

ГОУВПО «Воронежский государственный технический
университет»
КОМПЛЕКСНЫЕ РЕШЕНИЯ ДЛЯ АВТОМАТИЗАЦИИ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Материалы внутривузовского научного семинара
(Воронеж, 28-30 мая 2008 г.)
Воронеж 2008
УДК 681.3
Комплексные решения для автоматизации конструкторско-технологической подготовки производства: тезисы внутривузовского научного семинара Воронеж: ГОУВПО «Воронежский государственный технический университет», 2008. 150 с.
В сборнике представлены материалы, посвященные автоматизации конструкторско-технологической подготовки производства. Сборник подготовлен в электронном виде в редакторе Microsoft Word и содержится в файле Материалы конференции AKTP.doc.
Редакционная коллегия:
Е.Д. Федорков |
– д-р техн. наук, проф. - ответственный редактор, Воронежский государственный технический университет; |
А.Н. Чекменев |
– д-р техн. наук, проф. – зам. ответственного редактора, Воронежский государственный технический университет; |
О.В. Собенина |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
А.И. Бобров |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
С.Н. Жеребчиков |
– канд. техн. наук, Воронежский государственный технический университет; |
А.С. Левченко |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
А.С. Кольцов |
– канд. техн. наук, доц., Воронежский государственный технический университет |
Е.Н. Кордюкова |
– ответственный секретарь, Воронежский государственный технический университет |
Рецензенты: зам. директора ОАО «Концерн «Созвездие» по науке д-р техн. наук И.И. Малышев;
д-р техн. наук, проф. О.В. Чопоров
© Коллектив авторов, 2008
© Оформление. ГОУВПО «Воронежский государственный технический университет», 2008
Содержание
А.В. Сторожук, Е.И. Асташева Материальные потоки – основа проектирования транспортной системы |
6
|
А.М. Выставкина А.А. Килина А.Н. Чекменев Разработка информационно-справочной системы по учебным заведениям «абитуриент» |
8 |
Е.Д. Федорков Д.М. Канин автоматизированная подсистема визуализации процесса фрезерной обработки детали в условиях гибких производственных систем |
11 |
Е.Н. Кордюкова А.В. Токарев Реализация интерфейса главной формы приложения регистрации технологических ошибок при работе со станками с ЧПУ |
13 |
И.С. Малышева А.А. Пак Российский рынок СЭД |
16 |
А.В. Паринов, Л.А. Лобова Построение технологического оснащения на базе информационной модели |
18 |
Д.Е. Пачевский Е.А.Гладышева Применение ИСУО |
20 |
В.В. Проскурин Е.Г. Строев Проектирование препроцессора сверлильно-расточной обработки |
22 |
Я.В. Скугорова А.Н.Чекменев Организация контроля оценки знаний учащихся образовательного учреждения с использованием программного средства «Студент» |
25 |
Д.С. Орлов В.В. Сокольников Сетевой режим автоматизированной обработки информации |
28 |
А.С. Кольцов Е.Д. Федорков В.В. Проскурин автоматизация конструкторско-технологического проектирования фрез |
31 |
Е.С. Соловьева Е.И. Асташева Последовательность разработки проекта гибкого автоматического производства |
33 |
А.А. Пак Е.Н. Кордюкова Дисперсия дискретной случайной величины |
36 |
Е.Д. Федорков Д.М. Канин Классификатор трехмерного представления поверхностей для автоматизированной подсистемы конструкторского проектирования |
38 |
Е.Н. Кордюкова И.С. Малышева Средства Workflow при управлении предприятием |
40 |
И.С.Малышева О.В. Собенина Средства дистанционного обучения |
44 |
А.В. Паринов, С.В. Лагутина Системы автоматического управления точностью обработки деталей |
46 |
Д.Е. Пачевский В.В.Лепендин Комплексные исуо: общие принципы построения |
48 |
Е.Д. Федорков В.В. Проскурин Д.И. Коваленко Многофункциональность различных сам систем |
52 |
Е.И. Асташева А.С. Кольцов А.Н. Чекменев Разработка системы автоматизированного конструкторского проектирования фасонных фрез |
56 |
А.А. Пак И.С. Малышева Математическое ожидание и дисперсия числа появления события в независимых испытаниях |
58 |
Р.Р. Попов Е.И. Асташева Гибкие автоматизированные системы в производстве |
60 |
Е.Н. Кордюкова А.А. Пак Средства автоматизации управленческих процессов |
62 |
И.С. Малышева Е.Н. Кордюкова Сущность и содержание понятия дистанционное обучение |
65 |
А.В. Паринов, А.Е. Малкин Проектирование автоматизированной системы обеспечивающей требуемое качество поверхностного слоя детали |
67 |
Д.Е. Пачевский В.И. Попова Сущность самостоятельной работы студентов |
69 |
В.В. Проскурин А.В. Старцев Эволюция алгоритмических языков программирования |
71 |
Д.С. Орлов Социальная технология «прозрачный бюджет» как инновация, инициируемая некоммерческими организациями (НКО) |
75 |
А.С. Кольцов А.А. Бойко автоматизация конструкторского проектирования проходных упорных резцов |
78 |
А.А. Пак О.В. Собенина А.Н. Чекменев Теорема ляпунова (Центральная предельная теорема теории вероятности) |
80 |
П.А. Бувака Е.И. Асташеа Проектирование секции обслуживания инструмента производственных участков предприятий |
83 |
И.С. Малышева О.В. Собенина Техническая прогрессивность как признак изобретательского уровня |
86 |
А.В. Паринов, П.О. Манин Шероховатость, как геометрическое состояние поверхности |
88 |
Д.Е. Пачевский А.В. Пономарев Другие формы самостоятельной работы студентов |
90 |
В.В. Проскурин С.Г. Тагинцев Краткий обзор программирования АРТ |
92 |
Д.С. Орлов В.В. Сокольников Средства информационно-коммуникативных технологий при обучении информационным технологиям |
94 |
А.С. Кольцов Е.Д. Федорков Е.И. Асташева автоматизация диалогового выбора режущего инструмента на основе обработки кодов таблиц соответствия |
98 |
А.А. Пак Функция одного случайного аргумента и ее распределение |
100 |
Г.В. Кафарена Е.И. Асташева Структура и функции системы управления конструкторско-технологической подготовки производства |
102 |
А.В. Паринов, М.В. Махов Создание экспертной системы управления технологическим процессом (тп) при создании детали сложной формы |
105 |
Д.Е. Пачевский Фурманова Н.Д. Виды контроля самостоятельной работы студентов |
107 |
Е.М. Бахтин А.С. Кольцов Проектирование подсистемы формирования операционной технологии сапр тп методом анализа |
109 |
Е.Д. Федорков В.В. Проскурин М.С. Чернышов Шлифовальная обработка |
111 |
Д.Е. Пачевский А.И. Бобров А.В. Паринов В.В. Сокольников Разработка модуля подготовки технологической части массива cldata процессора САП |
114 |
П.А. Бувака В.А. Рыжков Разработка отладчика управляющих программ для станков с ЧПУ |
118 |
Д.Е. Пачевский А.И. Бобров А.В. Паринов В.В. Сокольников Разработка программной подсистемы управления материальными ресурсами механо-сборочного цеха (на основе технологий имитационного моделирования) |
121 |
Д.А. Дахин В.А. Рыжков А.Н. Чекменев Разработка системы автоматизации производственного документооборота |
125 |
Д.М. Канин А.И. Бобров А.В. Паринов Д.Е. Пачевский «Модуль выбора режимов резания и расчета нормы времени» |
129 |
Ю.В. Деева В.А. Рыжков Автоматизация технологической подготовки машиностроительного производства |
132 |
А.В. Сторожук В.А. Рыжков Разработка автоматизированной подсистемы выбора вспомогательного инструмента |
137 |
Д.Е. Пачевский А.И. Бобров А.В. Паринов Проектирование 3d-библиотеки расточного резца с цилиндрическим хвостовиком в системе Компас-5.11 |
139 |
Е.А.Тычина В.А.Рыжков Подсистема проектирования технологического процессора САП |
143 |
УДК 681.3
А.В. Сторожук Е.И. Асташева
Материальные потоки – основа проектирования транспортной системы
Понятие материального потока является ключевым в любой дисциплине. Материальные потоки образуются в результате транспортировки, складирования и выполнения других материальных операций с сырьем, полуфабрикатами и готовыми изделиями — начиная от первичного источника сырья вплоть до конечного потребителя.
Материальные потоки могут протекать между различными предприятиями или внутри одного предприятия.
Поступающий в рабочее время товар после выгрузки может быть направлен непосредственно на хранение, а может попасть на участок хранения, предварительно пройдя приемку. В выходные дни прибывший груз размещают в приемочной экспедиции, откуда в первый же рабочий день передают на склад. Весь поступивший на склад товар, в конце концов, сосредоточивается на участке хранения.
Пути движения груза из зоны хранения на участок погрузки также могут быть различными:
- участок хранения — участок погрузки;
- участок хранения — отправочная экспедиция — участок погрузки;
- участок хранения — участок комплектования — отправочная экспедиция — участок погрузки;
- участок хранения — участок комплектования — участок погрузки.
По пути движения груза с ним осуществляются разнообразные операции: разгрузка, укладка на поддоны, перемещение, распаковка, укладка на хранение и т. д. Это так называемые логистические операции. Объем работ по отдельной операции, рассчитанный за определенный промежуток времени, за месяц, за год, представляет собой материальный поток по соответствующей операции. Например, материальный поток по разгрузке вагонов и укладке товаров на поддоны для предприятий оптовой торговли складской площадью 5 тыс. м2 по проекту составляет 4383 т/год.
Предположим, что стоимость выполнения той или иной операции на складе точно известна и общие складские издержки можно представить в виде суммы затрат на выполнение отдельных операций. Тогда, меняя маршрут движения материального потока внутри склада, издержки можно минимизировать.
На складах машиностроительных предприятий материальные потоки рассчитывают, как правило, для отдельных участков. Для этого суммируют объемы работ по всем логистическим операциям, осуществляемым на данном участке. Совокупный материальный поток для всего машиностроительного предприятия определяется суммированием материальных потоков, протекающих на отдельных участках.
Материальным потоком называются грузы, детали, товарно-материальные ценности, рассматриваемые в процессе приложения к ним различных логистических операций и отнесенные к временному интервалу.
Выделение всех операций на пути продвижения грузов, деталей, товарно-материальных ценностей через транспортные, производственные, складские звенья позволяет:
- увидеть общий процесс продвижения изменяющегося продукта к конечному потребителю;
- проектировать этот процесс с учетом потребностей рынка.
Размерность материального потока представляет собой дробь, в числителе которой указана единица измерения груза (штуки, тонны и т. д.), а в знаменателе — единица измерения времени (сутки, месяц, год и т.д.). В нашем примере размерность материального потока — тонн/год.
Воронежский государственный технический университет
УДК 681.3
А.М. Выставкина А.А. Килина А.Н.Чекменев
РАЗРАБОТКА ИНФОРМАЦИОННО-СПРАВОЧНОЙ СИСТЕМЫ ПО УЧЕБНЫМ ЗАВЕДЕНИЯМ «АБИТУРИЕНТ»
В наступившем веке обучению придется стать непрерывным процессом, который будет продолжаться в течение всей жизни человека. Только таким образом он сможет адаптироваться к технологическим инновациям как результату постоянного совершенствования не только орудий труда, но и самого его содержания; овладевать новыми знаниями и направлениями профессиональной деятельности.
Информационная система (ИС) в целом - автоматизированная система, предназначенная для организации, хранения, пополнения, поддержки и представления пользователям информации в соответствии с их запросами. Информация, выдаваемая информационной системой потребителю, является одним из ресурсов, позволяющих повысить производительность труда и эффективность его деятельности. Важнейшим аспектом взаимоотношений потребителя и информационной системы является по возможности наиболее полное и рациональное удовлетворение информационной потребности пользователя, другими словами, обеспечение эффективного использования информационных ресурсов. Это, в свою очередь, предполагает доведение информации до потребителя в требуемом объеме, в заданные сроки и удобной для восприятия форме. Именно использование информационных ресурсов таким образом позволяет минимизировать расход всех других видов ресурсов (материальных, трудовых, финансовых, вычислительных) при информационном обеспечении потребителей.
В зависимости от особенностей применения информационные системы делят на две основные группы: системы информационного обеспечения и системы, имеющие самостоятельное целевое назначение и область применения. Информационно-справочная система имеет самостоятельное значение. Она предназначена для хранения и представления пользователю информации (фактографических записей, текстов, документов и т.п.) в соответствии с некоторыми формально задаваемыми характеристиками. Для ИСС характерны два основных этапа функционирования: сбор и хранение информации; поиск и выдача информации пользователю. Движение информации в таких системах осуществляется по замкнутому контуру от источника к потребителю информации. При этом ИСС выступает лишь как средство ускорения поиска необходимых данных. Наиболее сложным процессом с точки зрения его реализации выступает поиск необходимой информации, который осуществляется в соответствии со специально создаваемым поисковым образом документа (ПОД), текста и т.п.
Системы (или подсистемы) информационного обеспечения входят в состав любой автоматизированной управляющей системы и являются ее важнейшими компонентами.
Информационно-справочная система создает информационную среду, обеспечивающую формирование высокой информационной культуры в университетском сообществе и вне его, и создающую основу для информационно-технологического обеспечения образовательно-научной и административно-управленческой деятельности. Она обеспечивает потребности личности, общества и государства в широком спектре основных и дополнительных образовательных программ, реализуемых в востребованных обучающимися формах, создает условия для непрерывного образования.
Разработка информационно-справочной системы по учебным заведениям решает вопрос правильного выбора будущего абитуриента, куда пойти учиться. Проблема возникает еще в том, что не каждый выпускник школ имеет полное представление, какие вузы существуют в его городе, и за его пределами, и о том, какие новые специальности появляются в них. Данная система полностью решает этот вопрос, предоставляя всю информацию. Это относится и к тем, кто желает получить дополнительное образование. В этой системе заинтересованы не только абитуриенты, но также и их родители. Ведь в любом случае, родители пытаются помочь принять правильное решение, куда лучше пойти учиться.
В этой системе представлен весь спектр образовательных услуг, начиная от всех специальностей вузов Воронежской области, и заканчивая курсами дополнительного образования. Также предоставляется информация о стоимости обучения на той или иной специальности, о сроках обучения, о правилах приема, и другая полезная информация.
Воронежский государственный технический университет
УДК 681.3
Е.Д. Федорков Д.М. Канин
автоматизированная подсистема визуализации процесса фрезерной обработки детали в условиях гибких производственных систем
Подсистема предназначена для просмотра и имитации выполнения управляющих программ для станков с ЧПУ, предоставляющее возможность проверить программу, подготовленную в кодах конкретного станка, перед ее выполнением. Она разработана для удовлетворения повседневных нужд широкого круга программистов и операторов ЧПУ. Она ускоряет процесс разработки управляющих программ для станков ЧПУ, улучшает качество и уменьшает долю ошибок, моделирует и визуализирует траекторию токарной обработки, проводит ее проверку. В разрабатываемом программном средстве ввод данных осуществляться постепенно, иерархически с помощью диалога с ЭВМ посредством программы. В процессе ввода осуществляется визуальный контроль и корректировка процесса фрезерной обработки.
В качестве исходных данных на входе системы подается управляющая программа фрезерной обработки изделия с конкретно определенными переходами, инструментом, оборудованием, подачей и скорость вращения шпинделя. Этап ввода информации такого рода нельзя полностью автоматизировать, и поэтому за человеком остаются функции принятия решения о целесообразности данной конфигурации и корректировки данных.
Сбор данных производится посредством организации базы данных с хранящейся в ней технологической информации изготовления изделия. Корректировка данных производится при их сохранении. Все введенные размеры проверяются на соответствие ГОСТу, где зафиксированы основные классификационные признаки для деталей общемашиностроительного применения.
На выходе подсистема формирует полную информационную модель объекта проектирования, представленную в виде текстовой и графической информации, подготовленной для использования интегрированными прикладными программами САПР ТП и САП.
