76 % СКЗ эксплуатируется в холодной зоне, половина из которых (около 7 тыс.) – в условиях Крайнего Севера. По объему применения первое место (23,4 %) занимает снятая уже с производства СКЗ типа ПАСК, на втором месте – СКЗ типа ОПС (19 %), на третьем месте – СКЗ типа ПСК (-18 %) и на четвертом – неавтоматическая, морально устаревшая, также снятая с производства СКЗ типа КСС (14 %). Правильно выбранный способ антикоррозионной защиты позволит обеспечить максимальную долговечность защиты нефтяных и газовых трубопроводов в конкретных условиях их эксплуатации.
Литература
1. Коршак, А.А. Проектирование и эксплуатация газонефтепроводов [Текст] / А.А. Коршак, А.М. Нечваль; под ред. А.А. Коршак. – СПб. : Недра, 2008. – 488 с.
2. Семенова, И.В. Коррозия и защита от коррозии [Текст] / И.В. Семенова, Г.М. Флорианович, А.В. Хорошилов; под ред. И.В. Семеновой. М., 2006.– 306 с.
3. Справочник инженера по эксплуатации нефтегазопроводов и продуктопроводов. М.: Инфра-Инженерия, 2006. – 928 с.
Воронежский государственный технический университет
УДК 628.21
О.Н. Болдырева, И.М. Замятин
ИНТЕГРАЛЬНЫЙ МЕТОД АНАЛИЗА
ПРОИЗВОДСТВЕННЫХ ФАКТОРОВ В ТЕХНОСФЕРЕ
Рассматривается интегральный метод анализа для количественной оценки влияния отдельных факторов, что позволяет установить значимость факторов «машина», «окружающая среда », «человек»
Интегральная количественная оценки влияния производственных факторов на результативный показатель включает значения следующие параметры: отклонение фактического значения вредного фактора относительно предельно допустимого; значимость вредного воздействия каждого фактора; величина, учитывающая усиление влияния на организм человека рассматриваемого фактора при комбинированном воздействии.
Применения интегрального метода анализа обусловлена тем, что значение фактора, выраженное через интегральный балл, может быть представлено в виде весовых характеристик, а также соблюдается положение о независимости факторов.
Интегральный метод - он дает общий подход к решению задач самого разного вида, независимо от числа элементов, входящих в модель факторной системы и формы связи между ними, выявляет производственные факторы, влияющие на результативный показатель.
Интегральный метод анализа - теоретическая основа для количественной оценки влияния отдельных факторов на изменение результативного показателя.
Интегральный балл ∆уi, благодаря которому можно оценить условия труда рабочих опасных профессий, определим по формуле:
 ,
(1)
,
(1)
где xji- - измеренное i-е значение j-го неблагоприятного фактора производственёной среды; xj- предельно допустимое значение j-го фактора производственной среды; n- число измерений j-го фактора.
Допустим, что при ∆yn=1 неблагоприятное воздействие факторов отсутствует, тогда при ∆yn 1 воздействие факторов следует считать значимым. Расчет интегрального балла вредности каждого фактора и комплексной нагрузки производственной среды основан на среднестатистических значениях показателей вредных факторов, формирующих условия труда.
Факторы, формирующие условия труда в подсистеме «человек», представлены в таблице. Определим интегральный балл влияния каждого фактора, т.е. его значимость в данной подсистеме, на условия труда оператора.
Для количественного определения вредности факторов введем допущение об их нормативных значениях. С учетом основных биологически значимых факторов условий труда и с использованием показателей соответствия предельно допустимым значениям определим отклонение фактического значения вредных факторов относительно нормативного (интегральный балл), т.е. значимость фактора, влияющего на условия труда в подсистеме «человек», используя формулу (1).
Факторы, формирующие условия труда, по значимости располагаются в следующей последовательности (см. таблицу): статическое напряжение мышц (∆yс=1,3) - оказывает большее влияние на возникновение травматизма; условие нажатия на рукоятку (∆yу=1,21); неудобная рабочая поза (∆yп=1,16); физическая нагрузка (∆yF=1,08). Их следует считать неблагоприятными и оказывающими сопутствующее воздействие на результат в последовательности, определенной интегральным баллом.
Чтобы найти совокупное неблагоприятное воздействие факторов на условия труда, применяем формулу:
 (2)
(2)
где dj-фактическое среднее значение j-го неблагоприятного фактора; m-число определенных факторов.
Для подсистемы «человек» совокупное воздействие факторов составляет 1,46.
Фактор |
Значение фактора |
Интегральный
балл
|
||||||||
фактическое |
Предельно доступное |
|||||||||
Xj1 |
Xj2 |
Xj3 |
Xj4 |
Xj5 |
Xj |
|||||
Подсистема «человек»
|
||||||||||
Статическое напряжение мышц С, Н/с |
12 |
14 |
11 |
15 |
13 |
10 |
1,30 |
|||
Усилие нажатия на рукоятку У, Н |
300 |
310 |
290 |
300 |
310 |
250 |
1,21 |
|||
Физическая нагрузка Р, число ударов сердца см3/мин2 |
64 |
67 |
69 |
63 |
68 |
61 |
1,08 |
|||
Неудобная рабочая поза П, отн. ед. |
0,59 |
0,62 |
0,60 |
0,64 |
0,63 |
0,53 |
1,16 |
|||
Подсистема «машина» |
||||||||||
Давление воздуха в магистрали Р, МПа |
0,50 |
0,48 |
0,52 |
0,54 |
0,48 |
0,50 |
0,95 |
|||
Виброскорость инструме- нта V, дБ |
130 |
127 |
132 |
136 |
127 |
112 |
1,18 |
|||
Уровень шума I0, дБ |
83 |
81 |
84 |
82 |
82 |
80 |
1,03 |
|||
|
||||||||||
Время работы с ручной машиной Т, мин |
210 |
230 |
250 |
220 |
240 |
80 |
2,80 |
|||
Частота собственных ко-лебаний f, Гц |
28,5 |
31,7 |
29,0 |
30,8 |
30,2 |
17,9 |
1,70 |
|||
Подсистема «окружающая среда» |
||||||||||
Освещенность Е, лк |
130 |
128 |
129 |
130 |
127 |
150 |
0,95 |
|||
Запыленность N, мг/м3 |
7,1 |
6,8 |
7,6 |
7,2 |
6,9 |
6,0 |
1,09 |
|||
Опасные и вредные факторы, которые наибольшим образом способствуют возникновению травматизма, имеют существенные превышения предельно допустимых значений. Основные опасные факторы, формирующие условия труда в подсистеме «машина», приведены в таблице. Используя формулу (1), определяем количественный показатель вредного воздействия каждого из них на условия труда. После соответствующих расчетов получаем значения анализируемых факторов в виде интегрального балла.
Для интегральной оценки условий труда при совокупном воздействии всех факторов используем обобщенный показатель, который определяется из выражения (2): Д=1,70.
