

С.Л. Новокщенов А.Ю. Бойко А.М. Гольцев С.И. Антонов
Электрооборудование и
управление КУЗНЕЧНО-ШТАМПОВОЧНЫМ ОБОРУДОВАНИЕМ:
Курс лекций
Учебное пособие
В
ГОУВПО «Воронежский государственный
технический университет»
С.Л. Новокщенов А.Ю. Бойко А.М. Гольцев С.И. Антонов
Электрооборудование и управление КУЗНЕЧНО-ШТАМПОВОЧНЫМ ОБОРУДОВАНИЕМ:
Курс лекций
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2009
УДК 621.3(075.8)
Электрооборудование и управление кузнечно-штамповочным оборудованием: курс лекций: учеб. пособие / С. Л. Новокщенов, А.М. Гольцев, А.Ю. Бойко, С.И. Антонов. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2009, 204 с.
Содержание учебного пособия соответствует требованиям учебного плана для направления 150200 «Машиностроительные технологии и оборудование», специальность 150201 «Машины и технология обработки металлов давлением», рабочей программе по дисциплине «Электрооборудование и управление кузнечно-штамповочным оборудованием», преподаваемой по решению Ученого совета ГОУВПО «ВГТУ».
В конспекте лекций изложены основные положения курса, приведены необходимые теоретические сведения для выполнения курса лабораторных работ, приведен список литературы.
Конспект лекций подготовлен на магнитном носителе в текстовом редакторе MICROSOFT WORD 2003 и содержатся в файле КЛ ЭОИУКШО 2009.DOC.
Предназначено для студентов 5 курсов.
Таблица 4, Ил. 94. Библиогр.: 11 назв.
Научный редактор: профессор В. М. Пачевский.
Рецензенты:
д-р техн. наук, проф. А.Н. Осинцев;
Главный конструктор
ОАО «Тяжмехпресс» Д.А. Гехтман
© Новокщенов С.Л., Бойко А.Ю., Гольцев А.М., Антонов С.И. 2009
©
Введение
В настоящее время особое значение приобретает надежность и бесперебойность работы электрооборудования, которое используется для многократного повышения производительности труда при управлении кузнечно-штамповочными машинами. Обеспечить эту надежность должны специалисты, занятые проектированием, ремонтом и эксплуатацией современных электротехнических установок.
Большинство машин и механизмов во всех отраслях современной промышленности приводится в движение электрическими двигателями. Электропривод получил наибольшее распространение для управления кузнечно-штамповочными машинами, для которых создаются весьма сложные схемы с большим количеством контактной и бесконтактной аппаратуры. Все большее распространение получают автоматические схемы электро-, пневмо- и гидроаппаратуры.
Широкие перспективы в области автоматизации процессов штамповки открылись в связи с созданием новых бесконтактных логических элементов, статических преобразователей и различных схем программного управления.
В настоящем учебном пособии приведен материал по автоматическому управлению механизированными процессами штамповки, в соответствии с тем, что развитие автоматизации идет по линии сочетания механических и электрических средств управления производственными процессами; рассмотрены электрические схемы управления кривошипными прессами и участками штамповки в сочетании с различными механизмам
Часть 1. Электропривод кузнечно-штамповочных машин Лекция 1. Понятие об электрическом приводе кузнечно-штамповочных машин
Теоретические вопросы:
Назначение и основные этапы развития электрических приводов кузнечно-штамповочных машин
Характерные черты современного электропривода кузнечно-штамповочных машин
Типы и конструктивные формы электродвигателей
Назначение и основные этапы развития электрических приводов кузнечно-штамповочных машин
Каждая кузнечно-штамповочная машина должна обеспечивать производство изделий в необходимом количестве и при наименьшей стоимости изделия. И для обеспечения этих требований с ее технологическим назначением должны быть должным образом согласованы свойства главного привода машины.