Взаимодействие пользователя с ЭВМ происходит посредством простого, интуитивно понятного интерфейса с присущими Windows атрибутами: динамическими окнами, кнопками, меню, списками, таблицами. Интерфейс предусматривает наличие интеллектуальной поддержки в виде справочных данных и всевозможных подсказок.
В ходе разработки программы предусмотрены специальные средства защиты от ввода неправильных данных, обеспечивающие целостность системы. Достоверность определяется правильностью ввода. Корректировка ошибок производится в реальном времени, результаты отображаются немедленно.
Воронежский государственный технический университет
УДК 681.3
Е.Н. Кордюкова А.В. Токарев
РЕАЛИЗАЦИЯ ИНТЕРФЕЙСА ГЛАВНОЙ ФОРМЫ ПРИЛОЖЕНИЯ РЕГИСТРАЦИИ ТЕХНОЛОГИЧЕСКИХ ОШИБОК ПРИ РАБОТЕ СО СТАНКАМИ С ЧПУ
Программную реализацию произведём в среде Borland Delphi, которая обладает всем необходимым набором компонентов для создания удобного интерфейса.
Реализацию интерфейса разобьем на шаги:
открываем среду программирования Delphi;
создаем новый проект File > New Application, на экране отобразится форма проекта с именем Form1;
меняем название формы, изменив свойство Caption (заголовок) формы Form1 на «САПР УП 1.0»;
свойству Position (позиция формы) присвоить значение poScreenCenter, что соответствует размещению формы в центре экрана;
располагаем на форме следующие компоненты: ActionMainMenuBar1 (основное меню), ImageList1 (список изображений); ActionManager1(конструктор основного меню и панели инструментов).
двойным щелчком на компоненте ActionManager1 открываем окно редактирования меню интерфейса, записываем в поля все перечисленные выше меню интерфейса (рис. 1);
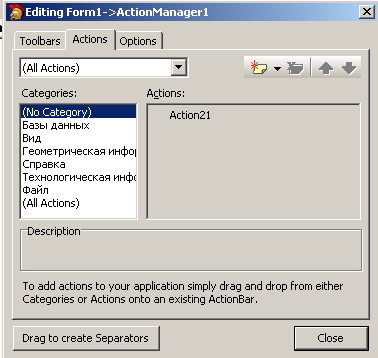
Рисунок 1 – Настройка компонента ActionManager
двойным щелчком на компоненте ImageList1 открываем окно для добавления изображений, добавляем изображения иконок из библиотеки изображений Delphi (рисунок 2);
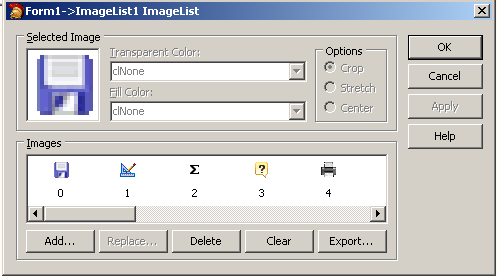
Рисунок 2 – Настройка компонента ImageList1
записываем номера картинок в компоненте ActionManager1 для каждого поля меню свойством ImageIndex;
расположим на главной форме компонент StatusBar1, Timer1, которые будут использоваться для отображения текущей даты и времени (рисунке 3);
![]()
Рисунок 3 - Настройка компонента Timer1
добавим компонент PrintDialog1 для реализации события печать;
добавим компонент SaveDialog1 для реализации события сохранения в файл;
добавим компонент OpenDialog для реализации события открытия файла;
Поместим на форму два компонента ТGroupBox:
GroupBox1на котором свойство Caption (заголовок) изменим на «Управляющая программа» и поместим на него компонент RichEdit1 где в свойстве Aling установим alClient;
GroupBox2 свойство Caption (заголовок) изменим на «Комментарий» и разместим следующие компоненты: 7 компонентов Tlabel и 14 компонентов TImage;
В компонентах Tlabel изменим свойство Caption (заголовок) согласно таблице 1.
Таблица 1 - Имена компонентов Tlabel
Имя компонента |
Свойство Caption |
Label1 |
Основные размеры |
Label2 |
Коэффициенты полинома |
Label3 |
Размеры заготовки |
Label4 |
Переход |
Label5 |
Инструмент |
Label6 |
Способ обработки |
Label7 |
Дополнительная информация |
Интерфейс готов. Произведём первый запуск нажатием кнопки F9 (рисунок 4).
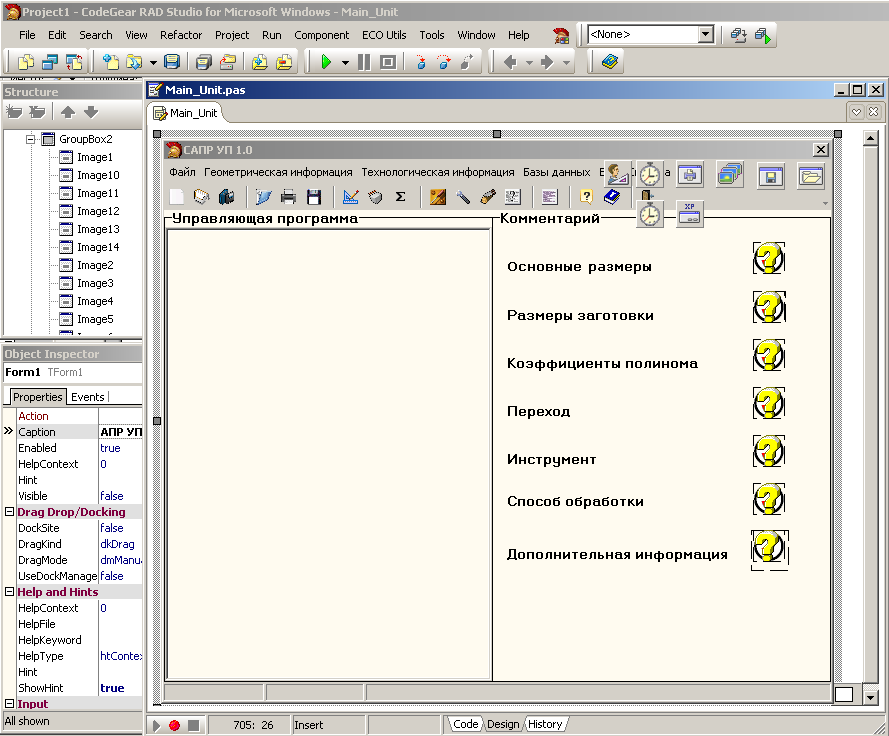
Рисунок 4 - Интерфейс приложения после первого запуска
Воронежский государственный технический университет
УДК 681.3
И.С. Малышева А.А. Пак
РОССИЙСКИЙ РЫНОК СЭД
Потребность российских предприятий и организаций в оптимизации своего документооборота остается высокой и продолжает расти. За последние годы в России появились десятки компаний, занимающихся разработкой и поставкой СЭД как зарубежных, так и собственной разработки. Первые масштабные внедрения СЭД в России уже есть. Можно считать, что основы российского рынка ПО управления документооборотом сформированы. С каждым годом наблюдается почти двукратное ежегодное увеличение объема российского рынка СЭД. Перспективы российского рынка СЭД улучшает принятие закона об электронной цифровой подписи, создающего правовую основу для распространения СЭД при межкорпоративном взаимодействии. Существует мнение ряда отраслевых аналитиков, что потенциальный объем российского рынка СЭД составляет сотни миллионов долларов (при успешном развитии российской экономики).
Следует отметить, что наблюдаемые сейчас небольшие размеры российского рынка СЭД связаны не в последнюю очередь с относительной незначительностью доли электронного документооборота в общем документообороте российских предприятий и организаций (которые могут позволить себе приобрести СЭД стоимостью от нескольких десятков до нескольких сотен тысяч долларов). В подавляющем большинстве случаев на российских предприятиях доминирует бумажный документооборот. Это обстоятельство объясняется не только традициями и определённым консерватизмом, но и непростым финансовым и техническим состоянием большинства российских предприятий и организаций. Следует сказать, что на российском рынке присутствует и ряд известных зарубежных систем (Documentum, DOCS Open/Fusion, Staffware, Panagon, DocuLive, Lotus Notes и др.). Из ПО отечественной разработки наибольшую известность в России получили следующие программные системы и их поставщики: БОСС-Референт (АйТи); Кодекс: Документооборот (Консорциум "Кодекс"); Гран-док (Гранит), Евфрат (Сognitive Technologies); Дело (ЭОС); LanDocs (Ланит); Крон (Анкей); OfficeMedia (InterTrust); Effect Office (Гарант Интернэйшнл); N.System (Центр Компьютерных Технологий), LS Flow (Лоция-Софт), Оптима (Optima Workflow), ЭСКАДО (ИнтерпрокомЛан), 1С:Документооборот и 1С:Архив (1С), Циркуляр и VisualDOC (ЦентрИнвест Софт), Документ-2000 (TelcomService), Ирида (IBS), RS-Document (R-Style Software Lab) и ряд других.
Следует отметить, что некоторые отечественные СЭД созданы в среде Lotus Domino/Notes (по различным объективным и субъективным причинам получившей достаточно широкое распространение в России): БОСС-Референт (АйТи), семейство продуктов "Золушка" и DIS-Assistant (Институт развития Москвы), CompanyMedia и OfficemMedia (ИнтерТраст), N.System (Центр Компьютерных Технологий), Делопроизводство (КСК) и др.
По классификации IDC, большинство отечественных СЭД относится к классу систем, ориентированных на бизнес-процессы (нередко с элементами управления потоками работ). В различных источниках отмечено, что в большинстве отечественных СЭД реализованы следующие функции:
Обработка/хранение документов;
Управление потоками работ (передача документов между исполнителями);
Контроль исполнения документов;
Поиск документов по атрибутам и полнотекстовый поиск;
Работа со взаимосвязанными документами;
Регламентация прав доступа;
Списание документов;
Интеграция с внешними системами электронной почты и др.
Воронежский государственный технический университет
УДК 681.3
А.В. Паринов, Л.А. Лобова
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ НА БАЗЕ ИНФОРМАЦИОННОЙ МОДЕЛИ.
Между параметрами оснащаемой детали и формируемой технологической оснасткой существует информационно-функциональная взаимосвязь. Аналогичные взаимосвязи существуют также между технологическими решениями по производству детали и информационными моделями этой детали. Всё это создаёт предпосылки для комплексной автоматизации: деталь– технологический процесс изготовления детали – проектирование и изготовление технологической оснастки – изготовление детали. В связи с этим при автоматизации проектирования приспособлений и был определён метод построения технологического оснащения на базе информационной модели, получившей название синтеза конструкций.
В основу этого метода положены следующие принципы:
Информация, описывающая конструкцию приспособления, является результатом переработки сведений об оснащаемой детали и технологических операциях её изготовления.
Для конструкции любого приспособления существует возможность её декомпозиции на определённое число составляющих – конструктивных элементов.
Конструкция всякого приспособления может быть синтезирована из определённого числа конструктивных элементов.
Конструктивные элементы отличаются свойствами и характеристиками, которые можно представлять в ЭВМ.
Между элементами в конструкции существуют некоторое количество моделированных отклонений, общих для всех приспособлений.
В каждом конструктивном элементе как разновидности твёрдого тела можно зафиксировать его положение для определения значений позиционных отношений между элементами.
В компьютер вводиться описание обрабатываемой детали и оснащаемой станочной операции, на основе чего автоматически строится цифровое информационное описание проектируемого приспособления в виде соответствующих цифровых массивов. Управление передаётся блоку составления спецификаций, результаты работы которого выдаются на печатающее устройство в форме документа, определённого стандартами ЕСКД.
Затем выполняются работы по формированию программ вычерчивания при получении сборочного и деталировочного чертежей конструкции.
Процесс завершается технологической подготовкой производства приспособления и составлением программ для станков с ЧПУ.
Воронежский государственный технический университет
УДК.681.3
Д.Е. Пачевский
Применение ИСУО
Многие гуманитарии сомневаются в целесообразности использования ИСУО в процессе обучения.
Что же. Давайте обратимся к фактам. В Белорусском госуниверситете был проведен широкомасштабный многолетний эксперимент, имеющий целью определение, эффективности использования ИСУО при обучении дисциплинам гуманитарного цикла.
В эксперименте приняли участие более 600 студентов старших и младших курсов естественных и гуманитарных факультетов вузов. Апробации подверглись более двух десятков различных ИСУО (по философии, истории, историографии, проч.).
В целях обеспечения чистоты эксперимента студенческие группы были разделены на два разряда: контрольные (т.е. те, в которых компьютер не использовался) и экспериментальные. При подведении итогов учитывались такие обстоятельства: несменяемость преподавателей, единый характер заданий; равная численность студентов в группах, одинаковые средний балл успеваемости и количество студентов по его категориям, единое расписание занятий и т.д.
Все студенты были обеспечены единообразным методическим материалом. Контрольным группам была выдана инструкция с перечнем вопросов, обсуждаемых в экспериментальных группах и обязательной методикой их отработки. Контрольные замеры осуществлялись традиционным образом, т.е. путем письменного опроса по выполненным заданиям с одинаковой продолжительностью контроля. При сравнении его результатов учитывались такие ответы: абсолютно верные; частично верные; неполные е указанием степени полноты; с небольшими ошибками.
По качеству знаний - количество ошибок в экспериментальных группах в 2,1 - 8,3 раза меньше, чем в контрольных;
По прочности знаний – потеря информации по истечении летних месяцев в экспериментальных группах - 20%, в контрольных – 60%;
По уровню освоения материала – в экспериментальных группах он повысился в среднем с 2,7 баллов до 4,95 к исходу работы на ЭВМ по четырехбалльной шкале от 2 до 5 баллов.
Воронежский государственный технический университет
УДК 681.3
В.В. Проскурин Е.Г. Строев
ПРОЕКТИРОВАНИЕ ПРЕПРОЦЕССОРА СВЕРЛИЛЬНО-РАСТОЧНОЙ ОБРАБОТКИ.
Программирование ТП изготовления деталей на станках с ЧПУ — качественно новый этап, когда выполняется часть работы, перенесенная из сферы производства в область технологической подготовки. Действия рабочего при обработке заготовок на обычном станке выполняются на станке с ЧПУ в автоматическом режиме по УП. Под обработкой понимается заданное изменение формы, размеров или шероховатости поверхности заготовок.
Подготовка УП требует переработки большого объема специальной информации. Применение ЭВМ для автоматизации программирования и подготовки УП потребовало разработки специального программно-математического обеспечения для решения различных технологических и геометрических задач, встречающихся при подготовке УП.
Основные блоки САП: сервис, препроцессор, процессор, постпроцессор.
Блок сервис перерабатывает постоянную информацию о станках, инструментах, материале заготовок и др. Информация систематизируется и записывается в долговременную память ЭВМ в виде таблиц параметров.
Препроцессор выполняет ввод информации о детали. Эту информацию обычно вводят с внешнего носителя в виде чертежа, полученного от САПР (система автоматизированного проектирования). САП должна иметь возможность редактирования этого чертежа. Затем переработка информации осуществляется в двух блоках, составляющих основу каждой САП, — процессоре и постпроцессоре. Процессор выполняет комплекс геометрических и технологических расчетов «без привязки» к конкретному станку и системе ЧПУ. Процессор рассчитывает траекторию движения инструмента. Эти данные вместе с данными о режимах резания выводятся на внешний носитель ЭВМ — диск или магнитную ленту. Форма представления этих данных носит название CLDATA (от англ. CATTER Location Data — данные о положении инструмента) и представляет собой особый вид промежуточной информации «процессор — постпроцессор» на определенном промежуточном языке.
Одним из блоков САП, который участвует в подготовке УП, является процессор САП.
Процессор САП состоит из трех последовательно работающих блоков: трансляции, геометрического, формирования CLDATA.
Блок трансляции (препроцессор или блок ввода и декодирования) выполняет следующие функции: считывание исходной программы обработки детали с внешнего носителя; вывод введенной программы на печать или экран дисплея; преобразование информации из символьной формы во внутримашинное представление. В препроцессоре готовятся данные для работы других блоков, операции разделяются на установы и позиции, выбираются схемы крепления заготовки и комплектуются инструментальные наладки.