Как видно из таблицы, наибольшее неблагоприятное воздействие на травматизм оказывает фактор «время с ручной машиной» (∆yт=2,8).
Фактические значения факторов «освещенность», «температура окружающей среды», «барометрическое давление» меньше, чем нормативные. В данном случае допустим, что неблагоприятное воздействие фактора отсутствует или незначительно влияет на опасность травматизма при ∆уj=1, воздействие фактора будет значимым при 0<∆уj <1.
Согласно формуле (1) определяем интегральный балл влияния каждого фактора подсистемы «окружающая среда» на опасность травматизма (см. таблицу). Анализ полученных данных показывает, что согласно принятому допущению производственные факторы «освещенность», «запыленность», «барометрическое давление» оказывают незначительное воздействие или неблагоприятное воздействие отсутствует. Основной фактор, который следует считать значимым, - «температура окружающей среды» (∆yt0=0,77).
Метод оценки условий труда с использованием интегрального показателя позволяет определить количественную характеристику значимости данного единичного показателя с помощью условий системы численных баллов.
Литература
Злобинский, Б. М. Безопасность труда на производстве [Текст] / Б.М. Злобинский. – М.: Металлургия, 2006. -400 с.
Калиберда, И. В. Оценка параметров внешних воздействий природного и техногенного происхождения [Текст ]/ И. В. Калиберда. - М.: Логос, 2002. – 544 с.
Ксизенко В.И. Общая химическая технология и основы промышленной экологии [Текст] / М.: Колос, 2003.-364 с.
Фомин, Г. С. Справочник. Контроль качества и экологической безопасности по международным стандартам [Текст] / Г. С. Фомин. - М.: Феникс, 2001. – 310 с.
ВУНЦ ВВС «Военно-воздушная академия им. профессора
Н.Е. Жуковского и Ю.А. Гагарина» (г. Воронеж)
УДК 629.7.02:669.018.95
П.В. Высочин, В.В. Дулин
ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЭЛЕМЕНТОВ КОНСТРУКЦИИ ВОЗДУШНЫХ СУДОВ
ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В статье рассматриваются особенности технологии производства элементов конструкции воздушных судов и приведены перспективы развития данного направления
В середине 60-х гг. в авиастроении была начата разработка нового класса материалов – армированных композиционных материалов (КМ) или композитов. Реализация разработок этого типа привела в начале 70-х гг. к широкому применению композитов в производстве летательных аппаратов.
В России композиционные материалы уже давно нашли широкое применение в КБ всех самолетостроительных фирм.
Применение КМ позволяет решить три основные задачи: снижение эксплуатационных расходов, улучшение технических характеристик и улучшение эксплуатационных свойств. При проектировании воздушных судов решается задача минимизации габаритов и массы конструкции при обеспечении заданных тактико-технических параметров и высокой надежности в сложных условиях эксплуатации.
Решение этой задачи возможно при следующем подходе к выбору материалов, основанном на понятии качества авиационных материалов. В это понятие входят такие параметры, как весовая эффективность, надежность, ремонтопригодность, экономичность, контролепригодность и ряд других. Среди этих параметров важнейшими являются характеристики надежности, такие как выносливость и сопротивление малоцикловой усталости, статическая и циклическая стойкость к образованию трещин, сопротивление коррозии под напряжением.
Применение КМ в изделиях авиационной техники должно обеспечить:
- повышение срока эксплуатации с 20 до 25…30 тыс. ч;
- повышение ресурса с 15…20 до 40 тыс. ч;
- повышение межремонтного срока с 6…8 до 10…12 лет;
- снижение массы конструкции на 20-25 %.
В настоящее время наиболее распространенными армирующими компонентами композитов являются волокна органического и неорганического происхождения.
В качестве основного связующего компонента композиционных материалов применяются чаще всего полимерные синтетические материалы. Наибольшее распространение получили термореактивные связующие – эпоксидное, полиэфирное, фенольное, полиамидное и др. В последнее время все больше используются термопластические связующие – поликарбонатное, сополимерное, полистирольное и др. Применяют также металлические и керамические связующие. Иногда связующие называют матрицей композита. Связующие скрепляют волокна, обеспечивая их совместную деформацию под нагрузкой, и определяют технологические свойства композитов и в некоторой степени их металлические свойства.
Одним из показателей технического уровня разрабатываемой авиационной техники служит объем применения полимерных композиционных материалов (ПКМ). Благодаря существенным преимуществам по удельной прочности и жесткости, исключительному сочетанию конструкционных и специальных свойств широкое распространение получили полимерные волокнистые КМ.
Применение ПКМ на основе углеволокна – одно из эффективных средств снижения массы конструкции. Улучшение прочностных, деформационных, теплофизических характеристик углепластиков и повышение их теплостойкости дает возможность их использовать не только в слабонагруженных и средненагруженных элементах конструкции воздушных судов, но и в высоконагруженных деталях и узлах.
Объем применения в конструкциях современных вертолетов ПКМ (стекло-, органо-, углепластиков) и гибридных материалов существенно выше, чем в самолетных конструкциях, и достигает в изделиях последних модификаций до 60 % от массы. Их применение в конструкции несущих винтов, лонжеронов, обшивки и нервюр хвостовых секций, обшивок сотовых панелей руля, киля, стабилизатора, топливных баков, антенных обтекателей обеспечивает снижение массы более, чем на 30 %, увеличивает ресурс в 2…4 раза, существенно повышает боевую живучесть.
Снижение массы лопастей (по сравнению с деталями из алюминиевого сплава – на 66 %) обеспечивает: высокую тягу на старте, сокращение разбега при взлете и посадке, снижение шума и вибрации в 2-3 раза, расхода топлива на 25 % и повышение КПД до 0,85…0,88.
Применение ПКМ для сильно нагруженных конструкций связан с разработкой нового класса слоисто-волокнистых анизотропных полимерных материалов – адаптирующихся композиционных материалов (АКМ).
АКМ типа углепластиков обладают анизотропией, созданной нетрадиционной укладкой монослоев. Ось анизотропии имеет некоторый угол с линией действия нагрузки в плоскости конструкции, например, обшивок, балок и т.д. Исследования показали, что при силовом воздействии на конструкцию с определенной структурой материала, характеризующейся углом между линией действия сил и главной осью анизотропии, происходит значительная деформация изделия в плоскости, т.е. изменение его формы. Это приводит к перераспределению действующих на него нагрузок и, в конечном счете, выражается в снижении нагрузок, действующих на конструкцию в целом, что позволяет снизить ее массу.
Следует отметить, что применение традиционных композиционных конструкций приводит к определенному эффекту, однако применение АКМ этот эффект значительно увеличивает. Например, согласно расчетам, применение обычных КМ в концевой части крыла самолета на одной трети размаха приводит к уменьшению массы конструкции до 150 кг. Применение адаптирующихся КМ, деформирующих крыло в нужном направлении, при расчетных режимах позволит уменьшить массу крыла до 3200 кг.