У наиболее распространенных машин необходимая скорость пластической деформации обеспечивается за счет конструктивных особенностей ее привода. Вообще, под приводом кузнечно-штамповочной машины будем понимать машинное устройство, состоящее из двигателя и механических передач, сообщающих движение рабочим органам машины. В зависимости от типа двигателя различают гидравлические, паровые, электрические и другие приводы. При управлении машинами человек выполняет три функции:
осуществляет связь между различными исполнительными органами;
контролирует ход технологического процесса и поддерживает установленный режим;
выбирает оптимальный режим работы.
Однако число однообразных процессов работы в промышленности постоянно растет, а время производственного цикла одного изделия непрерывно сокращается. И в таких экстремальных условиях заменить человека способна автоматика. Поэтому в современном кузнечно-штамповочном производстве и машиностроении особое место принадлежит средствам электрической автоматизации и электрическому приводу.
Электрическим приводом может быть названо устройство, состоящее из: электродвигателя, аппаратуры управления, механических передач, связывающих электродвигатель с рабочими органами кузнечно-штамповочной машины. Продолжительное время для приводов всех кузнечно-штамповочных и других производственных машин применяли одну паровую машину достаточной мощности. Машину и котел устанавливали в отдельном здании на заводском дворе.
Рис. 1. Предприятие начала XVIII века
Движение от паровой машины передавалось в производственное здание (обычно многоэтажное) при помощи ременных и канатных передач. Внутри производственных помещений движение распределялось посредством многочисленных трансмиссий. Это был общезаводской паровой привод (рис. 2).
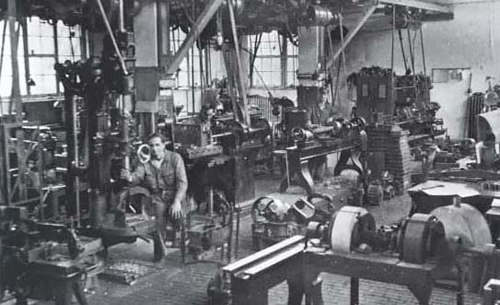

Рис. 2. Разведение энергии в цехах от общей паровой машины
В дальнейшем паровую машину заменил электродвигатель. Установка из паровой машины, связанной с генератором электрической энергии, превратилась в отдельную электрическую станцию, которую можно было построить в стороне от завода. Электрические станции стали строить вблизи залежей угля, торфа и пр. Электродвигатель устанавливали в заводском корпусе, поэтому отпала необходимость в механической передаче движения через заводские дворы и стены корпусов. Это был общезаводской электрический привод.
Однако неудобства распределения энергии внутри здания посредством междуэтажных механических передач послужили причиной возникновения группового привода. В этом случае производственные машины разбивали на большие группы, приводимые в движение отдельными электродвигателями большой мощности.
Но движение к отдельным машинам по-прежнему передавалось посредством трансмиссий. При этом в цехах необходимо было устанавливать многочисленные валы и ременные передачи, которые затемняли помещение, увеличивали процент пыли в воздухе и т.д. Такой привод был малоэкономичным, так как потери в трансмиссиях были велики. Групповой привод был характерен для промышленных предприятий России конца XIX начала XX вв.
Впоследствии групповой привод был заменен одиночным приводом, при котором каждая производственная машина снабжалась отдельным электродвигателем. При использовании одиночного привода уменьшаются строительные расходы, облегается планировка цеха и работа подъемных кранов, значительно улучшаются условия труда. Одиночный привод определяет и на конструктивные особенности оборудования. Применение электропривода со специфическими электромеханическими свойствами и с удобным конструктивным оформлением приводит к постепенному слиянию электрооборудования с элементами кузнечно-штамповочной машины.
Когда производственная машина имеет ряд подвижных узлов, перемещаемых во время работы, то в этом случае применяют отдельные электродвигатели для каждого узла. У машины, снабженной таким многодвигательным приводом, рабочий лишь управляет вспомогательными приводами посредством кнопок, переключателей и регуляторов скоростей. Многодвигательный электропривод, который обеспечивает автоматическое выполнение производственных операций и согласование отдельных движений, называют многодвигательным автоматизированным электроприводом.