Геометрический блок процессора решает задачи, связанные с построением траектории движения инструмента: нахождение точек и линий пересечения различных геометрических элементов; аппроксимация различных кривых с заданным допуском; диагностика геометрических ошибок; построение эквидистантного контура с учетом радиуса инструмента. Технологический блок автоматически делит область, подлежащую обработке, на ряд переходов, рабочих ходов и рассчитывает оптимальные режимы резания.
Блок формирования CLDATA подготавливает информацию для работы постпроцессора. Данные CLDATA с внешнего носителя ЭВМ считываются постпроцессором. Постпроцессор продолжает переработку промежуточной информации процессора и формирует УП с ориентацией (т. е. с «привязкой») на конкретный станок и систему ЧПУ. Обычно САП содержит набор постпроцессоров, которые обеспечивают формирование УП для конкретных типов станков с ЧПУ. Вызов необходимого постпроцессора осуществляется автоматически по указанию, данному технологом-программистом в тексте исходной программы.
В рамках своего курсового проекта, разработал препроцессор сверлильно-расточной обработки. Интуитивно понятный интерфейс и справочная система создают для пользователей достаточно комфортные условия при работе с процессором.
Новизна данного модуля заключается в использовании в препроцессоре проектирования современных информационных технологий: создание специализированной оболочки геометрического процессора в среде Delphi 7.0 с использованием реляционной БД, позволяющей работать с программой по принципу “клиент-сервер”.
Применение таких систем, как препроцессор позволяет ускорить процесс и сократить время на создание различных деталей на станках с ЧПУ.
Воронежский государственный технический университет
УДК 681.3
Я.В. Скугорова А.Н.Чекменев
Организация контроля оценки знаний учащихся образовательного учреждения с использованием программного средства «Студент»
Не первый год в ВУЗах идет реформа образования, педагоги применяют новые, экспериментальные формы обучения, современную технику, учебные и методические пособия передовых авторов. Также активно разрабатываются и улучшаются автоматизированные системы, предназначенные для автоматизации делопроизводственной деятельности, осуществления оперативного контроля за движением документов в процессе их исполнения, для проведения аналитической и статистической обработки данных о документах и их исполнении.
В рамках модернизации образования необходимо обеспечить реальную (а не показную) продуктивность обучения в высших учебных заведениях.
Система контроля знаний в вузах в настоящее время вступает в противоречие с современными требованиями к подготовке квалифицированных специалистов. Оценка знаний учащихся образовательного учреждения осуществляется с помощью текущего контроля успеваемости, промежуточной аттестации обучающихся и итоговой аттестации выпускников. Контроль является одним из ведущих средств управления учебно-воспитательным процессом учебной работы. Он направлен на объективный и систематический анализ хода изучения и усвоения студентами учебного материала в соответствии с требованиями, изложенными в Государственных образовательных стандартах, учебных планах и программах дисциплин и содействовать повышению уровня преподавания и улучшению организации учебных занятий. Результаты контроля учебной работы студентов следует использовать для корректировки организации и содержания процесса обучения.
В данном проекте мы разрабатываем информационную систему «Студент», основной задачей которой является сбор, хранение, обработка информации о студентах на протяжении всего периода обучения, начиная с момента поступления в ВУЗ. Целью системы является повышение рациональность принимаемых решений, обеспечение их оперативности и достоверности за счет быстрого согласования работ, оперативного обмена информацией с внешними организациями; уменьшить документооборот, преобразовывая сведения в электронный вид.
Система «Студент» имеет базу данных, куда непосредственно заносятся данные о студентах: персональные данные о студенте, и информация об их родителях, сведения о группах, факультетах, специальностях, на которых обучаются студенты. Ведется учет успеваемости студента и группы в целом; содержится информация об учебных планах для группы и нагрузке студента. Также имеется выходная информация. Она формируется в виде выходных документов на машиночитаемом носителе и должна оформляться в соответствии их требованиям архивного хранения и документальных ревизий наравне с традиционными документами учета, контроля и анализа неисправностей.
Одно из основных условий информационной системы «Студент» - это легкость и доступность в обращении и взаимодействие с другими программами в ВУЗе. Технология создания системы поддерживает цикл разработки системы – от проектирования до создания готового приложения и позволит:
- снизить трудозатраты на сопровождение и внесение изменений;
- уменьшить сроки обработки информации;
- минимизировать ошибки, возникающие при вводе, новых данных или обработки информации;
- повысить качество интерфейса и уменьшить время обучения работе с системой;
Схема обеспечения задач с использованием программного средства представлена на рисунке 1
Рисунок 1 - Схема обеспечения задач с использованием программного средства
Литература
Котляров В.П. основы тестирования программного обеспечения: Учебное пособие / В.П Котляров, Т.В. Коликова – М.: Интернет – Университет Информационных технологий; БИНОМ. Лаборатория знаний, 2006 – 285 с.: ил. (Серия «Основы информационных технологий»).
Сазонов Б.А. концептуальные основы разработки новых информационных технологий формирования содержания подготовки по информатике. – М.: НИИВО, 1994 г .
Воронежский государственный технический университет
УДК 681.3
Д.С. Орлов В.В. Сокольников
СЕТЕВОЙ РЕЖИМ АВТОМАТИЗИРОВАННОЙ ОБРАБОТКИ ИНФОРМАЦИИ.
Сеть - это совокупность программных, технических и коммуникационных средств, обеспечивающих эффективное распределение вычислительных ресурсов.
Сеть позволяет:
построить распределенные хранилища информации (базы данных);
расширить перечень решаемых задач по обработке информации;
повысить надежность информационной системы за счет дублирования работы ПК;
создать новые виды сервисного обслуживания, например электронную почту;
снизить стоимость обработки информации.
Важнейшей характеристикой сети является топология, определяемая структурой соединения ПК в сети. Различают два вида топологии — физическая и логическая. Под физической топологией понимается реальная схема соединения узлов сети каналами связи, а под логической — структура маршрутов потоков данных между узлами.
Наиболее обширно представлена классификация сетевых технологий по признаку «охват территории».
Использование персональных компьютеров (ПК) в составе локальных вычислительных сетей (ЛВС) обеспечивает постоянное и оперативное взаимодействие между отдельными пользователями в пределах коммерческой либо научно-производственной структуры. Все ее компоненты сети (ПК, каналы коммуникаций, средства связи) физически размещаются на небольшой территории одной организации или ее отдельных подразделений.
Территориальной (региональной) называют сеть, компьютеры которой находятся на большом удалении друг от друга, как правило, от десятков до сотен километров. Иногда территориальную сеть называют корпоративной или ведомственной. Такая сеть обеспечивает обмен данными между имеющими доступ к ресурсам сети абонентами по телефонным каналам сети общего назначения, каналам сети «Телекс», а также по спутниковым каналам связи. Количество абонентов сети не ограничено. Им гарантируется надежный обмен данными в режиме «реального времени», передача факсов и телефонных (телексных) сообщений в заданное время, телефонная связь по спутниковым каналам.
Основная задача федеральной сети — создание магистральной сети передачи данных с коммутацией пакетов и предоставление услуг по передаче данных в реальном масштабе времени широкому кругу пользователей, к числу которых относятся и территориальные сети.
Глобальные сети обеспечивают возможность общения по переписке и телеконференции. Основная задача глобальной сети — обеспечение абонентам не только доступа к компьютерным ресурсам, но и возможности взаимодействия между собой различных профессиональных групп, рассредоточенных на большой территории.
Воронежский государственный технический университет
УДК 681.3
А.С. Кольцов Е.Д. Федорков В.В. Проскурин
автоматизация конструкторско-технологического проектирования фрез
Создание пакетов прикладных программ для расчета геометрических параметров сложного и особо сложного режущего инструмента, к которому относятся фрезы, на ЭВМ позволяет сократить затраты конструкторского и технологического труда и повысить качество проектирования режущего инструмента.
Фреза является одним из самых распространенных инструментов в металлообрабатывающей промышленности. Из общего парка оборудования в промышленности фрезерные станки составляют до 18%. Существует целый ряд производств, где фрезерные станки составляют 50-60 % от всего заводского парка.
Ни один инструмент не обладает таким разнообразием типов, форм и назначения, как фреза. Огромное преимущество состоит в том, что фреза позволяет производить фасонную обработку деталей причем для этого не требуется ни сложной установки, ни высокой квалификации рабочего. Во многих случаях фреза является пока единственным инструментом, допускающим сложную фасонную обработку. Нередки случаи, когда фрезерование по своим технологическим факторам, производительности, экономичности, стоимости и другим показателям является более выгодной операцией по сравнению с другими видами обработки, например строганием, точением.
Проектирование и расчёт фрез возможно осуществить по параметрам, заданным ГОСТами и ОСТами или чертежами предприятия. В связи с этим число входных данных может находиться в пределах 30…60 параметров в зависимости от вида инструмента.
Выбор фрез состоит из шести этапов:
разработка видов и разновидностей поверхностей детали, изготовляемых фрезами;
разработка классификации фрез, которыми решается обработка данных поверхностей;
определение предельных размеров обрабатываемых поверхностей для соответствующего типа фрез;
использование таблиц соответствующих типов фрез и типов фрезерных станков;
разработка таблиц, по которым определяют соответствующий код номер столбца Fi таблицы применяемости;
разработка таблиц применяемости, по которым определяют (используя код поверхностей и их размеры) возможности использования соответствующего типа фрез.
Последовательность решения задачи поиска такая:
1) по заданным виду обрабатываемых поверхностей Пi и размерам ARGi определяют соответствующие номера столбцов Fi таблицы соответствия;
2) производят логическое умножение полученных значений в выделенных столбцах;
3) определяют номера строк результирующего столбца, в котором стоят единицы.
В настоящее время конструктивно-геометрические параметры рабочей части фрезы – диаметр, число зубьев, угол наклона стружечной канавки –определяются из условий размещения стружки, обеспечения наибольшей стойкости инструмента, условия равномерного фрезерования и т.п. Однако указанные условия не обеспечивают высокую эффективность при обработке материала из-за специфических особенностей операции – стесненные условия зоны резания и высокие нагрузки на инструмент. Поэтому для концевых фрез предлагается связь конструктивно-геометрических параметров с углом наклона стружечных канавок:
 ;
;
где а –целая часть выражения
![]() ;
;
k – коэффициент рабочей длины фрезы, 1< k< 1/z +1;
D –диаметр фрезы;
z –число зубьев;
ω – угол наклона стружечных канавок;
l – длина рабочей части фрезы.
На основании реализации вышеизложенных концепций по проектированию фрез был разработан программный комплекс автоматизированного конструкторско-технологического проектирования фрез, которая реализует многоальтернативный процесс выбора типа фрезы, расчет геометрических параметров выбранного типа фрезы в зависимости от обрабатываемой поверхности, расчет режимов резания аналитическим методом в соответствии с выбранным оборудованием.
Получены следующие результаты: разработанный программный комплекс удовлетворяет требованиям эргономичности, имеет доступный и дружественный интерфейс, информационные потоки передаются с использованием разработанной базы данных. Тестирование показало надежность и корректность функционирования программного средства.
Воронежский государственный технический университет
УДК 681.3
Е.С. Соловьева Е.И. Асташева
Последовательность разработки проекта гибкого автоматического производства
В промышленно развитых странах крупносерийное и массовое производство составляет лишь 20%, а единичное, мелкосерийное и серийное производство – 80 %.
В целях разрешения противоречий, обусловленных, с одной стороны, мелкосерийностью объектов производства, а с другой, крупными масштабами самого производства, были разработаны методы групповой технологии.
Следующим шагом на пути автоматизации производства является разработка программируемых и за счет этого перенастраиваемых средств, то есть гибкого оборудования. К ним относятся станки с ЧПУ, промышленные роботы и другое оборудование. Еще большей гибкостью обладают системы, управляемые от ЭВМ. В нашей стране такого рода комплексы называют гибким автоматическим производством (ГАП).
ГАП включает исполнительную систему, состоящую из технологической, транспортной, складской систем и систему управления.
ГАП функционирует на основе программного управления и групповой ориентации производства. На первом этапе ГАП может быть автоматизированным, то есть включать операции, выполняемые с участием человека.
Создание гибких автоматизированных производств (ГАП) целесообразно, в основном, на предприятиях среднесерийного, мелкосерийного и единичного типов производства и требует предварительного экономического обоснования. При широком внедрении ГАП требуется освоение методов системного проектирования, взаимоувязанной отработки технологических объектов интегрированных систем автоматизированного управления и подсистем внешнего обеспечения, создание индустриальной базы централизованного обеспечения и эксплуатационного сервиса.
Необходимо решить вопрос, связанный с определением степени подготовленности изделия к автоматическому производству. Конструкция изделия должна отвечать такому качеству отдельных его составляющих и самого изделия в целом, при котором обеспечивается возможность автоматизированного его изготовления с наименьшими трудозатратами на всех стадиях производства. Анализ производится по методике и справочным данным, параметрами оценки являются конфигурация, физико-механические свойства сечений и поверхности, абсолютные размеры и их соотношения и т.д.
Следующим этапом является проектирование технологического процесса автоматического производства, и, прежде всего, производится экономическое обоснование выбора заготовок, в качестве которых в машиностроении наиболее часто используются отливки поковки и заготовки из проката. Метод выполнения заготовок для деталей определяется их назначением и конструкцией, а также материалом, техническими требованиями серийного выпуска и экономичностью изготовления. Для рационального выбора заготовок необходимо учитывать все перечисленные исходные данные, окончательное решение принимается после экономического расчета себестоимости заготовки.
После этого приступают к составлению технологического маршрута обработки, одновременно решается вопрос выбора средств измерения и контроля наиболее ответственных параметров детали, а также разрабатывается методика измерений.
В гибком автоматизированном производстве важным показателем является, так называемое, технологическое время, в состав которого входит основное время изготовления, вспомогательное время – это время закрепления и открепления детали, на установку и снятие детали, приемы управления, измерения детали и т.д., а также время на организационно-техническое обслуживание оборудования.
На основании проведенных исследований и предварительного анализа разрабатывается структура автоматизированного производства и строится циклограмма работы комплекса.
Воронежский государственный технический университет
УДК 681.3
А.А. Пак Е.Н. Кордюкова
ДИСПЕРСИЯ ДИСКРЕТНОЙ СЛУЧАЙНОЙ ВЕЛИЧИНЫ
Понятие «дисперсия случайной величины» вводится для характеристики отклонения, данной величины от ее среднего значения для определения дисперсии необходимо вначале рассмотреть понятие отклонения.
Пусть Х - случайная величина и M(X) - ее математическое ожидание.
Отклонением называется разность между случайной величиной Х и ее математическим ожиданием M(Х), т.е. Х - М(Х).
Теорема. Математическое ожидание отклонения равно нулю: M[ X- М(X)]=0.
Многие практические задачи требуют оценки рассеяния возможных значений случайной величины вокруг ее среднего значения.
Для решения данной задачи можно рассчитать все возможные значения отклонения случайной величины и затем найти их среднее значение.
Однако M[ X- М(X)] т.е. среднее значение отклонения, по теореме для любой случайной величины равно нулю. В этом случае можно заменить возможные отклонения их абсолютными значениями или их квадратами.
Но вычисления с абсолютными ‘величинами могут быть достаточно громоздкими, поэтому чаще всего рассчитывают среднее значение квадрата отклонения, которое называется дисперсией.
Дисперсией, или рассеянием, дискретной случайной величины Х называется математического ожидание квадрата отклонения случайной величин от ее математического ожидания:
![]()
Дисперсия случайной величины также имеет закон распределения
Пусть случайная величина Х задана законом распределения:
x |
|
|
|
… |
|
P |
|
|
|
… |
|
В этом случае дисперсия распределена по следующему закону:
|
|
|
… |
|
P |
|
|
… |
|
По закону распределения квадрата отклонения можно непосредственно рассчитать значение дисперсии:

Теорема. Дисперсия равна разности между математическим ожиданием квадрата случайно величины X и квадратом её математического ожидания:
![]() .
.
Пример. Случайная величина Х задана законом распределения:
X |
3 |
2 |
9 |
P |
0,4 |
0,4 |
0,2 |
Необходимо
найти дисперсию случайной величины X.
Рассчитаем математическое ожидание
М(Х) случайной величины Х: М(Х)=
![]() .
.
Рассчитаем
математическое ожидание
![]() :
:
![]() .
