

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ВОРОНЕЖСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра самолето- и вертолетостроения»

Методические указания
к выполнению лабораторных работ
по дисциплине «Допуски, посадки и технические измерения»
для студентов специальности 160100
«самолето- и вертолетостроение» очной формы обучения
Воронеж 2011
Составители: к.т.н. В.В.Самохвалов,
к.т.н. С.К.Кириакиди,
В.Р.Спирин
УДК 621.658:512.88.018(071.1)
Методические указания по выполнению и оформлению лабораторных работ для студентов специальности 160201 «Самолето- и вертолетостроение» очной формы обучения / ФГБУВПО «Воронежский государственный технический университет»; сост.: В.В.Самохвалов, С.К.Кириакиди, В.Р.Спирин. Воронеж, 2011. 50с.
Изложены основные положения по выполнению и оформлению лабораторных работ по дисциплине «Допуски, посадки и технические измерения». Описан порядок предоставления к защите и защиты указанных работ.
Табл.9. Ил.20.Библиогр.: 7 назв.
Рецензент канд. техн. наук Н.В.Лосев
Ответственный за выпуск зав. кафедрой
д-р техн. наук, проф. В.И.Корольков
Печатается по решению редакционно-издательского совета Воронежского государственного технического университета
© ФГБУВПО «Воронежский государственный технический университет», 2011
Порядок проведения лабораторных работ
Лабораторные работы по дисциплине «Допуски, посадки и технические измерения выполняются в производственных условиях базового предприятия. Студент допускается к лабораторной работе только после прохождения общего инструктажа по технике безопасности и пожарной безопасности проводимого на предприятии и аналогичного инструктажа, проводимого перед выполнением лабораторных работ. В журналах проведения инструктажа производится соответствующая отметка, и каждый студент ставит свою подпись в журнале, регистрируя тем самым факт получения указаний по безопасному проведению лабораторных работ.
Каждая лабораторная работа выполняется бригадой студентов в 2-3 человека согласно расписания занятий.
Студенты готовятся к проведению лабораторной работы. Уровень знаний студентов определяет преподаватель по результатам контрольного опроса. Неподготовленные студенты к выполнению работы не допускаются.
Правила безопасного проведения лабораторных работ
Лабораторные работы выполняются в метрологических подразделениях базового предприятия.
К выполнению лабораторных работ допускаются студенты, прошедшие инструктаж по технике безопасности и пожарной безопасности и изучившие настоящие правила.
При выполнении лабораторной работы отклонения от задания и программы исследований без разрешения преподавателя не допускаются.
Перед включением в электрическую сеть микроскопов ДИП-1 и БМИ-1Д профилографа - профилометра модели 252, профилометра SURTRONIC2 цифровых вычислительных устройств, блоков управления необходимо проверить наличие заземления корпусов приборов. Работа без заземления запрещается.
Подсоединение электрожгутов к преобразователям и устройствам приборов, смена диаграммной ленты производится только при выключенных тумблерах "сеть".
При выполнении лабораторных работ категорически запрещается :
Покидать рабочее место без разрешения преподавателя.
Включать, опробовать, перемещать оборудование, инструмент, приборы, технологическую оснастку, конструкции, не относящиеся к выполняемой работе
Лабораторная работа № I
ИЗМЕРЕНИЕ РАЗМЕРОВ ДЕТАЛЕЙ ШТАНГЕНЦИРКУЛЕМ, МИКРОМЕТРИЧЕСКИМИ, ИНДИКАТОРНЫМИ ПРИБОРАМИ
Цель работы
Ознакомиться со средствами измерения линейных размеров, изучить методику проведения контроля линейных размеров.
В результате выполнения лабораторных работ студент должен знать основные универсальные средства контроля линейных и угловых размеров, область применения средств и методику их использования; студент должен уметь выбирать средства измерения и выполнять контроль геометрических параметров типовых деталей.
Универсальные измерительные средства и их метрологическая характеристика
В лабораторной работе студентам предлагается для выполнения измерений штангенинструмент, микрометрический инструмент, инструмент с индикаторами часового типа, измерительные микро скопы БМИ-1Ц, ДИП-7.
Метрологическая характеристика штангенинструмента.