В результате применения таких приводов значительно сокращается время, затрачиваемое на вспомогательные перемещения, облегчается труд и возрастает производительность.
Характерные черты современного электропривода кузнечно-штамповочных машин
Современные кузнечно-штамповочные машины (КШМ) оснащаются преимущественно индивидуальным электроприводом. Это относится в равной степени как к механическим КШМ, так и к гидравлическим прессам с насосным приводом и молотам с пневматическим компрессорным приводом.
Исключение составляют некоторые гидравлические прессы, использующие рабочую жидкость насосно-аккумуляторных станций, и паровоздушные молоты, питающиеся централизованно от заводских станций, причем в ряде случаев индивидуальный электропривод КШМ может быть и многодвигательным.
Электропривод КШМ можно разделить на следующие группы.
главный привод механических машин, снабженных маховиками.
главный безмаховиковый привод механических и гидравлических машин.
привод насосов и компрессоров, используемый в насосных станциях и установках группового питания прессов.
привод вспомогательных механизмов механических и гидравлических КШМ.
В большинстве отечественных кузнечно-штамповочных машин для главного привода используют трехфазные асинхронные электродвигатели различных модификаций, причем, как правило, при мощности привода до 75 кВт (а для привода насосов √ до 200 кВт) применяют короткозамкнутые электродвигатели различных исполнений. При мощности свыше 75 кВт предпочтительнее использовать асинхронные электродвигатели с фазным ротором. Асинхронные электродвигатели с короткозамкнутым ротором являются наиболее распространенными в приводе эксплуатируемых и выпускаемых КШМ. Это объясняется простотой их конструкции, надежностью в работе и низкой стоимостью в изготовлении и эксплуатации. Кроме того, широкая номенклатура этих электродвигателей по мощности и частоте вращения, а также разнообразие исполнений позволяют сравнительно легко подбирать их для различных КШМ.
Характерной особенностью работы механических кузнечно-штамповых машин (прессов, автоматов, ГКМ, ножниц и др.) является резко пиковый характер нагрузки. В приводах этих машин необходимо искусственно увеличивать маховый момент привода путем установки специального накопителя энергии √ маховика.
Это дает возможность выбирать мощность электродвигателя не по максимальной нагрузке, а по условиям нагрева, и возникающие пики перегрузки выравнивать за счет кинетической энергии, запасенной маховиком в период снижения нагрузки и холостого хода.
Отдача энергии маховиком происходит в результате некоторого снижения скорости системы. Эта энергия, как известно, зависит от момента инерции привода и изменения его скорости. Поэтому одним из важных параметров приводных электродвигателей КШМ является их скольжение, определяющее возможность использования маховых колес.
В зависимости от характера нагрузочного графика и параметров привода находят оптимальное значение скольжения, которое дает наивыгоднейшее соотношение системы маховик-электродвигатель. Для обеспечения этих условий в КШМ весьма широко применяют асинхронные короткозамкнутые электродвигатели с повышенным скольжением единых серий АОС, АОС2 и ЧАС, имеющие номинальное скольжение до 12 %. Для приводов мощностью более 75 КВт увеличение скольжения достигается путем применения асинхронных электродвигателей с фазным ротором и постоянно включенной ступенью резисторов. В этом случае резисторы в роторной цепи электродвигателя выполняют одновременно две задачи:
дают возможность в зависимости от характера рабочей операции установить необходимое скольжение, а следовательно, и оптимальный режим работы системы маховик-электродвигатель;
улучшают пусковые условия при первоначальном разгоне маховика, что для ряда цеховых сетей является не менее серьезной проблемой даже при мощностях приводного электродвигателя менее 100 кВт.
Синхронные электродвигатели в КШМ используют очень редко, т.к. для работы в приводах с маховиками они непригодны. В приводах насосов и компрессоров для гидравлических прессов и насосных станций синхронные электродвигатели находят ограниченное применение (при мощностях свыше 200 кВт), в связи с чем в учебном пособии не рассматриваются.