.
Тогда дисперсия случайной величины Х будет равна:
![]()
Воронежский государственный технический университет
УДК 681.3
Е.Д. Федорков Д.М. Канин
Классификатор трехмерного представления поверхностей для автоматизированной подсистемы конструкторского проектирования
Классификатор трехмерного представления поверхностей для автоматизированной подсистемы конструкторского проектирования предназначен для использования как на машиностроительных предприятиях, так и в дома. Он позволит более эффективно использовать потенциал инженерно-конструкторского персонала, сократить сроки и трудоёмкость работ, увеличить точность проектирования поверхностей в соответствии с ГОСТ.
Задача классификатора состоит в том, чтобы сократить трудоемкость проектных работ конструкторов за счет того что будут использоваться объемные поверхности из данного классификатора. Поверхности представленные в классификаторе можно сохранить на свой компьютер и использовать в других системах моделирования.
Рассмотрим основные этапы работы программы. Вначале выбирается требуемый класс поверхности (плоские, вращения, винтовые, линейчатые, комплексные и переходные). Затем выбирается подкласс поверхности. Для каждого класса существует свои подклассы. Далее выбирается тип поверхности. В соответствии от выбранного типа загружается объемная модель выбранной поверхности. После загрузки объемной модели пользователь может изучить модель с любой точки, используя навигационные кнопки.
В качестве нормативов для данных выбран ГОСТ 14.417-81. Так существенным преимуществом классификатора является его уникальность. Подобных трехмерных аналогов практически не существует.
Сбор данных производится посредством организации БД с хранящейся в ней информации о технологии производства изделия. Информационное обеспечение реализовано в клиент-серверной архитектуре на базе СУБД MySQL.
Программное обеспечение проекта построено средством Macromedia Dreamweaver и представляет собой систему, реализующую хранение, изменение и ввод данных о параметрах поверхностей в формате файлов баз данных. Программное обеспечение состоит из двух приложений: непосредственно классификатора и программы, предназначенной для администрирования базы данных. Программа обеспечивает эффективную связь пользователя с вычислительными средствами, что выражается в удобстве графического интерфейса с учетом психологических, физиологических и инженерно-технических факторов.
С целью обеспечение гибкости и перенастраиваемости классификатор при добавлении новых поверхностей или изменении старых построен таким образом, что изменения нормативов учитываются без изменения кода классификатора, т.е. путем замены, корректировки, вставок или дополнений в информационной БД.
По типу решаемых задач данный модуль классифицируется как программное средство для обработки данных; по назначению – многопользовательское; по требованиям надежности – важное ПС.
Воронежский государственный технический университет
УДК 681.3
Е.Н. Кордюкова И.С. Малышева
СРЕДСТВА WORKFLOW ПРИ УПРАВЛЕНИИ ПРЕДПРИЯТИЕМ
Автоматизация управленческой деятельности изначально связывалась только с автоматизацией некоторых вспомогательных рутинных операций. Но бурное развитие информационных компьютерных технологий, совершенствование технической платформы и появление принципиально новых классов программных продуктов привело к изменению подходов к автоматизации управления производством.
При всем многообразии управленческой деятельности возможна некоторая ее классификация. Определяют следующие виды управленческой деятельности в зависимости от ее содержания: эвристическая; административная; операторная.
Эвристическая деятельность заключается в формулировании новых идей, концепций, решений. В управлении она воплощается в разработке новых планов, технологий, форм организации труда. Процесс такой деятельности может быть разделен на две составляющие: аналитическую и конструктивную. Аналитическая составляющая подразумевает сбор, изучение и анализ необходимой для принятия решения информации. Конструктивная составляющая представляет собой подготовку, обсуждение и принятие управленческого решения. Деятельность такого вида практически не формализуется.
Административная деятельность - непосредственное управление действиями и поведением производственной системы, заключается в организации коммуникаций между разными участниками процесса управления и в общем случае предполагает выдачу распоряжений и контроль их исполнения. Такая деятельность в большей или меньшей степени может быть формализована.
Операторная деятельность - несмотря на то что управленческий труд - процесс весьма творческий, некоторая его часть рутинна и представляет собой набор стереотипных, повторяющихся операций, необходимых для информационного обеспечения производственных процессов. В основном, это операции, связанные с документированием управленческой деятельности. Обработка документов составляет основное содержание операторного труда (имеется в виду оформление, регистрация документов, экспедиционная обработка поступающей корреспонденции). Операторная деятельность формализуется наиболее простым способом и легко поддается автоматизации. Операторная деятельность поддерживается разнообразными средствами автоматизации.
В основном для автоматизации операторного труда используются системы, которые предлагают богатый набор разнообразных функциональных возможностей, обеспечивающих обработку данных, представленных в электронной форме: средства разработки документов (текстовые и табличные процессоры, средства подготовки презентаций и т. п.), системы обработки транзакций (OLTP - On-line Transaction Processing), системы управления базами данных (СУБД), системы управления документами (EDMS - Electronic Document Management System).
В качестве средств автоматизации административной деятельности используются разнообразные системы, обеспечивающие и координирующие совместную деятельность нескольких участников процесса управления. Это так называемые системы workflow. Основная концепция использования систем такого типа заключается в формировании единого информационного пространства предприятия, упрощении процесса обмена информацией, оптимизации работ сотрудников и сокращении затрат труда и времени на администрирование их совместной деятельности.
Наибольшие трудности возникают при попытке автоматизировать каким-либо образом эвристическую деятельность. К средствам, используемым в этих целях, можно отнести системы поддержки принятия решений (DSS - Decision Support System), экспертные системы (ЭС), системы анализа в реальном времени (OLAP - On-line Analytic Processing), информационные хранилища данных (Data Warehouse). Работа таких систем основывается на утверждении, что для принятия решения важнейшим фактором является наличие опыта действий в подобных ситуациях (личного и опыта других людей). Информацию об этом и предоставляют системы автоматизации эвристической деятельности, обеспечивая своим пользователям возможность принятия наиболее обоснованного решения самостоятельно.
Технология автоматизации деловых процессов (workflow) - современная технология компьютеризированной поддержки процессов управления предприятием (деловых процессов) в целом или какой-то их части. В определенном смысле она не является революционной, поскольку объединяет несколько сформировавшихся информационных технологий, таких как электронная почта, управление проектами, работа с базами данных, объектно-ориентированное программирование и CASE-технологии. Конкретные реализации технологии представляют собой программные системы автоматизации деловых процессов (системы workflow), каждая из которых основывается на некоторой комбинации перечисленных технологий.
Наиболее известны системы зарубежных производителей: Staffware (Staffware Corp.), ActionWorkflow System (Action Technologies Inc.), и т.п. отечественных производителей: WorkRoute (ВЕСТЬ АО). При всем разнообразии системы автоматизации деловых процессов имеют и нечто общее - все они направлены на решение проблем, возникающих из-за изолированности и фрагментированности информации, путем создания общего информационного пространства на предприятии. Такие системы нельзя рассматривать как одиночные приложения. Их с уверенностью можно отнести к средствам интеграции деловых процессов предприятия.
Управление - специфический вид труда, обладающий рядом особенностей. К ним относится слабая формализуемость, затрудняющая его автоматизацию. Тем не менее современные программные средства позволяют в какой-то мере решить задачи автоматизации процессов управления. В их число входят и системы автоматизации деловых процессов (системы класса workflow).
Технология автоматизации деловых процессов (workflow) в применении к управлению предприятием связана с автоматизацией административного труда и направлена на поддержку основных классических функций управления: планирования, организации, активизации, координирования и контроля. Использование систем автоматизации деловых процессов позволяет говорить о следующих преимуществах внедрения новой технологии организации управленческой деятельности по сравнению с традиционными:
обеспечивается высокая эффективность принятия решений;
рационализируются и интегрируются информационные процессы, в том числе совершенствуется организация документооборота предприятия;
поддерживается оперативная настройка системы автоматизации на изменения порядка работы, складывающегося на предприятии;
устраняется дублирование функций;
повышается эффективность работы в целом;
снижаются расходы на информационное сопровождение функционирования предприятия.
Перечисленные достоинства технологии, а также ее успешное внедрение и использование на многих предприятиях (как за рубежом, так и в России) дает возможность говорить о ней как о современной эффективной технологии организации управленческих процессов, обладающей большим будущим.
Воронежский государственный технический университет
УДК 681.3
И.С.Малышева О.В. Собенина
СРЕДСТВА ДИСТАНЦИОННОГО ОБУЧЕНИЯ
При ДО в руках преподавателя и обучающегося средства обучения выступают в роли представления содержания обучения, контроля и управления учебно-познавательной деятельностью обучающихся. Один и тот же материал может быть представлен несколькими средствами обучения (печатные издания, аудио-видео и др.), каждое из которых обладает своими дидактическими возможностями. Преподаватель должен знать эти возможности, уметь распределять учебный материал по различным средствам, формировать из них комплект средств обучения (кейс), как систему носителей учебной информации, предназначенную для решения совокупности дидактических задач.
В соответствии с принятыми взглядами в традиционном учебном процессе средства обучения реализуются, как традиционно считается, через так называемые технические средства обучения (ТСО). Они включают в себя магнитофоны, видеомагнитофоны, кинопроекторы, диапроекторы, кодоскопы, компьютеры. В свою очередь ТСО входят в состав учебного оборудования, включающего в себя лабораторное оборудование (контрольно-измерительные приборы, микроскопы, химическая посуда и т.п.), а также учебную мебель и приспособления. Следует подчеркнуть, что в СДО средства обучения реализуются через средства новых информационные технологий (СНИТ).
Средства дистационного обучения могут представлять собой:
Учебные книги (твердые копии на бумажных носителях и электронный вариант учебников, учебно-методических пособий, справочников и т.д.);
Сетевые учебно-методические пособия;
Компьютерные обучающие системы в обычном и мультимедийном вариантах;
Аудио учебно-информационные материалы;
Видео учебно-информационные материалы;
Лабораторные дистанционные практикумы;
Тренажеры с удаленным доступом;
Базы данных и знаний с удаленным доступом;
Электронные библиотеки с удаленным доступом;
Средства обучения на основе экспертных обучающих систем (ЭОС);
Средства обучения на основе геоинформационных систем (ГИС);
Средства обучения на основе виртуальной реальности (ВР);
Выбор того или иного СДО зависит от: материально-технической базы учреждения, реализующего ДО; финансовых возможностей; уровня компьютерной подготовки преподавательского состава.
Воронежский государственный технический университет
УДК 681.3
А.В. Паринов, С.В. Лагутина
СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ.
Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую универсальность выполняемой обработки, требует меньших затрат времени на перестройку станка с одной операции на другую. Значительно облегчается перевод производства на новую продукцию, т.к нет необходимости конструирования и изготовления сложных приспособлений и устройств.
При использовании станков с ЧПУ повышается точность обработки вследствие исключения влияния ошибок, вызванных недостаточной квалификаций рабочих. Особенно эффективно использование станков при обработке сложных деталей со сложными ступенчатыми или криволинейными контурами.
Системы управления программными станками выполняются дискретными, смешанными и непрерывными. Системы автоматического регулирования обеспечивают высокую точность обработки.
В системе автоматического регулирования параметров обрабатываемой детали блок управления имеет два измерительных суппорта, снабженных датчиками вариации функции профиля, и один силовой, который имеет приводы поступательных движений и возвратно-поступательных перемещений. Система снабжена фильтрами, блоками задержки, сумматором, преобразователем управления возвратно-поступательным приводом.
Для одновременного автоматического увеличения точности продольного сечения система снабжена согласующим элементом, суммирующим устройством.
Применение систем автоматического управления процессом резания позволяет значительно увеличить точность обработки. Это достигается за счет компенсации влияния на точность не только силовых упругих деформаций, но и износа инструмента, увеличения производительности, обработки путем поддержания оптимальной скорости износа инструмента, расширения диапазона регулирования скорости резания, в котором точность работы не снижается.
Воронежский государственный технический университет
УДК.681.3
Д.Е. Пачевский
Комплексные ИСУО: общие принципы построения
Комплексными называют такие обучающие системы, в которых задействованы не один, а несколько принципов построения ИСУО.
Стандартные комплексные ИСУО должны соответствовать следующим требованиям:
иметь максимально дружественный интерфейс, погружающий обучаемого в состояние повышенного психологического комфорта;
включать в себя элементы психологического тестирования, позволяющего выявить психо-физиологические характеристики обучаемого;
«уметь» обеспечивать адаптацию студентов к учебному материалу, имея в виду их психо-физиологические характеристики;
включать в себя блок средств релаксапедии;
обязательно иметь блок обучения контроля (комплексные ИСУО должны «уметь» проводить - как рубежный, так и текущий контроль;
иметь обширные «справочники» и «энциклопедии», др.
Существенным элементом комплексных ИСУО являются средства психологического тестирования. Психологическое тестирование позволяет выявлять (наряду с другими важными данными (такую значимую в обучении характеристику как тревожность учащегося. Тревожность оказывает значительное, часто отрицательное влияние на ход обучения и в частности, увеличивает время работы студента на компьютере.
Как может ИСУО «снимать» это состояние?
Одним из верных, апробированных средств является формирование т.н. «кадров обратной связи» (КОС) - таких «состояний» экрана компьютера, которые варьируются в зависимости от уровня тревожности обучаемого. Комплексная ИСУО должна «уметь» реагировать на сообщения учащегося, имеющие тот или иной характер. Например, верный, неверный, непредусмотренный, предположительно неверный, повторно непредусмотренный ответы; типовые ошибки; запросы помощи, подсказки, справки, проч. «КОС» формируется блоком адаптации ИСУО и подключается к блоку обучения контроля. Каждый кадр «КОС» обычно состоит из следующих частей: констатирующей, адресной, эмоциональной, итоговой. В каждой из этих частей содержится определенная «реакция» ИСУО на тот или иной уровень тревожности учащегося. При высокой тревожности «КОС» должны вселять уверенность в своих силах, в принципиальной разрешимости поставленных задач; при низкой - «заводить» студента на более результативную работу. «Режимы» «КОС» выбираются, как правило, интуитивно.
Их «банки» формируются учетом:
ограниченной емкости экрана дисплея;
напряжения зрительного анализатора;
экономии компьютерного времени;
целостности изображения «КОС».
Важными элементами комплексных ИСУО являются средства релаксопедии.
Дело в том, что в силу особенности мышления гуманитария работа на компьютере нередко требует от него большей траты сил, чем у его коллеги-математика. В этих условиях избыточное интеллектуальное напряжение может вызвать «неприязнь» к компьютеру. Чтобы не допустить такой установки квантификаторы ставят под контроль ЭВМ не только работу студентов, но и периодические «паузы» для отдыха.
Блок релаксопедии включает в себя тесты на усталость, а также небольшие по объему «банки» шуток, анекдотов, курьезных случаев, проч.
Тесты на усталость помогают определять уровень усталости учащегося. В зависимости от последнего комплексные ИСУО «предлагают» студенту прекратить на время работу, отдохнуть вне компьютерного класса, выводят на экран «кадры» шуток, проч.
«Банки шуток» состоят ив коллекции анекдотов, курьезных случаев, др., приведение которых уместно при изучении данной темы.
Набор тем, представленных в «банках шуток», как правило, приближается к 10, а общий объем каждого банка превышает объем учебной информации не более, чем в 2-3 раза. При создании коллекции шуток, принято избегать низкопробных острот (они могут вызывать раздражение у студентов, обладающих развитым чувством юмора), но подбирать такие остроты, которые несут достаточный заряд веселости и хорошего настроения.
Во многих комплексных ИСУО предусмотрена «умная реакция» компьютера на поведение студента, желающего «излить» свое недовольство из-за неудачной работы (усталости) на машину. В подобных случаях машина реагирует спокойной, благожелательной репликой, «настраивающей» студента на нормальный режим работы.
Примером удачной комплексной ИСУО может служить система, созданная в Белорусском университете (г, Минск; разработчик: Е.Н.Балыкина, др.).
Эта ИСУО включает в себя целый пакет компьютерных программ; имеет информационный и контрольно-обучающий модули.