Все большее применение находят конструкции из стекло- и углепластиков и их сочетаний, изготовленные по препреговой технологии из клеевых препрегов. Она дает возможность за одну технологическую операцию получить детали одинарной и сложной кривизны. Свойства материалов программируются в зависимости от характеристик матрицы, видами наполнителя, его количества и распределения.
Применение такой технологии сокращает трудоемкость и энергоемкость изготовления сотовых конструкций в 2-3 раза, при этом повышается усталостная и длительная прочность изделий (на 20-30 %), их стойкость к образованию трещин (до 60 %).
Высокопрочные клеи ВК-25, ВК-31, ВК-36, ВК-40, ВК-41, ВК-51 и другие клеевые препреги широко применяются в конструкции современных летательных аппаратов. Например, площадь клеевых соединений в самолете «Руслан» составляет более 3000 м2.
Преобладающий в настоящее время способ использования КМ заключается в прямой замене элементов из традиционных материалов на материалы из КМ с незначительной модификацией. Такой способ не полностью использует все преимущества КМ, хотя достаточно прост и обеспечивает некоторый эффект. Наиболее полно реализуются преимущества КМ в том случае, когда конструкция с самого начала проектируется с учетом использования свойств этих материалов и перспективной технологии. Однако, такой подход требует разработки концепций в подходах к проектированию конструкций из КМ.
Наряду со снижением массы конструкции применение КМ позволяет значительно снизить трудоемкость за счет уменьшения в несколько раз входящих в конструкцию деталей.
Агрегаты из КМ становятся многофункциональными с уменьшенным количеством входящих подсборок и деталей. Вследствие этого, технология сборки изделий из таких агрегатов требует разработки эффективных методов соединения частей в целое. Особенно актуальной эта проблема является для высоконагруженных агрегатов, которые получают все большее внедрение и развитие.
Основным материалом композитных конструкций является углепластик с эпоксидным связующим. Используемые эпоксидные связующие, как правило, полимеризуются при температурах 122…127 0С. Их характеристики во многом зависят от температуры полимеризации и вводимых добавок для пластификации матрицы.
Применение КМ с высокими удельными характеристиками в не силовых конструкциях фактически освоено. В настоящее время основные усилия направлены на внедрение КМ в силовые конструкции, что должно обеспечить снижение массы конструкций.
Одной из характерных особенностей современных военных самолетов является создание адаптивного крыла с поворотными носками при очень тонком крыле с относительной толщиной 4…5%. В подавляющем большинстве случаев гибкие части выполнены из КМ. Еще одна положительная сторона применения КМ – значительное сокращение крепежа в конструкции. Например, при создании элерона самолета количество крепежных деталей снижается примерно в 15 раз.
К основным недостаткам КМ, как правило, относятся чувствительность к концентраторам напряжений, влагопоглощение и вариация свойств. Последнее обусловлено наличием большого числа компонентов, несовершенством и отклонениями в технологии изготовления. Достаточно проблематичными являются ударные повреждения, которые могут визуально не проявляться. Многие исследователи отмечают, что для выявления этих дефектов и оценки их роста при циклическом нагружении конструкции требуется применение высокочувствительных средств неразрушающего контроля.
Одним из направлений применения КМ является внедрение их в агрегаты, которые традиционно выполняли из металлов. Отличием таких агрегатов является высокий уровень нагрузок как постоянных, так и временных, а также повышенные требования к надежности. В первую очередь эти требования относятся к авиационной технике.
Эффективность применения КМ связана с увеличением агрегатов, их размерами и количеством выполняемых функций.
Широкое распространение КМ получили и при строительстве вертолетов. К числу таких агрегатов можно отнести лопасти винтовентиляторов несущего и рулевого винтов вертолета, узлы их крепления, различного рода валы и тяги, например трансмиссионные валы вертолета.
На вертолетах типа Ми-8 и Ка-26 можно увидеть, что лопасти в первого выполнены из алюминиевых сплавов, а второго из композиционных материалов, узлы крепления ничем не отличаются друг от друга. Надо сказать, что такой подход вполне приемлем в период освоения новых материалов и технологий.
Таким образом, можно сделать следующие выводы:
1) применение композиционных материалов приводит к снижению эксплуатационных расходов, к улучшению технических характеристик за счет тщательного расчета и изготовления композиционного пакета;
2) применение композиционных материалов приводит к улучшению эксплуатационных свойств за счет увеличения ресурса деталей, агрегатов и всего воздушного судна в целом.
Литература
1. Сироткин О.С. Проектирование, расчет и технология соединений авиационной техники [Текст] / О.С. Сироткин, В.И. Гришин, В.Б. Литвинов. – М.: Изд-во Машиностроение, 2006. – 331 с.
ВУНЦ ВВС «Военно-воздушная академия им. профессора
Н.Е. Жуковского и Ю.А. Гагарина» (г. Воронеж)
УДК 621.315.61
В.А. Жиленко, И.М. Винокурова
Взаимосвязь процессов кислородной и водородной деполяризации при анодной обработке металлов
В работе рассмотрены возможные модели тепловых процессов электрохимических систем в применении к аналогам электрических схем. Показано, что тепловые эффекты определяются в основном кинетикой протекающих на электродах и в растворах электролитов электрохимических и химических реакций
Многообразие технологических процессов электрохимического формообразования предполагает их реализацию в условиях весьма значительно отличающихся. Однако попытка систематизации их по тепловым эффектам, обусловленных электрохимическими реакциями, и как следствием их - последующими химическими преобразованиями позволила предложить, на наш взгляд, довольно простой вариант эквивалентной электрической схемы замещения, представленной на рисунок.
Для создания реальной физической модели процесса необходимо не только учесть тепловые эффекты осуществляемых на электродах и в приэлектродной зоне химических и электрохимических реакций, но и определить также, на основании кинетических кривых долю (весовой коэффициент) каждой стадии этих процессов.
Например, в зависимости от характера среды (состава электролита) уравнения реакции на электродах имеют вид:
а) в кислых и нейтральных средах
анод: 2H2O - 4e O2 + 4H+ (1)
4H+ + 4H2O 4H3O+ (2)
катод: 4H3O+ - 4H2O 4H+ (3)
4H+ + 4e 2H2 (4)
2H2O + 2e H2 + 2OH- . (5)
Общий
тепловой баланс системы определяется
выражением:
![]()
![]() .
(6)
.