Типы и конструктивные формы электродвигателей
В современных кузнечно-прессовых машинах различают электрические двигатели переменного и постоянного токов. Электродвигатели переменного тока в свою очередь подразделяются на асинхронные и синхронные. Так же в кузнечно-штамповочном машиностроении применяют синхронные двигатели и двигатели постоянного тока в защищенном исполнении.
Асинхронный двигатель — это электрическая машина переменного тока, частота вращения ротора которой не равна (в двигательном режиме меньше) частоте вращения магнитного поля, создаваемого током обмотки статора. Асинхронные двигатели являются наиболее распространёнными электрическими машины. В основном они используются как электродвигатели и являются основными преобразователями электрической энергии в механическую.
Синхронный двигатель — это электрическая машина переменного тока, частота вращения ротора которой равна частоте вращения магнитного поля, создаваемого током якоря, что является важнейшим эксплуатационным свойством.
Электродвигатели
изготавливают на стандартные напряжения
127, 220, 380 и 500 В. Один и тот же двигатель
можно включать в сети с двумя различными
напряжениями, отличающимися друг от
друга на
![]() раз, например на 127 и 220 В, на 220 и 380 В. При
этом на меньшее из этих двух напряжений
статор электродвигателя включается
треугольником,
на большее – звездой.
Ток в фазовых обмотках электродвигателя
в обоих случаях один и тот же.
раз, например на 127 и 220 В, на 220 и 380 В. При
этом на меньшее из этих двух напряжений
статор электродвигателя включается
треугольником,
на большее – звездой.
Ток в фазовых обмотках электродвигателя
в обоих случаях один и тот же.
Обмотки статора электродвигателей для напряжения 500 в включаются на постоянное соединение звездой. Наиболее компактным, дешевым, надежным и экономичным в эксплуатации двигателем, сохраняющим примерно постоянную скорость вращения при изменениях нагрузки в широких пределах, является асинхронный двигатель с коротозамкнутым ротором.
При мощностях двигателя, превышающих 200 кВт, в тяжелых кузнечно-штамповочных машинах без маховика применяют также синхронные двигатели.
Такие двигатели обеспечивают постоянную скорость вращения при допустимых изменениях нагрузки и при больших мощностях привода оказываются более экономичными, чем асинхронные. Для ряда кривошипных кузнечно-штамповочных машин в целях лучшего использования маховика требуется определенная степень снижения скорости вращения двигателя при увеличении нагрузки. Этим требованиям удовлетворяют короткозамкнутые асинхронные двигатели с повышенным скольжением, а также асинхронные двигатели с контактными кольцами и реостатом в цепи ротора.
Внешние конструктивные формы двигателей определяются способом крепления электродвигателя и степенью его защиты от воздействия окружающей среды. Наиболее часто применяют нормальное исполнение двигателя (рис. 3).
|
|
Рис. 3. Нормальное исполнение главного электродвигателя
Такой двигатель можно устанавливать с горизонтальным расположением его вала лапами вниз, вверх и с креплением к вертикальной плоскости. Промышленностью выпускаются также фланцевые двигатели (рис. 4).
|
|
а) внешний вид |
б) двигатель, установленный на станции жидкой смазки |

Рис. 4. Фланцевый двигатель
В настоящее время наиболее широко используются в приводе кузнечно-штамповочных машин двигатели серии 4А. Конструктивное устройство такого двигателя показано на рис. 5. В самом общем виде электрические двигатели переменного тока состоят из двух главных частей: неподвижной части – статора и вращающейся части – ротора. Двигатели серии А представляют собой унифицированную серию асинхронных трехфазных закрытого обдуваемого исполнения с короткозамкнутым ротором машин. Двигатели серии А охватывают диапазон мощностей от 0,06 до 100 кВт, диапазон высоты оси вращения от 50 до 250 мм, частоты вращения 3000, 1500, 1000, 750. Структура серии предусматривает следующие группы исполнений:
- модификации по условиям окружающей среды (тропическое, химически стойкое, для сельского хозяйства);
- по точности установочных размеров (высокой точности и повышенной точности);
- с дополнительными устройствами (с фазным ротором, со встроенным электромагнитным тормозом);
- с повышенным пусковым моментом;
- с повышенным скольжением;
- многоскоростные;
- узкоспециальные (для судовых механизмов, для привода моноблочных насосов, рудничное исполнение, для привода бессальниковых компрессоров и др.).