В структурном отношении она состоит из информационной и справочной частей и банка заданий, содержащего вопросы проблемного xapактера. Данная ИСУО «умеет» работать в четырех режимах. А именно. Она включает в себя два теста уровня знаний («входной» и «выходной»), т.н. «теорию» (особым образом сформулированное краткое содержание учебного курса); блоки обучения и контроля знаний.
В программной части этой ИСУО реализованы следующие авторские решения: время «прохождения» теста и контроля учащимся ограничено, а вопросы задаются с помощью датчика случайных чисел, но с равнозначной выборкой по каждой теме, что исключает их дублирование. При этом, когда студент работает с содержательной частью AOС, он не ограничен во времени. Вместо этого компьютер «устанавливает» определенное количество попыток ответить на вопрос (от 2 до 18 в зависимости от уровня сложности).
ИСУО Е.Н.Балыкиной обеспечивает «линейный» режим обучения студента, т.е. алгоритм прохождения каждой программы построен таким образом, что обучаемый вынужден отрабатывать тему до тех пор, пока не дает верные ответы на все вопросы. При этом он может получать необходимые справки, помощь или подсказки; студент может предлагать в свободно-конструированные ответы. В этой ИСУО предусмотрена диагностика типовых ошибок и неполных ответов. В случае отказа от ответа обучаемый получает правильный ответ. По итогам работы в каждом режиме ИСУО формирует т.н. «протокол», включающий в себя следующие сведения (рассмотрим их по графам): фамилия, имя, отчество студента; дата работы; темы обсуждения; время работы на ЭВМ; номер выполненных заданий; их количество; соотношение верных и неверных ответов; их содержание; оценка.
В целом нужно отметить, что построение комплексных ИСУО чаще всего используется при сознании и автоматизированных учебных курсов (АУК, а также «компьютерных учебников»).
Воронежский государственный технический университет
УДК 681.3
Е.Д. Федорков В.В. Проскурин Д.И. Коваленко
МНОГОФУНКЦИОНАЛЬНОСТЬ РАЗЛИЧНЫХ САМ СИСТЕМ
Можно много говорить о функциональности различных САМ систем, но нельзя забывать, что самым важным продуктом, получаемым любой САМ системой, является NC программа в G-кодах, управляющая станком с ЧПУ. Тем удивительней, что для пользователей САМ получение соответственно форматированной NC программы остается одной из самых больших проблем. После более чем 30 лет компьютерного NC программирования, связь «САМ система — станок с ЧПУ» до сих пор не обеспечена в полной мере.
Для обеспечения этой связи служит отдельная программа, вообще упоминаемая как постпроцессор (потому, что процесс имеет место после генерации траектории движения инструмента), и использующаяся для форматирования нейтрального CL файла в NC программу, которая является подходящей для специфической комбинации «станок — система ЧПУ». По-существу, постпроцессор является частью оборудования. Так почему нельзя получить качественную NC программу, имея корректные данные в формате CL файла?
Системы управления станка должны выполнять команды в соответствии со стандартами (EIA/ISO) программирования системы ЧПУ независимо от типа станка. Например, команда M08 служит для включения охлаждающей эмульсии. Большинство производителей оборудования соблюдают стандарты команд выполнения основных подготовительных (группа G) и вспомогательных (группа М) функций. Одновременно с этим, каждый тип оборудования выполняет специализированные функции (например, циклы сверления, нарезания резьбы и др.), и соответствие этих функций определенному стандарту в основном не соблюдается. Команды, служащие для выполнения специализированных функций, — индивидуальны для определенного станка. Кроме того, чтобы дифференцировать себя от конкурентов на рынке, производители оборудования добавляют широкое разнообразие специальных функций, которые привлекают внимание клиентов к их специфическим изделиям. Все это делает фактически невозможным использование одной NC программы для разных комбинаций «станок — система ЧПУ».
Таким образом, постпроцессор, отлаженный для одной компании, не всегда подойдет для другой. Даже если в комплекте с САМ системой поставляются постпроцессоры для специфических комбинаций «станок — система ЧПУ», то маловероятно, что такой постпроцессор сгенерирует NC программу в точном соответствии с требованиями клиента и станка.
В силу вышеназванных причин, пользователь САМ вынужден выбрать одно из трех: использовать NC программу как есть (проблемы для оператора станка); редактировать каждую NC программу (чревато ошибками); изменить конфигурацию постпроцессора (требуется персонал с соответствующей квалификацией или сторонняя помощь).
Потребность замены устаревших постпроцессоров — еще одна проблема, с которой сталкиваются, главным образом, большие компании. Такие постпроцессоры, созданные для старых ЭВМ много лет назад, практически невозможно использовать на современных вычислительных платформах. Таким образом, должны быть разработаны или куплены новые постпроцессоры. Трудность состоит в том, что новый постпроцессор, как правило, не будет поддерживать существующие САМ данные.
Более эффективный путь — использование одного из нескольких универсальных постпроцессоров, существующих сегодня на рынке. Эти программы совместимы с наиболее популярными САМ системами и созданы компаниями, которые специализируются в данной области. Универсальные постпроцессоры имеют достаточно инструментов для получения NC программ для разнообразных сложных станков и поддерживают специальные функции систем ЧПУ.
Чтобы использовать существующие САМ данные, универсальный постпроцессор поддерживает множество форматов, включая CATIA, UGII, APT, NCL, VARIMETRIX и др. Возможность макропрограммирования на специально созданном языке промышленного интерфейса (FIL — Factory Interface Language) позволяет настроить универсальный постпроцессор для любой комбинации «станок — система ЧПУ».
Возможным решением проблем использования постпроцессоров было бы принятие станкостроительной промышленностью современного и более жесткого стандарта для NC программирования. Такой стандарт позволил бы программу, разработанную для некоего станка, использовать для любой комбинации «станок — система ЧПУ», независимо от изготовителя. Это фактически устранило бы потребность в разработке постпроцессоров для новых станков, которые будут соответствовать стандарту.
Как ни странно, такой стандарт уже существует примерно с середины 70-ых. Известный как BCL, он был создан по инициативе военных ведомств США с тем, чтобы преодолеть проблему несовместимости NC программ со станками в проектах по перемещению производства критических компонентов с одного завода на другой. Почему BCL стандарт не используется сегодня? Соответствие станков такому стандарту потребовало бы дополнительных затрат, но основная причина — невозможность сотрудничества лидеров станкостроительной промышленности в силу конкурентного характера данной отрасли. Все же несколько производителей станков предлагают в качестве опции соответствие своего оборудования стандарту BCL, но большинство САМ систем не способны генерировать BCL файл.
Решением, позволяющим вообще отказаться от использования постпроцессоров, является концепция STEP NC. Этот стандарт позволяет базе данных модели изделия служить в качестве информации, передающейся на станок с ЧПУ. При этом становятся ненужными отдельные файлы траекторий движения инструмента, содержащие G или М команды, а, следовательно, и постпроцессоры. Это радикально иной подход к NC программированию, который имеет далеко идущие возможности «e — обработки».
Компании, производящие САМ программное обеспечение, предлагают программы, которые позволяют их пользователям читать файлы STEP NC и генерировать траектории движения инструмента. Тем самым пользователи подготавливаются к введению общих стандартов обмена данных, позволяющих регулировать поток цифровой информации с помощью Интернета. На сегодняшний день наблюдается движение STEP NC от научной фантастики до уровня реализации.
Резюмируя, можно сказать, что технология автоматизации механообработки стала действительно зрелой, предлагая широкое разнообразие комбинаций «станок — система ЧПУ» и сопутствующие их использованию проблемы. Решение этих проблем потребует огромной работы от разработчиков САМ и более тесного сотрудничества изготовителей оборудования.
Воронежский государственный технический университет
УДК 681.3
Е.И. Асташева А.С. Кольцов А.Н.Чекменев
Разработка системы автоматизированного конструкторского проектирования фасонных фрез
Задача проектирования режущего инструмента многовариантна. Быстродействие автоматического проектирования позволяет рассматривать все варианты задачи и выбирать из них лучший по некоторому критерию оптимальности. Таким образом, рассчитанная на ЭВМ конструкция инструмента может и должна обеспечить не только правильное изготовление детали, но и иметь оптимальные геометрические и конструктивные элементы
Дисковые фасонные фрезы применяются для фрезерования прямых и винтовых канавок на призматических и цилиндрических деталях, а также на различных режущих инструментах (сверлах, зенкерах, развертках, фрезах и др.).
Основой исследования стал вопрос реализации программного комплекса автоматизированного конструкторского проектирования фасонных фрез на платформе пакетов программ графической системы AutoCAD.
Работа была разделена на два этапа: системный анализ предметной области и технический. На этапе системного анализа предметной области был проведено: описание существующих подходов к проектированию фасонных фрез, общий анализ фрезерных операций, описание назначения фасонных фрез и условий их работы, основные требования к конструкции дисковой фасонной фрезы, задачи, решаемые при конструировании фасонных фрез, конструктивные элементы дисковых фасонных фрез, геометрические параметры фрезы. Так же на этом этапе описана характеристика существующей системы САПР, основные преимущества и недостатки САПР режущего инструмента с винтовым зубом. Исследована подсистема расчета геометрических параметров инструмента и программа геометрическое моделирование хвостовой части инструмента Определены целей и задач автоматизированного проектирования фасонной фрезы на платформе AUTOCAD. Проведена классификация поверхностей фасонной фрезы.
В технической части были сформулированы требования к системе и определены ее принципы построения. Были определены необходимые параметры для реализации каждой функции, на основании чего получена совокупность входных и выходных параметров подсистемы. Была сформирована методика проектирования и рассмотрены различные варианты и подходы к вопросам конструирования фасонных фрез.
Программная реализация алгоритма свелась к созданию
Во-первых, интерфейса подсистемы, т.е. организации взаимодействия событий, компонентов Delphi, и расчетной части программы;
Во вторых, базы данных, т.е. определению структуры таблиц, заданию диапазонов изменений хранимых параметров и организации взаимосвязи таблиц между собой. Предпочтение было отдано системе управления базами данных MS SQL Server. На основе оценки целесообразности применения более сложных или более примитивных систем принято решение о достаточности возможностей для решения поставленной задачи конструкторского проектирования фасонных фрез.
В третьих, вычислительной среды комплекса на базе Delphi 7.0. Для осуществления связи между расчетной программой и графической системой использовался входной язык системы AutoCAD – Visual Lisp.
Таким образом, указанные выше действия при разработке программного комплекса автоматизированного конструкторского проектирования фасонных фрез привели к значительному упрощению процесса проектирования нового инструмента.
Воронежский государственный технический университет
УДК 681.3
А.А. Пак И.С. Малышева
МАТЕМАТИЧЕСКОЕ ОЖИДАНИЕ И ДИСПЕРСИЯ ЧИСЛА ПОЯВЛЕНИЯ СОБЫТИЯ В НЕЗАВИСИМЫХ ИСПЫТАНИЯХ
Пусть осуществляется n независимых испытаний. В каждом из этих испытаний вероятность наступления события А постоянна и равна р. Необходимо определить среднее число события А в этих испытаниях.
Теорема. Математическое ожидание М(X)
числа появлений события А в n независимых
испытаниях равно произведению числа
испытаний на вероятность появления
события в каждом испытании.
![]()
Доказательство. Предположим, что случайная величина Х - это число появлений события А в n независимых испытаниях.
Общее число Х наступлений события А в
проводимых испытаниях состоит из чисел
наступлений события в отдельных
испытаниях. В том случае, если
![]() - число наступлений события в первом
испытании,
- число наступлений события в первом
испытании,
![]() -
во втором, ...,
-
во втором, ...,
![]() - в n -ом, общее число наступлений события
Х равно:
- в n -ом, общее число наступлений события
Х равно:
![]()
На основании четвертого свойства математического ожидания (математическое ожидание суммы двух случайных величин равно сумме математических ожиданий):
![]() [1]
[1]
В правой части данного равенства каждое
из слагаемых представляет собой
математическое ожидание числа появления
события в одном испытании, т.е:
![]() - это математическое ожидание числа
появлений события в первом испытании,
- это математическое ожидание числа
появлений события в первом испытании,
![]() - во втором и т.д.
- во втором и т.д.
На основании того, что математическое
ожидание числа наступлений события в
одном испытании равно вероятности
события, имеем
![]()
Если в правую часть равенства [1] подставить вместо каждого слагаемого р, получим:
что и требовалось доказать.
Пример. Вероятность попадания в цель при стрельбе из орудия равна р = 0,55. Найти математическое ожидание обще го числа попаданий, если произведено 20 выстрелов.
Рассматриваемые события являются независимыми, т.к. попадание при каждом выстреле не зависит от результатов других выстрелов. Следовательно, математическое ожидание общего числа попаданий при 20 выстрелах равно:
![]() попаданий.
попаданий.
Пусть осуществляется n независимых испытаний. В каждом из этих испытаний вероятность наступления события - А постоянна и равна р. Необходимо определить дисперсию числа появлений события А в этих испытаниях.
Теорема. Дисперсия числа наступления
события А в n независимых испытаниях, в
каждом из которых вероятность р появления
события постоянна, равна произведению
числа испытаний на вероятности наступления
и ненаступления события в одном испытании:
![]()
Пример. Пусть осуществляется 20 независимых испытаний. В каждом из этих испытаний вероятность р наступления события А равна 0,4. Необходимо рассчитать дисперсию случайной величины Х - числа появлений события А в этих испытаниях.
Дано: n=20, p=0,4.
Тогда вероятность ненаступления события А равна:
![]()
Отсюда дисперсия случайной величины Х равна:
![]()
Воронежский государственный технический университет
УДК 681.3
Р.Р. Попов Е.И. Асташева
Гибкие автоматизированные системы в производстве
Требования ускорения темпов социального и экономического развития нашей страны, скорейшего внедрения достижений науки и техники в производство привели к необходимости организационно-экономической перестройки в направлении создания более динамичных и интенсивных форм производства с учетом серийности выпуска продукции.
В связи с увеличением номенклатуры изготовляемой продукции и уменьшением жизненного цикла непрерывно совершенствуемых изделий возникла потребность в создании на основе научно-технических достижений таких форм производства, которые обеспечивают изготовление деталей небольшими партиями при сохранении производительности, качества и себестоимости, присущих автоматизированному крупносерийному производству. Необходимым условием создания таких гибких производственных систем является автоматизация всех этапов производственного процесса - начиная от проектирования изделия, включая подготовку производства и само изготовление, и кончая реализацией изделия в условиях изменения потребительского спроса.
Основой организации гибких автоматизированных систем следует считать перестройку программ управления оборудованием и технологическими процессами. Вначале получили развитие системы программного управления технологическими машинами и промышленными роботами, затем эти системы были переведены на управление от ЭВМ. Появились управляемые от ЭВМ автоматизированные склады со штабелерами, робокары и другие работающие по программе транспортные средства.
Применение микропроцессоров и микроЭВМ ускорило развитие систем программного управления, облегчило их встраивание в устройство управления и расширило функциональные возможности. Параллельно совершенствовались методы и средства автоматизированного проектирования объектов производства, подготовки последнего и систем управления им.
В дальнейшем эти составные элементы производственного процесса стали объединяться в общие совместно функционирующие автоматизированные системы.
Гибкость и оперативность проектирования изделий обеспечиваются широким применением ЭВМ с необходимыми внешними устройствами, включая дисплеи, графопостроители, чертежные автоматы и др.
При разработке технологических процессов с использованием средств вычислительной техники должны быть проанализированы возможные варианты и выбран оптимальный технологический процесс, так как автоматизировать имеет смысл лишь наилучшие технологии. При автоматизированном проектировании оснастки необходимо предусмотреть ее быстросменяемость, универсальность в пределах изготовления данной группы деталей, возможность автоматизации ее обслуживания.
Выбор технологической машины во многом определяется установленным оптимальным технологическим процессом (операцией). Выполняющая свою основную функцию - осуществление взаимодействия инструмента и заготовки - технологическая машина, кроме того, должна быть оснащена автоматизированной системой управления, регулирования и переналадки, обеспечивать быструю смену инструмента или иметь собственное устройство с набором сменяемого инструмента. Взаимосвязанные между собой элементы производственного процесса оснащаются иерархической системой управления со своим центром в виде ЭВМ соответствующего класса.