(6)
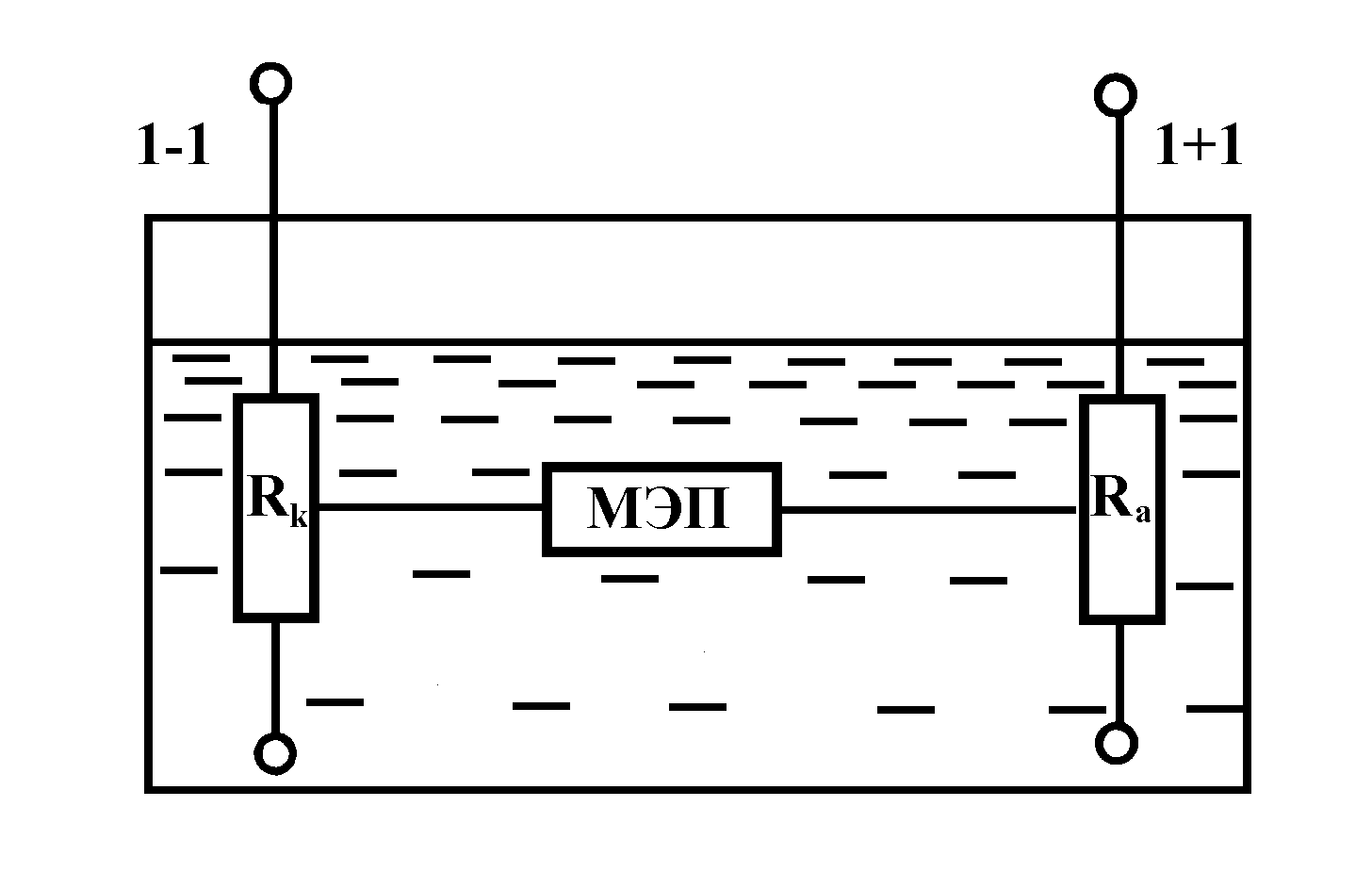
Эквивалентная
схема размещения тепловых источников
в ячейке: а) идеальный случай:
![]()
![]() ;
б) в реальных условий:
;
б) в реальных условий:
![]()
![]() ,
,
![]()
Весовые коэффициенты каждой из термохимических реакций будут определятся из анализа поляризационных кривых ia= f (Ea) и iк= f (Eк). Расчёт Джоулевых потерь определится из уравнения
![]() ,
калл (7)
,
калл (7)
б) в щелочных растворах
анод: 4OH- - 4e O2 + 2H2О (8)
катод: 2H2O + 2e H2 + 2OH-. (9)
В этом случае суммарный тепловой баланс электрохимического реактора определится
![]() .
(10)
.
(10)
Следует иметь ввиду, что щелочные и нейтральные растворы имеют достаточно высокое значение Джоулевых потерь, что подтверждается результатами наших экспериментов.
Однако в практике промышленного производства предпочтение отдаётся реакторам щелочного типа, так как для этих сред подобрать коррозионноустойчивые элементы конструкций намного проще чем, для кислых электролитов.
Анализ типовых конструкций реакторов проведенный по описаниям авторских свидетельств и патентов, показывает, что в большинстве случаев рабочий объём электролита используется крайне нерационально. Если средняя объёмная плотность тока в реакторе составляет 5-10 А/л, то в межэлектродном зазоре она достигает величины 30-50 А/л. Такая явно выраженная неравномерность распределения объёмной плотности тока приводит к ухудшению условий тепломассопереноса в реакторе, а это в свою очередь может привести к переходу работы реактора в режим термокинетической неустойчивости.
Суммарный тепловой баланс реактора может быть определён из выражения:
 .
(11)
.
(11)
Как показали результаты исследований, тепловой баланс реактора всегда положителен.
При моделировании процессов тепломассопереноса в электрохимических реакторах необходимо учитывать, что значительный вклад в общий результат вносит конвективный тепломассоперенос. При этом следует различать свободную и вынужденную конвекцию. Под свободной конвекцией подразумевается гидродинамическое течение, вызванное изменением плотности раствора электролита. Плотность в данном случае будет изменяться вследствие концентрационных изменений в близи электрода. Согласно наших исследований по определению температурных полей электродов различной формы плотность электролита вблизи поверхности электрода значительно ниже, чем в объёме электролита и конвективная составляющая переноса будет направлена по нормали к поверхности электрода. Для обеспечения нормальной работы электродной системы предельное значение плотность тока, для электрода длиной L должно быть не более:
 .
(12)
.
(12)
Свободная конвекция в растворах с избыточным содержанием фонового электролита осложняется тем обстоятельством, что концентрация фонового электролита в диффузионном слое также изменяется внося свой определённый вклад в изменения плотности. Это может быть учтено поправками, которые приводятся в таблице справочной литературы.
Задача моделирования ещё больше усложняется, если в процесс тепломассопереноса включается вынужденния конвекция. Вероятность такого сочетания становится возможным для реакторов имеющих высокое значение коэффициента ПВ (продолжительности включения).
Если на вынужденную конвекцию накладывается свободная конвекция, то как правило, тот или иной эффект оказывает наибольшее влияние на процессы массопереноса в зависимости от значения чисел Рейнольдса и Грасгофа. Оказывается, что конвекция и средняя скорость массопереноса взаимосвязаны, и при соблюдении неравенства
![]() ,
(13)
,
(13)
в
случае горизонтальных плоских электродов
преобладает свободная конвекция. Здесь
![]() - длина электрода,
- длина электрода,
![]() - эквивалентный диаметр кольцевого
зазора.
- эквивалентный диаметр кольцевого
зазора.
В противном случае доминирует вынужденная конвекция и средняя скорость массопереноса определяется равенством:
![]() .