К штангенинструменту относят штангенциркули, штангенглубиномеры и штагенрейсмасы.
Отсчетное устройство в штангенинетрументе состоит из основной шкалы, нанесенной на штанге и нониуса (рис, 3.1).
О![]() тсчет
при измерении штангенинструментом
определяется выражением
тсчет
при измерении штангенинструментом
определяется выражением
(4.1.)
где А - величина отсчета;
n1 - Число делений по основной шкале до нулевой отметки нониуса;
i1 - цена деления основной шкалы;
п2 - ЧИСЛО деланий нониуса от нуля до совпадения штриха шкалы нониуса и штриха основой шкалы;
![]() (4.2.)
(4.2.)
где i2 - цена деления нониуса, мм;
п2 - полное число делений шкалы нониуса.
На рис. 4.1 отсчет составляет 32,43 мм; n1= 32.;b1 =1 мм ;
n2 = 9; i2 = 1/20 = 0,05 мм; n2 =20.
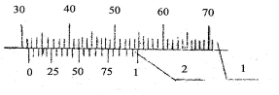
Рис. 4.1. Отсчетное устройство штангенинструмента
основная шкала;
шкала нониуса
Интервал деления шкалы нониуса определяется из условия
![]() (4.3.)
(4.3.)
где Сн - интервал деления шкалы нониуса, мм;
у - коэффициент увеличения Сн по сравнению с i1 , принимаемый равным I. или 2, или 3.
Предельная погрешность показаний штангенинструмента регламентируется ГОСТ 162-80, ГОСТ 164-80, ГОСТ 166-80, Она не выше чем цена деления шкалы нониуса.
Штангенциркуль ГОСТ 166-8Q выпускаются нескольких типов: ЩЦ-1 с двухсторонним расположением губок – для наружных и внутренних измерений с линейкой для измерения глубины;
ЩЦ -2 с двухсторонним расположением губок - для измерения наружных и внутренних размеров и для разметки;
ЩЦ-Ш - с одно сторонними губками с дополнительным разметочным устройством;
ЩЦЦ - центромер для измерения межцентровых расстояний отверстий или шпилек круглого, овального, прямоугольного, Т-образного и других сечений, имеющих ось симметрии;
ШЦО-Ш - с односторонним расположением губок - для измерения отверстий при расточке деталей без вывода борштанги из контролируемого отверстия;
ШЦР - разметочный, для разметки плоскостей на разных высотах и от базовых отверстий.
На рисунке 4.2. представлен штангенциркуль типа
ЩЦ-ПН
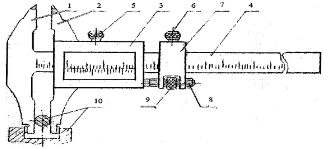
Рис. 4.2. Штангенциркуль типа ЩЦ-П:
1,2 – измерительные губки;
3 - рамка со шкалой нониуса;
4 - штанга с основной шкалой;
5,6-зажимные винты;
7-хомутик;
8-гайка;
9-винт;
10-измеряемая деталь.
По ГОСТ 162-80 выпускаются три типоразмера штангенглубиномеров, а по ГОСТ 164-80 шесть типов штангенрейсмасов.
Измерение штангенциркулем осуществляется следующим образом (рис. 4.2): при отстопоренных винтах 5, 6 измерительные поверхности губок приводят в неплотное соприкосновение с поверхностями измеряемой детали; винтом 6 стопорится хомутик 7; гайкой 8 осуществляется подача рамки 3 с нониусом до полного прилегания измерительных поверхностей губок к поверхностям детали; винтом 5 стопорится рамка и снимается отсчет.
Следует помнить, что при измерении внутренних размеров к отсчету, снимаемому со штанги и нониуса следует прибавлять толщину двух губок. Размер губок маркируется на их поверхности.
По основной шкале штанги определяется количество целых миллиметров расположенных слева от нулевого штриха нониуса шкалы, затем по нониусной шкале на рамке находят штрих нониуса, совпадавший со штрихом шкалы на штанге. Подсчитывается на нониусной линейке количество делений, расположенных слева от совпадающего штриха и умножается на цену деления нониуса по формуле (4.1.).