Воронежский государственный технический университет
УДК 681.3
Е.Н. Кордюкова А.А. Пак
СРЕДСТВА АВТОМАТИЗАЦИИ УПРАВЛЕНЧЕСКИХ ПРОЦЕССОВ
Системы автоматизации деловых процессов основываются на комплексном подходе к решению задач управления: в той или иной мере поддерживают реализацию всех основных функций управления: планирования, организации, активизации, координирования и контроля.
Система управления может быть разделена на управляющую и управляемую подсистемы. Управляющая подсистема занимается выработкой управленческих решений. Управляемая подсистема является исполнителем этих решений. Важный показатель эффективности взаимодействия управляющей и управляемой подсистем - обратная связь. Обратная связь - информация о результатах управленческого воздействия. Управляющая подсистема получает ее от управляемой в виде разнообразных отчетов (документированных и устных). Такая информация помогает оценить полученные результаты и служит основой для выработки новых решений, корректирующих или развивающих предыдущие.
Средства автоматизации управленческих процессов (на схеме средства workflow) служат интегрирующим средством при обеспечении взаимодействия управляющей и управляемой подсистемы, которое строится следующим образом.
Организация процесса производства приводит к формированию некоторых структур (организационной, производственной, структуры взаимоотношений и т. п.). Эти структуры вытекают из сущности и содержания деловых процессов. Они закладываются в модель делового процесса на этапе внедрения системы автоматизации, что проявляется в построении карты делового процесса, описывающего жесткую маршрутизацию, а также в назначении ролей, определении групп участников процесса и т.д. Таким образом, действующая система автоматизации деловых процессов поддерживает заданный способ функционирования аппарата управления.
Полученная при внедрении системы модель деловых процессов не является статичной. Предприятие может выжить и эффективно функционировать только в том случае, если будет чутко реагировать на преобразования внешней и внутренней среды. Эти изменения отражаются на организации деловых процессов внутри предприятия. В этом случае задачей системы автоматизации деловых процессов становится своевременное отображение происходящих изменений. При этом особое значение приобретает тот факт, что обновление системы не требует ее перепрограммирования. Изменения вносятся по ходу дела непосредственными пользователями системы, делая ее весьма чувствительной к нововведениям.
По результатам планирования строится план действий. В рамках активизации руководство формулирует поручения и распоряжения, призванные реализовать полученный план. С помощью системы автоматизации руководитель оформляет распоряжения в виде работ. При этом создается описание работы, включающее сроки ее начала, завершения и другие характеристики. Если выполнение работы требует ознакомления с тем или иным документом, представленным в электронной форме, то он может быть прикреплен к описанию работы и в дальнейшем будет передан пользователю. При параллельной маршрутизации работа может направляться сразу нескольким исполнителям.
Система автоматизации передает инициированные работы исполнителям согласно описанным характеристикам, соблюдая сроки передачи, вид маршрутизации и другие заданные условия. Исполнитель, получив задание, приступает к его выполнению. При этом он может сформировать новые работы, как части выполняемой, если ему даны такие полномочия, привлечь к исполнению работы дополнительных участников. При необходимости уточнения задания или оперативного согласования можно воспользоваться функцией системы аналогичной электронной почте, передав соответствующий запрос.
При переходе работы от одного участника к другому к ней могут добавляться новые данные. Такие данные появляются в системе двумя способами: непосредственно вводятся исполнителем в экранную форму, описывающую работу, или генерируются системой самостоятельно. Во втором случае имеются в виду данные о сроках прохождения работой очередного этапа, текущем статусе работы (инициирована, завершена, отложена), ее местонахождении и т.п. Система автоматизации делового процесса обеспечивает передачу такой информации в режиме реального времени, поддерживая оперативную обратную связь между инициатором работы и ее исполнителем. При этом устраняется возможность потери необходимых данных, значительно сокращается время их передачи по сравнению с бумажной технологией организации работ.
Полученная информация служит основой для выработки решений: по координации делового процесса и по результатам контроля. Новые решения вновь оформляются в виде работ, запускающих новую итерацию работы системы. Использование систем автоматизации деловых процессов позволяет значительно повысить уровень этих решений, благодаря своевременному информированию руководства о состоянии дел.
Функционирование автоматизированной системы позволяет создать и поддерживать четкую технологию жизнедеятельности всего аппарата управления. Оно способствует надлежащей организации работ, совершенствует обратные информационные связи, укрепляет трудовую дисциплину и повышает организационную культуру.
Воронежский государственный технический университет
УДК 681.3
И.С. Малышева Е.Н. Кордюкова
СУЩНОСТЬ И СОДЕРЖАНИЕ ПОНЯТИЯ ДИСТАНЦИОННОЕ ОБУЧЕНИЕ
Дистанционное обучение и дистанционное образование - новое явление в педагогике.
Дистанционное обучение - это целенаправленный процесс интерактивного взаимодействия обучающих и обучающихся между собой и со средствами обучения, инвариантный (индифферентный) к их расположению в пространстве и времени, который реализуется в специфической дидактической системе.
В определение включено в качестве системообразующего элемента понятие дидактическая система, которая в данном случае включает 12 элементов и является их логическим развитием применительно к ДО, учитывая: современный уровень развития педагогики как науки и практики; развитие научно-технического прогресса (особенно новых информационных технологий); особенности социально-экономического и нормативно-правового состояния дел в России.
Педагогическая дидактическая система в которой реализуется процесс ДО состоит из 12 элементов, которые названы как: (1)- цель, (2)- содержание, (3)- обучающие, (4)- обучаемые, (5)- методы обучения, (6)- информационно-образовательная подсистема (средства обучения), (7)- формы обучения, (8)- учебно-научная материальная подсистема, (9)- финансово-экономическая подсистема, (10)- нормативно-правовая подсистема, (11)-идентификационно-контрольная, (12)-маркетинговая.
Необходимо особо подчеркнуть, что особенность ДО, в частности, не в том, что в нем представление и обмен учебной информацией осуществляется исключительно с помощью средств новых информационных технологий (компьютеров, телекоммуникаций и др.). А в том, что при ДО, и это важно, меняется содержание всех элементов дидактической системы. Это положение подтверждается теоретической и практической работой Лаборатории ДО РАО под руководством Е.С. Полат, а также Международного центра ДО «ЛИНК», где утверждается, что ДО - это симбиоз очного и заочного обучения, использующего концепцию проблемного обучения, индивидуального подхода, деловые игры и другие методы активного обучения. При ДО обеспечивается высокоэффективное фундаментальное обучения без отрыва от производства при очень высокой доступности и малой стоимости.
Как следствие проведенного анализа и логических рассуждений, приведем определение дистанционного образования, отражающего взгляд автора на эту проблему.
Дистанционное образование - это система в которой реализуется процесс дистанционного обучения и осуществляется индивидуумом достижение и подтверждение образовательного ценза.
Конечно, для полного и правильного понимания сущности этого определения его необходимо приводить вместе с определением дистанционного обучения, приведенным выше.
Литература
Вдовюк В.И., Шабанов Г.А. Педагогика высшей школы:современые проблемы. -М: ВУ, 1996, -68с.
Давыдов Н.А. Педагогика -М: ИЭП, 1997, -134с.
Дистанционное образование // Проблемы информатизации высшей школы. Бюллетень, 1995 г., № 3.
Домрачев В.Г. Дистанционное обучение: возможности и перспективы // Высш. образ. в России, № 3, 1994 г.
Воронежский государственный технический университет
УДК 681.3
А.В. Паринов, А.Е. Малкин
ПРОЕКТИРОВАНИЕ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ ОБЕСПЕЧИВАЮЩЕЙ ТРЕБУЕМОЕ КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛИ
Созданная автоматизированной системы качества представляет собой высокоэффективный инструмент инженера – технолога, которая избавляет его от многих рутинных операций вычисления, к тому предоставляя доступ к базе знаний более высококвалифицированных специалистов. Современные условия производства предъявляют к таким система ряд требований, одним из которых является способность принимать и обрабатывать входную информацию в удобном для человека виде.
Учитывая вышесказанное, была выявлена актуальность разработки данной системы.
К разрабатываемому программному средству предъявлялись следующие требования: быстрая обработка запроса и вывод результатов; гибкий интерфейс, который не требует перекомпиляции программы при изменении вводимых значений; максимальная простота интерфейса, интерфейс должен быть разработан в расчете на пользователя невысокой квалификации; возможность встраиваемости данного программного модуля в подсистему САП и системы более высокого уровня; невысокие требования к аппаратным средствам и программному обеспечению, которое требуется для работы программы; возможность сохранения полученных при помощи автономного модуля программы расчетных данных в виде специального типа файла; возможность просмотра сохраненных результатов; просмотр баз данных средствами рассматриваемого программного средства; оптимизация интерфейса с точки зрения эргономики; простота в установке и настройке программного средства
Вся система работает на анализе работы подсистемы и постоянных запросов к базе данных.
Особое внимание уделяется правильному и корректному проектированию с точки зрения технолога. Система к примеру не позволит проектировать производство детали, если для ее обработки выбран техпроцесс имеющий не оптимальную шероховатость поверхности .
Также система говорит пользователю, какие конкретно параметры некорректны и как они повлияют на дальнейшую работу.
Из вышеизложенных требований к проектирующей подсистеме можно сделать вывод о входных и выходных данных.
Входные данные:
-обрабатываемый материал;
-способ обработки заготовки;
-длина поверхности;
-ширина поверхности;
-высота поверхности;
-шероховатость;
-марка материала;
Выходные данные:
-допуск;
-предельный минимальный размер припуск;
- предельный максимальный размер припуск;
-допуск по переходам;
-расчетный размер;
-расчетный припуск;
-высота;
-требуемая шероховатость.
Воронежский государственный технический университет
УДК.681.3
Д.Е. Пачевский
Сущность самостоятельной работы студентов
Учебный процесс предполагает два основных элемента:
передача информации от обучающего к обучающемуся;
усвоение информации.
Второй элемент учебного процесса – усвоение информации - тесным образом связан с самостоятельной работой студентов (СРС). Рассматривая методологическую сущность СРС, необходимо подходить к ней комплексно, учитывая все ее возможные аспекты.
Самостоятельная работа:
1) задания, характерные для периода производственной практики (стажировки), когда деятельность студентов носит самостоятельный, независимый от руководителя характер. Основной целью при этом является формирование профессиональной самостоятельности студентов;
2) форма организации теоретического обучения, сущность которой заключается в самостоятельной познавательной деятельности. Является одним из важнейших средств подготовки студентов к активной самообразовательной работе; осуществляется как в ходе аудиторных занятий, так и во внеурочное время. Распространены следующие формы внеурочной работы: работа с учебной и справочной литературой; выполнение заданий по циклам дисциплин; конкурсное выполнение заданий; изучение новой техники, технологии на базовых предприятиях, в лабораториях.
Самостоятельная домашняя работа – форма обучения, имеющая целью закрепление полученных на занятиях знаний, умений и навыков, самостоятельное усвоение доступного материала и дополнительной информации, выполнение творческих работ.
Поскольку образование специалиста немыслимо без активной роли самого обучающегося, то можно утверждать, что самостоятельная работа студентов (СРС) – часть учебного процесса, выполняемая студентами с целью усвоения, закрепления и совершенствования знаний и приобретения соответствующих умений и навыков, составляющих содержание подготовки специалистов.
Государственные образовательные стандарты подготовки бакалавров и специалистов определяют общие объемы часов, отводимых на изучение отдельных дисциплин или их блоков, при этом средняя аудиторная нагрузка студента составляет 27 часов (СПО- 36 часов). В связи с этим работа по руководству СРС является одной из основных нагрузок преподавателя.
Главным документом, определяющим организацию и содержание обучения по конкретным областям знаний, является рабочая программа учебной дисциплины. Рабочая программа отражает единство всех сторон учебного процесса: теоретического курса, лабораторно-практических занятий, внеаудиторной работы студентов, учебно-методического обеспечения дисциплины, ее взаимосвязь с другими дисциплинами, предусмотренными учебным планом. В разделе самостоятельной работы студентов необходимо указывать виды и содержание индивидуальных заданий, сроки их выполнения и методы контроля.
При планировании самостоятельной работы следует учитывать следующие принципы: научность; систематичность, преемственность и последовательность; доступность; посильность; единство теории и практики; индивидуализация заданий с учетом особенностей студента; учет трудоемкости дисциплин.
Воронежский государственный технический университет
УДК 681.3
В.В. Проскурин А.В. Старцев
ЭВОЛЮЦИЯ АЛГОРИТМИЧЕСКИХ ЯЗЫКОВ ПРОГРАММИРОВАНИЯ.
Если кратко проследить эволюцию алгоритмических языков программирования, то станет очевидным, что прогресс их развития направлен в сторону «очеловечивания» первоначального машинного языка. Круг современных языков непрерывно сужается и стабилизируется. Видоизменяется также и процесс программирования, причем наблюдается переход от привязки к какому-то конкретному языку (когда он применяется как инструмент для написания программы) к зависимости от конкретной среды программирования (когда в ней с учетом специфики решаемой задачи и используемых данных может быть применен тот или иной язык).
Думается, что вскоре произойдет окончательный переход на универсальные компиляторы, благодаря чему разработчик ПО сможет сосредоточиться на логике алгоритма своей программы и не заботиться о синтаксисе конкретного алгоритмического языка программирования. Тогда можно будет автоматизировать построение алгоритма. Все это в конечном итоге приведет к новому этапу взаимодействия между пользователем и компьютером. Сегодняшний компьютер из инструмента для создания и воплощения программных продуктов превратится в разумного электронного помощника, способного общаться с человеком на естественном языке в процессе совместной работы. Причем пользователь будет формулировать свои задачи перед компьютером на естественном языке без «посредника», т. е. без прикладного программиста, место которого займет эксперт в данной области знаний, необходимый для постоянного пополнения банка знаний машины.
В нашей системе сделана попытка освободить пользователя от изучения каких-либо исходных специфических языков описания и сформулировать задачу на естественном языке. Но поскольку такой язык очень противоречив и многообразен, то пришлось ввести определенные ограничения.
Действия должны выполняться в следующей последовательности:
анализ текста задачи на ограниченном естественном языке;
построение плана решения задачи;
составление алгоритма решения по этому плану;
создание текста на целевом алгоритмическом языке программирования, отражающем полученный алгоритм.
Каким же образом данные процессы взаимодействуют? Из каждого процесса, исключая первый, можно возвращаться на предыдущие. Взаимосвязь происходит через БД, информация в которых создается на основе исходных данных, БЗ и взаимодействия с пользователем. Полные сведения о предметной области в БЗ, естественно, содержаться не могут, они накапливаются постепенно в результате решения множества задач. В создаваемом комплексе программ поставлена цель добиться его самообучения в процессе взаимодействия с пользователем при решении конкретной задачи. Необходимый минимум знаний о предметной области формируется заранее.
В результате получается функциональная семантическая сеть, в которой хранятся обозначения, законы, правила, алгоритмы и формулы, необходимые для последующего построения плана решения исходной задачи. Они соответствуют понятиям или совокупности понятий в семантической сети понятий. Здесь имеется в виду, что могут быть такие понятия в семантической сети понятий, которым соответствуют некоторые фрагменты функциональной семантической сети. Причем отдельным фрагментам функциональной сети могут соответствовать несколько понятий в сети понятий. В сложных случаях некоторые вершины функциональной семантической сети могут также являться фрагментами функциональной семантической сети более низкого уровня. Процесс построения функциональной семантической сети для нашего случая более простой.
К выходной информации процесса построения плана решения задачи относятся файл с планом решения задачи, дополненные семантические сети в БЗ и семантическая сеть плана решения. Она представляет собой модифицированную семантическую сеть задачи с замененными на определенные символы целевыми и указательными словами, дополненную законами, правилами, алгоритмами, формулами, которые должны использоваться в процессе решения задачи.
Цель процесса порождения алгоритма по плану решения задачи — создание алгоритма на языке описания алгоритмов (ЯОА) на основе правил, содержащихся в плане решения задачи. Этот ЯОА разработан на основе языка схем программ В. Е. Котова и В. К. Сабельфельда. Он представляет собой формализованный язык с элементами естественного. Алгоритм, написанный на ЯОА, достаточно детально отображает устройство программы, а точнее, ее логическую структуру. При проектировании такого алгоритма применяется элементарный (по сравнению с алгоритмическими языками программирования) синтаксис ЯОА, исключающий описание структуры (типов) данных, которые при этом используются. Следует отметить, что несмотря на свой довольно простой синтаксис, ЯОА позволяет строить логически сложные, вложенные конструкции.