(14)
.
(14)
Эти
результаты относятся к ламинарному
течению, когда
![]() .
В случае турбулентного течения преобладает
вынужденная конвекция. Обычно скорость
массопереноса для свободной и вынужденной
конвекции рассчитывают отдельно и
приоритет отдают наибольшему его
значению. Рассмотренные выше процессы
справедливы для случаев, когда электрод
работает в условиях предельных токов.
Однако, как правило, большинство
электрохимических реакторов работают
в условиях, когда
.
В случае турбулентного течения преобладает
вынужденная конвекция. Обычно скорость
массопереноса для свободной и вынужденной
конвекции рассчитывают отдельно и
приоритет отдают наибольшему его
значению. Рассмотренные выше процессы
справедливы для случаев, когда электрод
работает в условиях предельных токов.
Однако, как правило, большинство
электрохимических реакторов работают
в условиях, когда
![]() .
Поэтому, разрабатывая модель реального
процесса необходимо учитывать
поверхностные явления на электродах.
Распределение тока будет определятся
из баланса перенапряжений, концентрационных
изменений, температурных градиентов.
Для оценки влияния поверхностных явлений
обычно применяются интегральные методы.
Эти методы могут быть использованы в
качестве отправной точки при анализе
более сложных задач, в которых фигурирует
омическое падение потенциала.
.
Поэтому, разрабатывая модель реального
процесса необходимо учитывать
поверхностные явления на электродах.
Распределение тока будет определятся
из баланса перенапряжений, концентрационных
изменений, температурных градиентов.
Для оценки влияния поверхностных явлений
обычно применяются интегральные методы.
Эти методы могут быть использованы в
качестве отправной точки при анализе
более сложных задач, в которых фигурирует
омическое падение потенциала.
Можно
выразить поток компонентов на поверхность
через неизвестную поверхностную
концентрацию
 ,
(15)
,
(15)
 .
(16)
.
(16)
В этих равенствах для двумерной поверхности можно положить R=1. Входящие сюда интегралы являются важными элементами соответствующих решений уравнений для диффузионного слоя поскольку через эти интегралы осуществляется связь между скоростью реакций и поверхностной концентрацией. Интегральное уравнение, после подстановки выражения для скорости, можно решать, не привлекая выражения для исходного уравнения в частных производных.
Таким образом, определив все тепловые эффекты химических и электрохимических реакций, можно построить графическое распределение температурных полей в с учётом естественного и вынужденного конвективного массопереноса, а также определив влияние поверхностных явлений на электродах можно приступить непосредственно к моделированию процессов тепломассопереноса в электрохимических процессах. Реальные температуры в зоне электродной реакции могут быть рассчитаны на основании возникающих тепловых эффектов различной природы. Их оценка может быть произведена на основании изменения кинетических параметров исследуемых электродных систем.
Литература
1. Графов Б. М., Мартемьянов С. А., Некрасов Л. Н. Турбулентный диффузионный слой в электрохимических системах.- М.: Наука, 1990.-295 с.
2. Саушкин Б. П. Электрохимическая обработка изделий из титановых сплавов / Б. П. Саушкин, Ю. Н. Петров, А. З. Нистрян, А. В. Маслов // Кишинёв. Штиница. 1988. 200 с.
3. Проничев Н. Д., Шманев В. А. Исследование процесса формирования шероховатости поверхности при ЭХО // РЭХО деталей машин. Тула. 1975. С. 188-192.
Воронежский государственный технический университет
УДК 669.01(075)
И.И. Панков, О.В. Горожанкина, Ю.Р. Копылов
Микроструктура и твердость толстослойных электрогальванических и электро-гальваномеханических покрытий
Дано описание микроструктур толстослойных электрогальванических и электрогальваномеханических покрытий. Показана зависимость микротвердости покрытия от режима осаждения
В связи с усиливающейся актуальностью вопросов экономии металла электролитические покрытия металлами с каждым годом находят все более широкое и разностороннее применение в промышленности. Наиболее распространенный метод нанесения металлических покрытий – это метод железнения или осталивания, то есть электролитическое осаждение железа из растворов электролитов его солей. Железо осаждается на катоде, в качестве анода используют малоуглеродистые стали. Используется для наращивания металла на поврежденную поверхность деталей из стали и чугуна при восстановлении их параметров в различных областях промышленности. Процесс очень эффективен, так как компоненты недорогие, а покрытие многослойное.
Также перспективным для применения в различных отраслях промышленности может быть способ наращивания изношенных деталей твердым электролитическим железом, получаемым в условиях механической активации (электро-гальваномеханическое осталивание). Такие покрытия отличаются комплексом ценных свойств – повышенной микротвердостью, устойчивостью к износу и коррозии; их нанесение протекает с повышенной, по сравнению с обычными гальванопокрытиями, скоростью и позволяет сократить число технологических операций.
В соответствии с изложенным настоящая работа посвящена изучению взаимосвязи твердости и микроструктуры толстого слоя электролитического железа, нанесенного на детали машин методами электрогальванического и электро- гальваномеханического осталивания.
Образцы из стали 30, с нанесенным электрогальваническим и электро-гальваномеханическим методами толстослойным покрытием, толщиной приблизительно 1,2 мм, исследовались металлографически с помощью микроскопа Альтами МЕТ-1С. Также была измерена микротвердость данных покрытий на приборе ПМТ-3.
Фотографии микроструктуры приведены на рис. 1
Результаты исследования электрогальванического покрытия на оптическом микроскопе Альтами Мет 1С (рис. 1а) подтверждают наличие слоистости электрогальванических покрытий. О циклическом характере процесса кристаллизации можно судить по выявленным характерным участкам (полосам) при химической обработке шлифов-образцов травителем 4% азотной кислоты в спирте.
При исследовании электро-гальваномеханических толстослойных покрытий на оптическом микроскопе Альтами Мет 1С слоистость не обнаруживается (рис.1, б). Это объясняется, по мнению авторов, тем, что выглаживающий инструмент периодически и интенсивно воздействует на образующиеся кристаллы покрытия, способствует перемешиванию электролита у катода, а также частичному очищению прикатодного слоя от гидроокисей, что устраняет периодичность образования слоев с включениями гидроокисей.
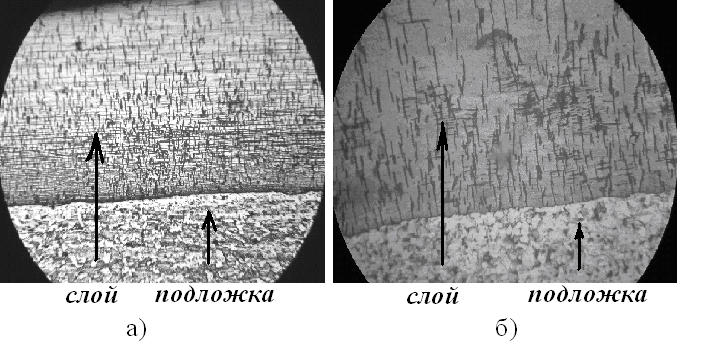
Рис. 1. Микроструктуры слоя покрытия:
а) - электрогальванического (х200);
б) – электро-гальваномеханического (х200)
Размеры зерен характеризуются степенью дисперсности, которая выражается в среднем размере зерен [1]. Дисперсность структуры электролитических покрытий зависит от природы осаждаемого металла и условий электролиза и определяется соотношением скоростей зарождения и роста кристаллитов. В тех случаях, когда скорость образования зародышей превалирует над скоростью их роста, на катоде формируются мелкокристаллические или ультрадисперсные осадки.