Метрологическая характеристика микрометрического инструмента
Наиболее распространенными видами микрометрических инструментов являются микрометры, микрометрические нутромеры и глубиномеры.
Конструкция микрометрических инструментов основана на использовании принципа винтовой пары.
Известно, что поступательное перемещение винта относительно гайки прямопропорционально величине шага резьбы и углу поворота винта, т.е.
![]() (4.4)
(4.4)
где l - поступательное перемещение винта мм;
S - шаг винта, мм;
φ - угол поворота, рад. для пары винт - гайка
S –const и тогда величина поступательного перемещения зависит только от угла поворота.
В большинстве микрометрических приборов шаг винта выполняется равным 0,5 мм, а окружность для отсчета угла поворота винта делится на 50 равных частей. Поэтому поворот на одну часть этой окружности (на одно делений) соответствует линейному перемещению винта:
![]() (4.5.)
(4.5.)
В этом случае цена деления микрометрического инструмента составляет 0,01 мм.
Микрометрические измерительные инструменты выпускаются нескольких типов. Микрометры гладкие с ценой деления 0,01 мм ([ОСТ 6507-78), настольные (ГОСТ 11195-81), со стрелочными отсчетным устройством (ГОСТ 10388-81), рычажные (ГОСТ' 4381-80), со вставками (ГОСТ 4380-86), нутромеры микрометрические (ГОСТ 10-75), глубиномеры (ГОСТ 7470-78).
Микрометр служит для наружных измерений и состоит из трех основных узлов (рис, 4.3): скобы I, микрометрического винта 3 и устройства для обеспечения постоянства измерительного усилия.
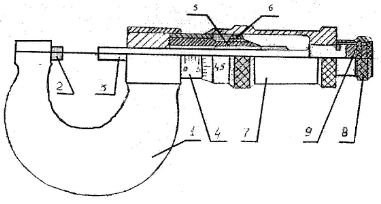
Рис. 4.3. Микрометр :
1 - скоба; 6 - регулировочная гайка;
2 - пятка; 7 -барабан;
3 - микрометрический винт; 8 - колпачок;
4 - стебель; 9 - храповый механизм трещотки;
5 - микрометрическая гайка;
В скобу 1 с одной стороны закреплена пятка 2 с неподвижной измерительной поверхностью, с другой стороны запрессован стебель 4 с продольной риской, по обе стороны от которой расположены штрихи с интервалом I мм. Верхние штрихи сдвинуты на 0,5 интервала по сравнению с нижними так, что интервал между соседними верхним и нижним штрихами составляет 0,5 мм. Стебель в левой своей части служит направляющей для микровинта 3, а в правую часть запрессована микрогайка 5, с которой микровинт образует винтовую кинематическую пару. Микрогайка 5 имеет продольную прорезь снаружи на ней нарезана коническая резьба, на которую навинчивается регулировочная гайка 6 для регулирования зазора в паре микровинта-микрогайка. С микровинтом 3 жестко соединен барабан 7; на левом коническом пояске, которого нанесена круговая шкала с пятьюдесятью делениями. Барабан 7 крепится колпачком 8, в котором установлен храповый механизм трещотки 10, предназначенный для того, чтобы измерительное усилие находилось в пределах нормы, установленной ГОСТом.
Целые и половинные значения миллиметров отсчитывают по продольной шкале стебля, а десятые доли но круговой шкале барабана (рис. 4.4)
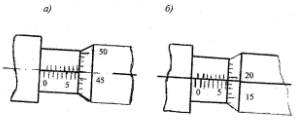
Рис, 4.4. Примеры отсчета измерений по микрометру:
а) А = 7,5 + 0,46 =7,96 мм;
б) А = 7 + 0,19 =7,19 мм
Суммарная погрешность микрометра включает в себя погрешность микрометрической пары по шагу, погрешность из-за не параллельности измерительных поверхностей, погрешность из-за деформаций скобы, погрешность в нанесении делений на стебле и барабане, допустимая погрешность для каждого класса микрометрического инструмента регламентируется Государственными стандартами.
Микрометрическая характеристика индикаторов часового типа.
Индикаторы часового типа относятся к механическим измерительным приборам. Они входят основной составной часть» в такие приборы, как индикаторная скоба, индикаторный нутромер и др.