Таким образом, процесс порождения алгоритма в основном заключается в перекодировании символьного обозначения вершин и дуг простых фрагментов или отдельных составляющих сложных фрагментов семантической сети плана решения задачи в операторы или группы операторов ЯОА. Для формул во встроенных справочниках, а также для ряда целевых слов в соответствующей таблице приведены уже готовые алгоритмические конструкции операторов, используемые в процессе перекодировки. Выходная информация — текст алгоритма на ЯОА в виде файла.
На основе полученного алгоритма решения задачи реализуется процесс построения готовой программы на целевом процедурном языке программирования. Данный процесс выполняет заключительный программный блок, построенный по классической схеме обычного однопроходного компилятора, рассмотрение принципов работы которого не представляет особого интереса. В результате на выходе получается эффективный код псевдопрограммы, легко переводимый на любой процедурный язык программирования с заранее известным для него синтаксисом.
Воронежский государственный технический университет
УДК 681.3
Д.С. Орлов
СОЦИАЛЬНАЯ ТЕХНОЛОГИЯ «ПРОЗРАЧНЫЙ БЮДЖЕТ» КАК ИННОВАЦИЯ, ИНИЦИИРУЕМАЯ НЕКОММЕРЧЕСКИМИ ОРГАНИЗАЦИЯМИ (НКО)
Технология (греч. techne – искусство и logos – слово, учение) – способ преобразования вещества, энергии, информации. Технология воплощает в себе методы, приемы, последовательность операций и процедур, совокупность которых образует технологический процесс.
Будучи одним из видов технологии социальная технология представляет собой способ организации и упорядочения целесообразной практической деятельности, совокупность приемов, направленных на преобразование какой-либо социально-экономической системы (объекта) с целью достижения заданных результатов. Социальная технология, как и любая другая, алгоритмизирует деятельность и поэтому может быть многократно применена, тиражирована для решения определенных задач. Результаты тиражирования достигаются посредством трансляции профессиональной культуры, лежащей в основе данной технологии. При этом в социальных технологиях технологическая деятельность направлена на трансформацию знаний о системе (объекте) в средство практической деятельности, связанной с реальным участием граждан, групп интересов и т.д. в управлении на правах полноправного партнера. С учетом сказанного социальная технология «Прозрачный бюджет» – комплекс методически описанных действий, позволяющих специалистам, прежде всего из третьего сектора осуществлять общественное участие в бюджетном процессе с целью повышения эффективности бюджетного процесса и достижению лучшего социального эффекта. Социальная технология «Прозрачный бюджет» как комплексная технология включает в себя основные и обеспечивающие технологии.
Основные: технология оценки и анализа прозрачности бюджета и бюджетного процесса; технология прикладного бюджетного анализа; технология общественного участия.
Обеспечивающие: образовательные технологии; технологии внесения законодательных инициатив, расширяющих возможность общественного участия в бюджетном процессе.
Такое разделение обусловлено следующими обстоятельствами: чтобы реализовалось общественное участие, общественность должна обладать знаниями по конкретным социальным проблемам, решение которых предусмотрено за счет бюджетного финансирования. Для этого необходим прикладной бюджетный анализ, который возможен, только если бюджетный процесс прозрачен, бюджетная информация доступна для НКО и экспертов. Поэтому социальная технология «Прозрачный бюджет» реализуется только тогда, когда имеют место три тесно взаимосвязанные между собой основные технологии.
Образовательные технологии создают условия для эффективного продвижения данной социальной технологии путем повышения квалификации и профессионализма представителей власти и НКО в области прозрачности бюджета и межсекторного взаимодействия, расширяют законодательное и информационное поле общественного участия в бюджетном процессе.
Инновационный характер социальной технологии «Прозрачный бюджет» определяется следующими ее характеристиками:
технология как форма социальных отношений основана на межсекторном взаимодействии, при котором граждане (население), представляющие их интересы организации из объекта управления становится субъектом управления, участвующим в принятии решений;
технология как единство программного, интеллектуального, методического, финансового обеспечения встроена в сеть социально-экономических и политических отношений на данной территории (бюджет как финансовый, политический, экономический, социальный инструмент);
технология изменяет качественный характер управленческих задач в области бюджетной политики, их выполнение, финансовые и информационные потоки, а также оказывает влияние на требуемую квалификацию во всех трех секторах (власть, НКО, бизнес), стили управления и коммуникаций, воздействует на организационную культуру;
технология в отличие от традиционно используемых, совершенствование которых позволяет решать те же задачи и теми же способами, но более продуктивно, создает условия для решения социальных проблем «по-другому», с учетом интересов потребителей социальных услуг на условиях равноправного партнерства;
в основе технологии - междисциплинарный подход, поскольку ее разработка и освоение основаны на использовании различных областей знания: экономка, финансы, право, менеджмент, политология, социология, психология и др.
Отличительная особенность социальной технологии «Прозрачный бюджет» в том, что она инициирована НКО и в настоящее время практически не представлена в системе формального образования, в академической науке. Данный факт – свидетельство того, что некоммерческий сектор в России, хотя и находится в стадии становления, уже имеет позитивный опыт, который целесообразно передать в систему формального образования с тем, чтобы готовить будущих чиновников, представителей некоммерческого сектора и бизнеса к практической работе в условиях межсекторного взаимодействия
Воронежский государственный технический университет
УДК 681.3
А.С. Кольцов А.А. Бойко
автоматизация конструкторского проектирования проходных упорных резцов
Одним из важнейших путей совершенствования подготовки производства является создание комплексных автоматизированных систем подготовки производства инструмента. Главной особенностью таких систем является то, что в них объединены основные этапы работ, связанные с проектированием инструмента и технологии его изготовления
При проектировании инструмента с помощью ЭВМ используются расчетные методы, дающие возможность определить параметры инструмента в соответствии с определенными математическими зависимостями
Задача проектирования проходных упорных резцов как определение геометрических параметров на основе эмпирических соотношений, так и поиск взаимосвязи конструкционных особенностей резца, обрабатываемого материала и характера обработки в справочной литературе.
Решение задачи выбора оптимального варианта конструкции значительно упрощается при использовании диалоговых алгоритмов, позволяющих проектировщику определять наиболее подходящий для заданных условий вариант инструмента с учетом конструктивных особенностей, технологии изготовления и т. п.
Для полного проектирования инструмента используется принцип поэлементного конструирования в сочетании с решением задач типа «поиск».
Решение задач типа «поиск» осуществляется методами анализа и синтеза.
При проектировании инструмента с помощью ЭВМ, кроме вычислительных задач, имеет место решение логических задач, которые связаны с выбором элемента из множества известных конструктивных элементов на основе анализа множества условий, определяющих этот выбор. Таким образом, является целесообразным создание программного комплекса автоматизированного конструкторского проектирования проходных упорных резцов, основной функцией которого является расчет геометрических параметров стандартизованных проходных упорных резцов и построение чертежа в системе AutoCAD.
Реализация программного комплекса осуществлена на базе среды ООП Delphi 7.0, с использованием базы данных технологии «клиент - сервер». В качестве СУБД предпочтение было отдано приложению MS SQL Server. На основе оценки целесообразности применения более сложных или более примитивных систем принято решение о достаточности возможностей для решения поставленной задачи конструкторского проектирования упорных проходных резцов.
В роли одного из компонентов лингвистического обеспечения выступает язык Visual LISP системы AutoCAD, с помощью которого происходит автоматизированное построение чертежа инструмента с указанием всех размерных и технических характеристик. Простота использования и синтаксис языка Lisp обусловили предпочтения его по сравнению с Visual Basic
Основной особенностью разработанного программного комплекса является использование в качестве математического аппарата, описывающего конструкцию резца, параметрической табличной модели объекта. На базе которой, и происходит построение чертежа по параметрам, рассчитанным в управляющей программе.
Внедрение программного комплекса автоматизированного проектирования упорных проходных резцов позволяет снизить затраты инженерного труда, связанного с проведением проектных работ в сфере проектирования и изготовления инструментов, повысить качество проектных работ
Воронежский государственный технический университет
УДК 681.3
А.А. Пак О.В. Собенина А.Н. Чекменев
ТЕОРЕМА ЛЯПУНОВА (ЦЕНТРАЛЬНАЯ ПРЕДЕЛЬНАЯ ТЕОРЕМА ТЕОРИИ ВЕРОЯТНОСТИ)
При проведении какого-либо статистического исследования, со сбором данных об изучаемом количественном признаке, всегда сталкиваются с проблемой ошибочности наблюдений. Данная проблема может быть вызвана как несовершенством методов и инструментов, используемых при проведении статистического исследования, так и заранее предусмотренными факторами. Поэтому и возникла задача исключения подобных ошибок наблюдения.
Ошибки, которые могут возникнуть в ходе статистического наблюдения, делятся на ошибки систематические и ошибки случайные.
Систематические ошибки наблюдения - это ошибки, которые вызваны несовершенством методов и инструментов, применяемых при проведении исследования.
Теоретически все систематические ошибки наблюдения могут быть исключены.
Случайные ошибки наблюдения - это ошибки, которые возникают под воздействием целой совокупности случайных факторов, причем каждый из этих факторов в отдельности вызывает частичную ошибку, а результатом совместного действия всех случайных факторов является суммарная случайная ошибка, которую необходимо оценить.
Предположим, что осуществляется серия наблюдений некоторой случай величины Х.
Ошибки, которые возникают в ходе
проводимых наблюдений данной случайной
величины, формируются под воздействием
множества независимых факторов
![]() где
где
![]() .
.
В этом случае ошибка
![]() ,
возникающая при наблюдении случайной
величины Х, может быть охарактеризована
следующим образом:
,
возникающая при наблюдении случайной
величины Х, может быть охарактеризована
следующим образом:
![]()
где
![]() - это закономерность образования ошибки.
- это закономерность образования ошибки.
В случае, если функция
закономерности образования ошибки
удовлетворяет условию дифференцируемости
по совокупности всех переменных, тогда
функция
может быть представлена по формуле
Тейлора, т.е.:
![]() .
.
Первое линейное приближение ошибки
является суммой независимых случайных
величин:
![]() .
.
Ошибка наблюдений является случайной величиной, поэтому для наиболее точной характеристики данной величины необходимо знать закон распределения вероятностей случайной величины . Решение поставленной проблемы было найдено русским математиком А.М. Ляпуновым, который открыл центральную предельную теорему теории вероятностей. Рас смотрим следствие из теоремы Ляпунова.
Если случайная величина Х - это сумма очень большого числа попарно независимых случайных величин, влияние каждой из которых на всю сумму ничтожно мало, то случайная величина Х подчиняется закону распределения, который близок к нормальному закону распределения вероятностей случайной величины.
Пример. Предположим, что осуществляется серия наблюдений некоторой физической величины. Каждое из проводимых наблюдений дает лишь, приближенное значение изучаемой величины, потому что на результат наблюдения оказывает влияние совокупность множества независимых случайных факторов (например, сила ветра, температура, колебания прибора и др.). Каждый из этих случайных факторов вызывает весьма малую частную ошибку, но их совокупное воздействие на результат наблюдения вызывает уже ощутимую суммарную ошибку.
Если суммарную ошибку рассматривать как сумму очень большого числа попарно независимых частных ошибок, следовательно, можно сделать вывод, что суммарная ошибка подчиняется закону распределения, который близок к нормальному закону распределения вероятностей.
Воронежский государственный технический университет
УДК 681.3
П.А. Бувака Е.И. Асташеа
ПРОЕКТИРОВАНИЕ СЕКЦИИ ОБСЛУЖИВАНИЯ ИНСТРУМЕНТА ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ ПРЕДПРИЯТИЙ
Участок инструментальной подготовки автоматизированного производства включает в себя, как правило, две секции [5]: секцию сборки и настройки инструмента и секцию обслуживания инструментом рабочих мест (встречается определение как инструментально-раздаточная кладовая (ИРК)).
Секция сборки и настройки инструментов предназначена для сборки и настройки комплектов инструментов, а также передачи настроенного инструментов в секцию обслуживания инструментами рабочих мест (ИРК).
Секция обслуживания инструментами предназначена для своевременного обеспечения производственных участков настроенными инструментами в соответствии с производственной программой. В состав секции входят:
- участок хранения и комплектации инструментов;
- участок доставки инструмента к рабочим местам;
- участок разборки отработавшего инструмента.
Остальные функции системы инструментообеспечения, такие как восстановление (заточка) инструмента, ремонт вспомогательной оснастки и др., входят в задачи служб централизованного инструментального склада (ЦИС).
Расчет и построение участков инструментального обеспечения производится исходя из потребного числа оборотного фонда инструментов производственных участков по выполнению производственной программы цехом.
Расчет величины оборотного фонда инструментов. При построении системы инструментообеспечения автоматизированных производственных участков за основу принята система централизованного обеспечения технологического оборудования комплектами заранее настроенных инструментов в соответствии с производственной программой выпуска, а также выполнение всех вышеуказанных функций системы инструментообеспечения.
Номенклатуру режущего инструмента устанавливают исходя из разработанных технологических процессов изготовле-ния изделий, а их количество определяют следующим образом.
Минимальную величину оборотного фонда режущего инструмента Нф каждого типоразмера определяют по формуле [5]: Нф = И1 + И2 + И3, где И1 – число комплектов инструмента на рабочем месте, шт.; И2 – число комплектов на восстанов-лении и настройке, шт.; И3 – страховой запас в системе инструментообеспечения, шт.
Максимальный оборотный фонд инструмента Н = Нф + Нн, где Нн – норма расхода инструмента за выбранный проме-жуток времени, шт.
Оборотный фонд вспомогательного инструмента устанавливают из расчета два комплекта в секции обслуживания, два комплекта настроенного инструмента на каждый станок.
Из общего времени технологического процесса выявляют время формообразования каждым типоразмером инструмента и опре-деляют декадную норму расхода следующим образом: Нн = Тс.ф / Тд, где Тс.ф – суммарное время формообразования данным типоразмером инструмента всех деталей за декаду, ч; Тд – действительное время службы данного типоразмера инструмента (С учетом всех возможных повторных заточек), ч.
Доставка и установка режущего инструмента в станках токарной группы осуществляется в основном транспортными рабочими. При автоматической доставке инструментальный блок на рабочую позицию поступает в таре в строго фиксированном положении Проектирование секции сборки и настройки инструмента. Основные настроечные размеры инструментов для станков токарной группы, осуществляемые вне станка на специальных приборах в секции сборки и настройки инструментов.
Кроме приборов для настройки режущего инструмента секцию сборки и настройки инструмента оснащают стеллажами для хранения инструмента и технической документации, контрольными плитами, дисплеями связи с ЭВМ системы инстру-ментообеспечения и др.
Проектирование секции обслуживания инструментов рабочих мест (ИРК). Участок хранения и комплектования инструментов и технической документации. На участке хранения и комплектования инструментов и технической документации осуществляются следующие работы: получение инструмента и технической документации к нему из ЦИСа; поддерживание оборотного фонда в пределах от минимального до максимального; подбор режущих, вспомогательных, измерительных инструментов, технической документации согласно заданиям на настройку; доставка подобранных инструментов, карт настройки, заданий на настройку в секцию сборки и наладки.
Комплекс работ по подготовке комплектов инструмента выдается ЭВМ системы инструментообеспечения, работающей во взаимосвязи с автоматизированной системой управления технологической подготовкой производства (АСУ ТП).
Участок доставки инструментов к рабочим местам. На участок доставки инструментов к рабочим местам инстру-мент поступает из секции сборки и настройки, где слесарь-комплектовщик доукомплектовывает их мерительным инстру-ментом и в таре на ручных тележках доставляет к работающим станкам комплекса. Участок разборки отработанного инструмента. На участке разборки отработавшего инструмента осуществляют разборку отработавшего инструмента, заменяя при этом затупленные пластины в инструментах с механическим креплением, и сортировку инструмента по степени его дальнейшей пригодности (восстановление заточкой, контроль настроечных разме-ров, ремонт, выбраковка и др.). Эти работы выполняются слесарями-инструментальщиками и слесарями-комплектовщиками.