Размер зерна электроосажденных металлов в зависимости от их природы может изменяться в широких пределах от 10-2 до 10-7 см. Согласно электрохимическим и структурным критериям все металлы, осаждаемые из водных растворов простых солей подразделяются на три группы.
Железо (Fe) относится к первой из них, характеризующейся высокой величиной перенапряжения катода (более 0,1 В) и мелкозернистой структурой покрытий (менее 10-4 см). Электроосаждение металлов первой группы происходит с высоким перенапряжением катода и в условиях выделения на катоде водорода, причем доля его может быть очень велика (до 85 %). Выделение водорода способствует активизации катода за счет десорбции инородных атомов и молекул с его поверхности. При этом увеличивается число активных центров зарождения кристаллитов и повышается вероятность зародышеобразования. В дальнейшем выделяющийся водород адсорбируется на зародышах ("барьер"), препятствуя их нормальному росту. Совокупность этих факторов обусловливает мелкокристаллическую структуру осадка.
Электро-гальваномеханическое покрытие обуславливает другие размеры зерен, в связи с механической активацией, которая вносит свой вклад в получение мелкозернистых осадков: возможно, что удаление инородных атомов при активации выглаживающим инструментом идет более активно и число активных центров зарождения увеличивается.
Рассчитать размер зерна покрытия без механического воздействия с помощью металлографического микроскопа при увеличении до х2000 не представляется возможным, так как его размер находится в пределах 10-5-10-6 мкм [2]. При применении механической активации возможно предположить, что размер получившегося зерна даже мельче, чем 10-6 – 10-7 мкм, то есть ультрадисперсный.
Полученные электро-гальваномеханическим и электрогальваническим способом толстослойные покрытия имеют трещины (или поры) как связанные, так и не связанные между собой. Такие дефекты относятся к макроскопическим.
Однако в электро-гальваномеханическом покрытии трещин гораздо меньше, чем в покрытии без механического воздействия. Также видно, что переходный слой у покрытия без механического воздействия достаточно дефектный, что негативно сказывается на сцеплении покрытия с подложкой.
Переходный слой электро-гальваномеханического покрытия довольно хороший, практически бездефектный, что позволяет предположить хорошую адгезию.
Вид и строение микроструктуры сильно влияют на микротвердость, которая является важнейшим свойством сплавов, так как позволяет косвенно оценить другие механические характеристики сплавов, между которыми имеется определенная корреляция. Микротвердость электроосажденных металлов всегда выше, чем одноименных металлов, полученных металлургически [3]. Это обусловлено высокой дисперсностью получаемых покрытий, дефектностью кристаллической решетки и включением в них посторонних частиц (например, атомов водорода, примесей). В зависимости от состава и концентрации электролита микротвердость покрытия существенно изменяется.
Измерение микротвёрдости производили в соответствии с требованиями ГОСТ 9450-76 «Измерение микротвердости вдавливанием алмазных наконечников» по методу восстановленного отпечатка (по Виккерсу). Микротвердость измеряли вдавливанием алмазной пирамидки под нагрузкой менее 2 н (200 гс). Исследования проводили на приборе ПМТ-3. Выбор участка для испытания микротвердости и определение размеров отпечатка производили под микроскопом, затем по специальным таблицам пересчитывали на так называемое число твердости – отношение нагрузки к площади поверхности отпечатки.
Микротвердость электрогальванического покрытия составила примерно 400 + 123 HV. Микротвердость электро-гальваномеханического покрытия составила 600+117 HV. Твердость основы (сталь 30) составила 230+20 HV.
По полученным данным построена гистограмма (рис. 2), наглядно показывающая зависимость твердости полученого слоя от режима осаждения.
По результатам наших исследований установлено, что твердость электро-гальваномеханического покрытия выше, чем твердость электрогальванического покрытия. Это связано с применением выглаживающего инструмента, который воздействует на поверхность растущих кристаллов и вызывает искажения кристаллической решетки. В свою очередь, возникновение искажений кристаллической решетки связано с отклонением атомов от положения равновесия, причиной которых являются главным образом дислокации и внедренные атомы. Такие различного рода несовершенства структуры при низких температурах остаются постоянным. Скопление большого числа дислокаций в граничных слоях вызывает многочисленные искажения атомной решетки, а это создает напряжения 3-го рода. Наряду с этим граничный слой — зона силового взаимодействия между отдельными зернами — создает поле микронапряжений, охватывающих всю поверхность зерна. То есть вся структура электро-гальваномеханического слоя «наклепана» - упрочнена вследствие изменения структуры в процессе пластической деформации при температуре ниже температуры рекристаллизации.
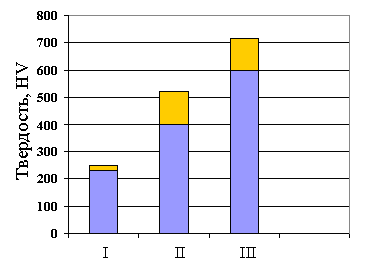
Рис. 2. Зависимость микротвердости покрытия от режима осаждения: I – микротвердость основы (сталь 30) - 230+20 HV; II - микротвердость электрогальванического покрытия - 400 + 123 HV; III – микротвердость электро-гальваномеханического покрытия - 600+117 HV
На основании вышеизложенного можно сделать вывод о том, что микротвердость и микроструктура полученного слоя взаимосвязаны. Толстослойное электро-гальваномеханическое покрытие, с отсутствием слоистости, меньшим количеством трещин, упрочненной в процессе пластической деформации структурой, имеет большие показатели твердости, чем слой обычного электрогальванического железа.
Литература
1. Гуляев, А.П. Металловедение [Текст]: Учебник для вузов / А.П. Гуляев. - 6-е изд., перераб. и доп. М.: Металлургия, 1986. - 544 с.
2. Ковенский, И.М. Металловедение покрытий [Текст]: учебник для вузов / И.М. Ковенский, В.В. Поветкин.- М.: СП Интермет Инжиниринг, 1999. – 296 с.
3. Ваграмян, А.Т. Физико-механические свойства электролитических осадков [Текст]. / А.Т. Ваграмян, Ю.С. Петрова. – М.: изд. АН СССР, 1960. – 206 с.