Индикатор часового типа применяется для относительных и абсолютных измерений. Промышленность выпускает индикаторы нескольких типов ГОСТ 577-68*, ГОСТ 9686-82*, ГОСТ 5584-75*с ценой деления 0,01; 0,001 и 002 мм.
На рис. 4.5 показана принципиальная схема индикатора часового типа ИЧ-10 с ценой деления 0,01 мм
Р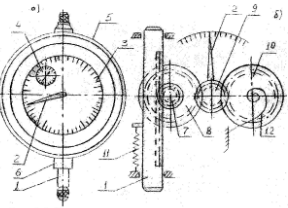 ис.
4.5. индикатор часового типа а)внешний
вид; б)схема механизма:
ис.
4.5. индикатор часового типа а)внешний
вид; б)схема механизма:
1 - стержень; 2 -боковая стрелка;
3 - шкала; 4 - указатель числа оборотов;
5 - ободок; 6 - неподвижная ножка;
7 - малое зубчатое колесо; 8 - большое зубчатое колесо;
9 - промежуточное зубчатое колесо: 10 - зуб- чатое колесо;
11,12 - пружины.
Подпружиненный измерительный стержень I имеет зубчатую рейку, находящуюся в зацеплении с зубчатым колесом 7 (шаг t7 =0,625мм, число зубьев Z7 =16). На одной оси с этим колесом запрессовано колесо 8 (Z8= 100) и указатель числа оборотов 4. Колесо 8 находится в зацеплении с колесом 9 ( Z9= 10), которое посажено на одну ось со стрелкой 2 и находится в зацеплении с колесом 10 ( Z10 = 100), подпружиненным волоском 12 для выбора кругового зазора в механизме.
Уравнение передаточного отношения выводится следующим образом: зададим измерительному стрежня I перемещение за одну единицу длины (например, I мм). Колесо 7 при этом переместится на такую же длину дуги, считая по делителю, окружности, а угол его поворота будет равен
![]()
угол поворота стрелки 2 будет больше в Z8 /Z9 раз, а ее дуговое перемещение составит
![]()
где l2 - длина дуги, мм;
R - радиус окружности, на которой нанесена шкала 3, мм;
R=nnCn/(2π)
Где nц =100- число делений на шкале циферблата;
Сц=1,2 мм - цена деления шкалы.
В итоге получим:
![]() (4.6.)
(4.6.)
где i - передаточное отношение прибора;
t1, , t2 - перемещение измерительного стержня и указателя соответственно, мм.
Для нашего случая получим
![]()
Цена деления шкалы составит 0,01 мм, цена деления шкалы указателя оборотов I мм.
По такой схеме выполняются индикаторы с диапазонами измерения от 2 до 10 мм. Измерительное усилие зависит от жесткости пружины 11 стержня и недолжно превышать требований соответствующего ГОСТа.
Метрологическая характеристика измерительных приборов с микроскопами.
В лабораторной работе для измерений используется двухкоординатный измерительный прибор ДИП-1. Этот прибор предназначен для измерения в проходящем или отраженном свете линейных и угловых размеров различных изделий в прямоугольной и полярной системах координат. Прибор используется, в основном, для бесконтактного измерения проекционным методом или непосредственным наблюдением через окуляр.
С помощью прибора можно измерить диаметры валов и отверстий, межцентровые расстояния, угловые и линейные размеры резцов, фрез, кулачков, шаблонов, резьбы и т.п. Такими приборами комплектуются, инструментальные цехи, измерительные лаборатории.
Измеряемое изделие, закрепленное на столе прибора, может перемещаться с высокой точностью в плоскости стола по двум координатам, а также поворачиваться вокруг вертикальной оси. Кроме того, вертикальная колонка, на которой закреплен измерительный микроскоп, может поворачиваться (наклоняться) вокруг горизонтальной оси. Отсчет перемещений изделия относительно штрихов сетки производится по нониусу лимбов или по табло цифровой системы отсчета.
В состав прибора измерительного двухкоординатного ДИП-1, кроме измерительного микроскопа, входит вычислительное устройство, которое обеспечивает автоматическую обработку результатов измерения и вычисление требуемых размеров с выдачей контролируемых параметров на цифропечатающее устройство.