Станина и щиты электродвигателей серии 4А могут изготавливаться как из чугуна, так и из алюминия. По способу монтажа электродвигатели АИР изготавливаются в исполнении (1-ая цифра):
IM1 – на лапах с подшипниковыми щитами;
IM2 – на лапах с подшипниковыми щитами и фланцем со стороны привода;
IM3 – без лап с подшипниковыми щитами и фланцем со стороны привода.
Рис. 5. Конструктивное устройство двигателей серии 4А: 1 – вал; 2 – фиксирующая шпонка; 3 – подшипник; 4 – статор; 5 – обмотка статора; 6 – ротор; 7 – вентилятор; 8 – коробка выводов; 9 – лапа.
Исполнения по способу монтажа (2-я и 3-я цифры).
Условные обозначения концов вала (4-я цифра):
1 – с одним цилиндрическим концом вала;
2 – с двумя цилиндрическими концами вала.
Маркировка АИР означает:
4 – серия; A – асинхронный.
Двигатели асинхронные трехфазные закрытого обдуваемого исполнения с короткозамкнутым ротором серии 5А привязаны по мощности к установочным размерам по ГOCT 28330-89. Двигатели используются в различных отраслях промышленности и в сельском хозяйстве: для привода станков, насосов, компрессоров, вентиляторов, мельниц, кормоизмельчителей, транспортных механизмов и т.д. Выпускаются с высотой вращения вала до 315 мм и с высотой вращения вала 90, 100 и 112 мм.
Новые серии электродвигателей асинхронных типа 5A3MB имеют взрывонепроницаемое исполнение. Такие двигатели предназначены для стационарных насосов, компрессоров и других быстроходных механизмов во взрывоопасных зонах, в которых возможно образование взрывоопасных смесей газов, паров с воздухом 1, 2, 3 категории и групп Т1, Т2 ТЗ, Т4 или смесей пыли с воздухом.
При выборе электродвигателей важной задачей является определение условий, в которых будет работать электропривод. Во многих случаях воздух, в котором работает двигатель, содержит большое количество пыли, влаги, газов, химических веществ, взрывоопасных смесей. Пыль приводит к быстрому загрязнению обмоток и ухудшению условий теплоотдачи; влага, газы, пары кислот вызывают ухудшение изолирующих свойств материалов обмоток. Поэтому двигатели должны быть выбраны со специальной изоляцией. В тех случаях, когда окружающая среда содержит взрывоопасные смеси, конструкция двигателей должна быть такой, чтобы возникающая внутри искра не могла вызвать взрыв в производственном помещении. Двигатели выпускают открытого, защищенного, закрытого и взрывоопасного типов.
Монтаж электродвигателя заключается в установке его на подготовленное место. Двигатель укрепляют, присоединяют к механизму через имеющуюся передачу и подсоединяют к электрической сети. При монтаже двигателя прежде всего обращают внимание на положение осей валов двигателя и механизма. Если валы соединяются непосредственно, то их оси должны лежать на одной линии. Это лучше всего проверить по положению торцевых частей полумуфт: если они параллельны, то оси лежат на одной линии, при этом также должны совпадать боковые части полумуфт. При фланцевем креплении двигателя правильное положение осей обеспечивается равномерной затяжкой болтов крепления двигателя. Для предупреждения откручивания гаек и ослабления крепления двигателя под гайки подкладывают сначала обычные плоские шайбы, а на них пружинные.