Воронежский государственный технический университет
УДК 621.315.61
Д.С. Серяпина, И.В. Винокуров, И.М. Винокурова
Основные аспекты выбора топлива различных двигательных установок
Представлены сведения о жидкостных реактивных топливах, приведены параметры определения изменения концентрации компонентов
Большинство практически применяемых в настоящее время ракетных двигателей (РД) использует химическую энергию -химическое топливо. Источником энергии является реакция горения (экзотермическая, идущая с выделением тепла). Химическая энергия топлива преобразуется в камере сгорания в тепловую энергию продуктов реакции (продуктов сгорания (ПС)). Работа камеры ЖРД (жидкостные ракетные двигатели) зависит от комплекса обслуживающих систем. Рабочий процесс в камере ЖРД можно представить в следующем виде. Горючее и окислитель впрыскиваются под давлением в камеру через форсунки, дробятся на мелкие капли, перемешиваются, испаряются и воспламеняются. После воспламенения топливо горит. Сгорание топлива в камере происходит при высоких давлениях, при горении образуются газообразные продукты сгорания (рабочее тело), нагретые до высоких температур (3000 4500 К), которые истекают из камеры сгорания в окружающее пространство через сопло. Чем больше масса и скорость газа на выходе из сопла, тем больше тяга, создаваемая камерой.
Для ракетной техники используются вещества (компоненты), которые обеспечивают при сгорании в двигателе получение необходимой удельной тяги, т. е. обладают достаточно большим запасом энергии, которая высвобождается в камере сгорания двигателя и превращается в кинетическую энергию истечения газообразных продуктов сгорания через сопло. Скорость истечения газов из сопла ЖРД и можно определить по формулам:
![]() (1)
(1)
или
![]() .
(2)
.
(2)
где t — термический кпд двигателя, или доля тепловой энергии топлива, перешедшая в механическую работу; g - ускорение силы тяжести, м/с2; k = cp/cv - показатель адиабаты расширения, зависящий от состава продуктов сгорания и температуры газов; Р - давление газов в камере сгорания, МПа; V - объем газов, образующихся при сгорании 1 кг топлива (при нормальных условиях), или удельный объем газов, м3/кг; Т - абсолютная температура газов в камере сгорания, К; R - газовая постоянная продуктов сгорания, зависящая от состава газов (R = 848/M, где М - средняя молекулярная масса продуктов сгорания).
Зная скорость истечения газов и, нетрудно определить тягу двигателя Рдв по формуле:
Рдв = G и/ g, (3)
где G - секундный расход топлива, кг/с;
g - ускорение силы тяжести, м/с2.
Для характеристики жидких ракетных топлив обычно используют понятие удельной тяги (Руд), т. е. тяги, отнесенной к единице расхода топлива (Руд=Р дв /С).
Удельная тяга (Руд) может быть найдена по формуле Глушко:
Руд
= 19,1
![]() ,
(4)
,
(4)
где
![]() —
удельная теплота сгорания топлива,
кДж/кг (за вычетом теплот конденсации
образующихся продуктов сгорания).
—
удельная теплота сгорания топлива,
кДж/кг (за вычетом теплот конденсации
образующихся продуктов сгорания).
Иногда в литературе применяют термин "удельный импульс тяги", физический смысл которого аналогичен понятию удельной тяги. В данной книге удельная тяга для удобства выражается в секундах, как это широко принято в технической литературе, хотя правильнее ее размерность показывать в Н-с/кг, где Н - единица измерения силы тяги.
Для определения Руд можно пользоваться также формулой:
Руд
=
 ,
(5)
,
(5)
где РС и Рк — соответственно давление на срезе сопла и в камере сгорания, МПа; k -то же, что и в формулах (1) и (2).
Удельная тяга двигателя увеличивается с уменьшением соотношения Рс/Рк, поэтому энергетические свойства топлив оценивают и сравнивают при определенных значениях Рс и Рк. На рис. 1 показана зависимость удельной тяги от давления в камере сгорания при Рс = 0,1 МПа и коэффициенте избытка окислителя =0,8 для различных топлив. Зависимость объемной удельной тяги Руд" (Нс/л) от теплоты сгорания топлив разной плотности изображена на рис. 2.
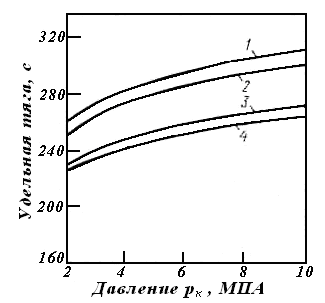
Рис. 1. Зависимость удельной тяги ЖРД от давления в камере сгорания Рк для различных топлив: 1 - керосин + кислород:
2 – этанол + кислород; 3 - керосин + красная дымящая азотная кислота; 4 - керосин + белая дымящая азотная кислота
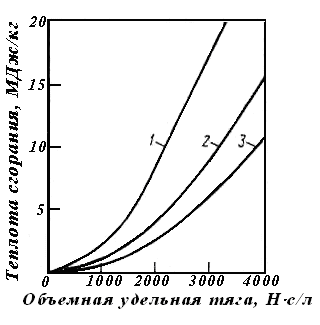
Рис. 2. Зависимость объемной удельной тяги Руд" ЖРД от теплоты сгорания топлив различной плотности: 1 — 3 — плотность 500, 1000 и 1500 кг/м3 соответственно
Эффективность топлив определяется в итоге максимальной скоростью ракеты в конце активного участка траектории ее полета, по окончании работы двигателя. Эта скорость на основании известного уравнения Циолковского может быть найдена по формуле:
umax = gPyp ln (1 + Vбt /mр), (6)
где Vб - объем топливных баков, м3; тр — масса ракеты без топлива, кг; t - плотность топлива, кг/м3.
Как видно из уравнения, максимальная скорость ракеты и, следовательно, эффективность топлива применительно к конкретной конструкции ракеты (Vбt/mр =const) определяются удельной тягой двигателя и плотностью топлива.
Энергетические характеристики применяемых и перспективных двухкомпонентных ЖРТ приведены в табл. 1. Из приведенных в табл. 1 данных следует, что наилучшими энергетическими свойствами (максимальной удельной тягой), обладают топлива на основе жидкого водорода и таких окислителей, как жидкий фтор, монооксид фтора и кислород. В паре с указанными и другими окислителями обеспечивают высокую удельную тягу гидриды легких металлов — лития, бериллия и алюминия, а также сами эти металлы. Добавление последних в горючие — жидкий водород, гидразин, керосин — может значительно улучшить энергетические свойства топлив. Наибольшая удельная тяга достигается при использовании топлива, в котором окислителем служит озон, а в качестве горючего применяют суспензию бериллия в жидком водороде. Углеводородные горючие, в частности керосин (см. табл. 1), наиболее эффективно применять в паре с жидким кислородом, фтором и монооксидом фтора. Чем меньше молекулярная масса продуктов сгорания и склонность их к диссоциации, тем эффективнее в энергетическом отношении топливо.
Для надежной работы двигателя необходимо обеспечить достаточно эффективное охлаждение стенок камеры сгорания, так как в относительно небольшом ее объеме быстро сгорает значительное количество топлива и температура достигает 3000—5000 К, а давление газов - десятков МПа. Ни один металл не выдерживает подобных тепловых и механических нагрузок без охлаждения. Поэтому во всех ЖРД (кроме двигателей малой тяги) конструкция камеры сгорания предусматривает охлаждающую рубашку, через которую пропускают один из компонентов топлива, как правило, горючее (регенеративное охлаждение). Перепад температур на стенке камеры сгорания может достигать 500-600 °С, а мощность тепловых потоков через нее - свыше 5-106 Вт/м2.
В табл. 1 приведены значения основных параметров компонентов ракетных топлив, влияющих на их охлаждающие свойства. Охлаждающие свойства лучше у жидкостей (КРТ) с большей скрытой теплотой парообразования, что особенно проявляется в случае пленочного охлаждения стенок камеры сгорания.
Таблица 1
Теплофизические характеристики компонентов ракетного топлива
Компонент топлива |
Ткип, К |
, кг/м2 |
, мПас
|
Ср, КДж / (кгК) |
, Вт/(мК) |
Скрытая теплота парообра-зования, КДж /моль |
Горючие |
||||||
Н2 |
20,4 |
71(20,4) |
0,013(20) |
9,75(20) |
0,066(100) |
0,92 |
NH3 |
239,8 |
680(239,8) |
0,255(239,6) |
4,4(213) |
0,050(273) |
23,4 |
Керосин |
- |
800(298) |
1,63(288) |
2,1(293) |
0,156(273) |
— |
C2H5ОН |
351,7 |
785(298) |
1,42(293) |
2,6(293) |
0,167(293) |
38,5 |
N2H4 |
386,7 |
1011(288) |
0,97(293) |
3,1(300) |
0,209(293) |
42,7 |
НДМГ |
354 |
808(288) |
2,0(293) |
2,7(293) |
0,209(298) |
35,2 |
Анилин |
457,6 |
1012(298) |
6,6(283) |
2,0(283) |
0,174(290) |
44,4 |
Ксилидин |
490,2 |
980(288) |
4,9(288) |
— |
0,186(294) |
45,6 |
Триэтиламин |
362,5 |
723(298) |
0,35(298) |
1,9(293) |
0,121(293) |
31,4 |
Окислители |
||||||
О2 |
90,2 |
1142(91) |
0,87(90) |
1,7(91) |
0,021(95) |
6,7 |
О3 |
162,6 |
1571(90) |
1,55(93) |
0,8(90) |
— |
10,9 |
F2 |
85,2 |
1509(85,2) |
0,26(85) |
1,5(86) |
0,024(273) |
6,3 |
OF2 |
128,4 |
1530(128,4) |
0,29(126) |
0,7(126) |
— |
11,1 |
HNО3 |
359,0 |
1520(283) |
2,0(269) |
1,75(293) |
0,274(283) |
30,4 |
N2О4 |
294,2 |
1450(293) |
0,44(288) |
1,5(293) |
— |
38,1 |
H2О2 |
423,7 |
1448(293) |
1,30(291) |
2,4(293) |
0,628(320) |
54,4 |
ClF3 |
284,9 |
1770(310) |
3,9(303) |
1,25(278) |
- |
35,9 |
В скобках указаны абсолютные температуры (К). |
||||||
Непосредственному использованию топлива по прямому назначению в двигателе предшествует ряд этапов передвижения компонентов ракетных топлив от заводов-изготовителей до двигателя ракеты. На этом пути компоненты топлива неоднократно перекачивают, их транспортируют и хранят, заправляют ими баки ракет. И на всех стадиях компоненты топлив должны сохранить свои свойства и отвечать предъявляемым к ним требованиям. В связи с этим к качеству топлив предъявляют дополнительные эксплуатационные требования. Прежде всего они должны сохранять физическую и химическую стабильность в реальных условиях - эксплуатации, не изменять качества ни по одному показателю в большей степени, чем это допускается соответствующей нормативно-технической документацией (ГОСТ, ТУ и др.). Компоненты ракетных топлив должны иметь, возможно, более низкую температуру замерзания (застывания) и более высокую температуру кипения, что существенно облегчает их хранение, транспортирование и перекачивание, а также заправку ими ракет.
Практика показывает, что без достаточных знаний рабочего процесса в камере трудно с успехом использовать энергетические возможности современных все более мощных топлив. Большое внимание уделяется проблеме устойчивости горения топлив в камере ЖРД: разрабатываются новые теории, учитывающие многие факторы гидродинамической и химической природы [1], применяются новые методы испытаний натуральных двигателей с целью экспериментального определения их характеристик. Удельная тяга двигателя, характеризующая энергетические свойства топлива, определяется в основном его теплотворной способностью и плотностью, количеством, температурой и молекулярной массой газообразных продуктов сгорания, степенью их расширения при истечении из сопла, термическим кпд двигателя.
Литература
1. Винокуров И. В., Сыромятников Д. А., Дроздов И. Г. Определение использования запаса топлива кислородно-киросиновых ЖРД. Труды науч. техн. конф. Физико-технические проблемы энергетики, экологии и энергоресурсосбережения. Труды научно-техн. конференции. Молодых ученых, аспирантов и студентов. Выпуск 16. Воронеж 2014. С. 55-61.
Воронежский государственный технический университет
УДК 66.018.8:546.82
В.С. Субботина, В.В. Корнеева, А.Н. Корнеева
ИРИДОЛОГИЯ. Метод иридодиагностики
В статье рассматривается метод иридодиагностики, его эффективность, положительные и отрицательные стороны, а также способы исследования заболеваний в соответствии с изменениями радужки глаза
Многие специалисты из разных стран еще с давних времен пытались раскрыть тайну человеческого глаза.
Радужная оболочка является “отражением” внутреннего мира человека, его здоровья. Экспертами в этой области считаются японцы, так как именно они в совершенстве овладели техникой «чтения человека» по глазам.
Наука иридология, появившаяся относительно недавно, изучает ту область медицины, в которой ученые по радужной оболочке глаза диагностируют различного типа заболевания. Для иридоголов глаз представляет собой объемную карту организма человека, где различные заболевания отмечены разноцветными краплениями на радужке, расположение которых говорит о болезни того или иного органа. Разобравшись с языком символов радужной оболочки, специалист-иридолог сможет «как в книге прочитать» и узнать много необычного и интересного о состоянии здоровья [1].
Цвет глаз представляет собой также важный показатель при выявлении различного типа заболеваний. Как выяснили ученые, только голубой, карий (и их смесь) цвета глаз являются естественными. Другие цвета и оттенки указывают на присутствие токсинов, скапливающихся в организме. При неправильном питании и ведении нездорового образа жизни, естественный голубой цвет глаз может поменяться на более темный или естественный карий посветлеет из-за употребления более здоровой пищи. Цвет радужки должен быть очень светлым, так как от этого зависит правильная работа организма. Если все-таки цвет радужной оболочки изменился, значит, в организме человека что-то не так функционирует [1].