Воронежский государственный технический университет
УДК 681.3
И.С. Малышева О.В. Собенина
ТЕХНИЧЕСКАЯ ПРОГРЕССИВНОСТЬ КАК ПРИЗНАК ИЗОБРЕТАТЕЛЬСКОГО УРОВНЯ
"Изобретению предоставляется правовая охрана, если оно является новым, имеет изобретательский уровень и промышленно применимо."
"Изобретение имеет изобретательский уровень, если оно для специалиста явным образом не следует из уровня техники."
Согласно действующему патентному законодательству наличие изобретательской деятельности должно признаваться, если изобретение не вытекает очевидным образом для специалиста из уровня техники.
Для обоснования соответствия изобретения критерию "изобретательская деятельность" все в большей мере начинает использоваться понятие технической прогрессивности. Это правильно, так как техническая прогрессивность и основанный на ней коммерческий успех "составляют сущность патентной охраны".
Техническая прогрессивность рассматривается как важный признак наличия изобретательской деятельности. Такой подход позволяет решить вопрос о том, следует ли при оценке изобретательской деятельности исходить из поставленной задачи. Задачей изобретения в большинстве случаев является устранение недостатков прототипа либо достижение определенных преимуществ по сравнению с прототипом. Если эти преимущества обеспечивают техническую прогрессивность и в конечном итоге также коммерческий успех, то соответствующему изобретению нельзя отказать в наличии необходимой для установления патентоспособности изобретательской деятельности.
Чтобы предприниматели не лишались возможности получения патентной охраны на изобретения, реализуемые ими на практике, понятие "изобретательский уровень" ("неочевидность") должно наполняться доказуемыми фактами. Речь идет о том, чтобы:
при оценке творческого содержания изобретения после установления его новизны проводить сравнение между действиями изобретателя либо его правопреемника и их конкурента, например спрашивать подателя протеста, почему он не создал данное изобретение, обладающее (непременное условие) прогрессивностью, возложив тем самым на него бремя доказывания;
при экспертизе на изобретательскую деятельность исходить из того, что на момент подачи заявки для всех был одинаковый уровень техники и одинаковая ситуация на рынке;
анализировать, как (в каком направлении) последующие авторы совершенствовали объект, составивший прототип изобретения;
исходить из презумпции неочевидности изобретения, если прототип был доступен в течение определенного времени (хотя бы несколько лет) и доказано существование рыночной потребности;
принимать во внимание, что все предшествующие авторы являются специалистами со способностями выше средних, т. е. изобретателями;
исходить из того, что неочевидность изобретения следует определять относительно "мозаики" из нескольких печатных публикаций, отдельные элементы которой не имеют никакого отношения к задаче, решаемой проверяемым изобретением.
Хотя техническая прогрессивность не является самостоятельным критерием патентоспособности, однако, дальнейший технический прогресс, безусловно, является одной из наиболее важных целей патентной системы. Несомненно, что при отсутствии технической прогрессивности не может быть патентоспособного изобретения.
Воронежский государственный технический университет
УДК 681.3
А.В. Паринов, П.О. Манин
ШЕРОХОВАТОСТЬ, КАК ГЕОМЕТРИЧЕСКОЕ СОСТОЯНИЕ ПОВЕРХНОСТИ
Прочность деталей зависит от шероховатости поверхности. Разрушение детали, особенно при переменных нагрузках, в большей степени объясняется концентрацией напряжений, вследствие наличия неровностей. Чем меньше шероховатость, тем меньше возможность возникновения поверхностных трещин от усталости металла. Отделочная обработка деталей (доводка, полирование и т. п.) обеспечивает значительное повышение предела их усталостной прочности.
Уменьшение шероховатости поверхности значительно улучшает антикоррозионную стойкость деталей. Это имеет особенно важное значение в том случае, когда для поверхностей не могут быть использованы защитные покрытия (поверхности цилиндров двигателей и др.).
Надлежащее качество поверхности играет немаловажную роль и в сопряжениях, отвечающих условиям плотности, герметичности, теплопроводности. С понижением шероховатости поверхностей улучшайся их способность к отражению электромагнитных, ультразвуковых и световых волн; уменьшаются потери электромагнитной энергии в волноводных трактах, резонирующих системах, уменьшается емкость электродов; в электровакуумных приборах уменьшается газопоглощеиие и газовыделение, облегчается очистка деталей от адсорбированных газов, паров и пыли.
Важной геометрической характеристикой качества поверхности является направленность штрихов — следов механической и других видов обработки. Она влияет на износостойкость поверхности, определенность посадок, прочность прессовых соединений. В ответственных случаях конструктор должен оговаривать направленность следов обработки на поверхности детали. Это может оказаться необходимым, например, в связи с направлением относительного скольжения сопряженных деталей или с направлением движения по детали струи жидкости или газа. Изнашивание уменьшается и достигает минимума при совпадении направления скольжения с направлением неровностей обеих деталей.
Высокой точности всегда отвечают малые шероховатости и волнистость поверхности. Это определяется не только условиями работы сопряженных деталей, но и необходимостью получения надежных результатов измерения в производстве. Уменьшение шероховатости поверхности вносит большую определенность в характер сопряжения, так как размер зазора (или натяга), полученный в результате контроля деталей, отличается от размера эффективного зазора или натяга, имеющего место в эксплуатации или при сборке. Эффективный натяг при сборке уменьшается, а зазор в процессе работы механизма увеличивается, причем тем больше и быстрее, чем более грубо обработаны сопрягаемые поверхности.
Малую шероховатость поверхности бывает необходимо использовать и для придания красивого внешнего вида детали или удобства содержания поверхностей в чистоте и т. п.
Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна. Требования к шероховатости поверхности не включают требований к дефектам поверхности (раковины и пр.), поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. В некоторых случаях допускается устанавливать требования к шероховатости отдельных участков одной поверхности, которые могут быть различными.
Воронежский государственный технический университет
УДК.681.3
Д.Е. Пачевский
Другие формы самостоятельной работы студентов
Следует обратить внимание на аудиторную СРС. Аудиторная СРС предполагает выполнение тестовых заданий, выступление с докладами на семинарских занятиях или научно-практических конференциях, участие в деловых играх, решение ситуационных и логических задач, разработка анкет и вопросников, письменные контрольные работы, выполнение лабораторных работ.
Рассмотренные выше формы СРС внесены в рабочую программу дисциплины и являются обязательными для выполнения всеми студентами, изучающими ее. Однако по дисциплине предусмотрены и другие дополнительные виды деятельности студентов, обеспечивающие не только систематическое изучение предмета, но и требующие внесения в работу элементов творчества.
К таким видам самостоятельной работы относятся, например:
написание рефератов по различным разделам дисциплины (причем выбор темы осуществляется, в основном, студентом самостоятельно с учетом его интересов, выбранного направления обучения, а также по тематике, предложенной самим студентом);
изготовление иллюстративного материала по дисциплине, где тема определяется преподавателем, а содержание и форма исполнения - самим студентом;
разработка студентами контрольных индивидуальных заданий: составление тестов, кроссвордов и прочих проверочных заданий;
создание автоматизированных контролирующе-обучающих модулей, где студенты сами составляют задания, определяют форму контроля и обучения, разрабатывают необходимые программные средства;
участие наиболее подготовленных студентов в научно-исследовательской работе кафедры, результаты которой докладываются на научных студенческих внутривузовских и региональных конференциях.
Выполнение этих видов работ не является обязательным для всех студентов, а предлагается им для более глубокого изучения разделов дисциплины. Разумеется, проделанная дополнительная работа оценивается добавочным числом баллов, причем, чем более самостоятельной и оригинальной является разработка, тем большим числом баллов она оценивается.
Выполнение всех видов самостоятельной работы способствует развитию у студентов навыков целостного представления о логике, методологии и методике изучения объекта и предмета дисциплины.
Воронежский государственный технический университет
УДК 681.3
В.В. Проскурин С.Г. Тагинцев
КРАТКИЙ ОБЗОР ПРОГРАММИРОВАНИЯ АРТ
Имя языка программирования АПТ (APT) происходит от начальных букв полного названия “Automatically Prodrammed Tools”, что в переводе означает “Автоматические программируемые станки”.
Язык АПТ ровесник ФОРТРАНа и так же, как последний, используется поныне. АПТ - первый язык программирования для применения в специализированной области, первый язык программирования операций обработки деталей на станках с числовым программным управлением (ЧПУ). Он разрабатывался в Массачусетском технологическом институте (МТИ) по контракту с ВВС США. Группу разработчиков возглавлял математик Дуглас Т. Росс.Работа по созданию языка началась в июле 1956 г.; в мае следующего года разработаны основы синтаксиса и семантики языка, близкие к английскому языку. В 1959 г. о языке АПТ было впервые сообщено на конференции в МТИ и в этом году, по-видимому, он впервые был применен в производственных условиях. В 1960 г. на машине IBM 704 был реализован улучшенный вариант языка - АПТ 2, а в последующие годы получила распространение версия языка - АПТ 5.
АПТ это не только язык станков с ЧПУ, но также и программа, которая выполняет расчеты по определению положений режущего инструмента в соответствии с операторами языка.
Система АПТ предназначена для программирования операций в трех мерном пространстве, причем ее можно использовать для управления станками, которые имеют до пяти управляемых сетей. Ее можно использовать для управления процессами разнообразных операций механической обработки.
Язык включает четыре типа операторов: геометрические операторы, операторы движения, операторы постпроцессора и вспомогательные операторы.
Геометрические операторы (их часто называют операторами определения) определяют геометрические элементы, которые составляют деталь.
Операторы движения применяются для описания траектории перемещения режущего инструмента.
Операторы постпроцессора используются применительно к конкретному станку и его системе управления для задания скорости подачи и резания и для учета других характеристик данного станка.
Вспомогательные операторы представляют собой различные команды, применяемые для определения типа деталей, инструментов, допусков и т. п.
Мощным средством языка АПТ является возможность использования макрооператоров, которые аналогичны заданию подпрограмм в ФОРТРАНе и других языках программирования. Они применяются в тех случаях, когда определенная последовательность движений повторяется многократно в процессе выполнения конкретной программы.
Цель использования “макроподпрограмм” заключается в уменьшении числа операторов в записи всей АПТ-программы. Что в конечном счете упрощает работу технолога-программиста и снижает затраты на программирования.
В 70-е и 80-е годы появились новые подходы к составлению управляющих программ для обработки деталей на станках с ЧПУ: применение в процессе программирования интерактивной машинной графики; речевое (голосовое) программирование (ввод операторов программы ЧПУ в компьютер производится технологом устно) и др.
При использовании интерактивной машинной графики процедура программирования реализуется на графическом терминале САПР/АПП. Используя геометрические данные, определяющие деталь в процессе автоматизированного проектирования технолог- программист строит траекторию движения инструмента (часто траектория инструмента автоматически формируется программными средствами САПР/АПП).
Выходными данными такой процедуры программирования является распечатка текста АПТ-программы, т. е. фактически массив положений режущего инструмента, который затем пропускается через программу постпроцессора с целью подготовки перфоленты для ЧПУ.
Создатель языка Д. Росс в дальнейшем стал инициатором использования ЭВМ в проектных работах. Под его руководством начиная с 1959 г. разрабатывался язык AED (ALGOL Extended for Design - АЛГОЛ, расширенный для проектирования), предназначенный для создания программ компьютерного проектирования деталей, сборка которых затем производилась на программно управляемых станках. Написанные им работы “Принципы AED для универсального компьютерного проектирования” и “Теоретические основы систем компьютерного проектирования” (в соавторстве с Дж. Родригесом) получили признание многих разработчиков САПР/АПП.
Символичным является присуждение в 1975 г. Д. Россу Обществом цифрового управления награды Жозефа Мари Жаккарда (французского изобретателя 19 века, который первый использовал перфорированную ленту для управления ткацкими станками). В число версий языка АПТ, специально предназначенных для конкретных приложений, входят языки APTURN (для операций токарной обработки), APTMIL (для фрезеровальных и сверлильных операций), APTPOINT (для операций, выполняемых “от точки к точке”).
Язык АПТ послужил основой для создания подобных языков во многих странах. В 1970 г. в США фирмой IBM по контракту с ВВС был разработан язык ADAPT (Adaptation of APT - Адаптация АПТ). Язык не такой мощный как АПТ, но зато может применяться для программирования как позиционных, так и контурных задач.
Воронежский государственный технический университет
УДК 681.3
Д.С. Орлов В.В. Сокольников
СРЕДСТВА ИНФОРМАЦИОННО-КОММУНИКАТИВНЫХ ТЕХНОЛОГИЙ ПРИ ОБУЧЕНИИ ИНФОРМАЦИОННЫМ ТЕХНОЛОГИЯМ
Сущность процесса обучения слушателей высших учебных заведений изучается дидактикой (теорией обучения) высшей школы. Исследуя закономерности учебного процесса, она определяет дидактические принципы, выявляет эффективные методы, формы, средства и технологии обучения, пути их развития и совершенствования. Решая названные задачи, дидактика высшей школы создает теоретические модели обучения, которые находят свое выражение в методических системах, используемых педагогами в образовательном процессе вузов. Как теоретическая основа методик и технологий обучения дидактика определяет общие требования к ним, ориентирует педагогов на выявление и реализацию специфических сторон и условий, характерных лишь для тех или иных конкретных учебных дисциплин. Дидактика высшей школы также обобщает данные методик и технологий обучения, обогащая этим свой теоретический и практический арсенал.
По своей структуре процесс обучения представляет собой взаимосвязанную деятельность педагога и обучающихся, т. е. двухсторонний неразрывный процесс преподавания и учения. В рамках преподавания, педагог, излагая в систематизированном виде учебный материал и показывая наиболее целесообразные приемы практической работы, психологически готовит слушателей к восприятию изучаемого материала, развивает у них познавательный и профессиональный интерес к предмету, совершенствует способности и умение самостоятельно приобретать знания, овладевать профессиональным мастерством, анализирует их работу и контролирует качество усвоения знаний, навыков и умений. При решении этого комплекса взаимосвязанных задач преподаватель выступает прежде всего в качестве организатора учебно-познавательной деятельности обучающихся. В то же время он реализует воспитательные и развивающие функции обучения, направленные на овладение слушателями элементами культуры умственного и физического труда; развитие интеллектуальных и физических качеств; формирование основ мировоззрения и поведения в обществе. Обучающийся в процессе учения активно овладевает обобщенными способами учебных действий и саморазвития, решает поставленные педагогом учебные задачи на основе внешнего контроля и оценки, переходящих в самооценку и самоконтроль. Таким образом, учение представляет собой деятельность слушателя по присвоению общественно-исторического опыта и формированию на этой основе индивидуального опыта путем осуществления совокупности учебно-познавательных действий. О том, как рационально распределить обязанности между педагогом и обучающимися, очень мудро и поучительно говорил А. Дистервег. Он считал, что плохой учитель преподносит истину, а хороший - учит ее находить. Стержнем обучения является учебно-познавательная деятельность слушателей - отражение в их сознании изучаемого материала, творческое его осмысление и практическое использование приобретенных знаний для решения и учебных и профессиональных задач. Сущность процесса обучения в вузе состоит в том, что это целенаправленный, систематический, организованный процесс обеспечения слушателей знаниями, навыками и умениями, совершаемый педагогом при их сознательном и активном участии. Обучение следует понимать не как процесс "передачи" готовых знаний от педагога к обучающемуся, а как широкое взаимодействие между ними с целью развития личности слушателя посредством организации усвоения им научных знаний и способов деятельности.
Необходимость комплексной реализации всех компонентов содержания обучения и направленность дидактического процесса на всестороннее творческое саморазвитие личности обучающегося обусловливают следующие функции обучения: образовательную (вооружение слушателей системой специальных знаний, навыков и умений); воспитательную (формирование качеств личности будущего специалиста) и развивающую (развитие интеллектуальных и физических сил обучающихся). Все названные функции взаимосвязаны и взаимообусловлены. Образовательная функция среди них является базовой.
Воронежский государственный технический университет
УДК 681.3
А.С. Кольцов Е.Д. Федорков Е.И. Асташева
автоматизация диалогового выбора режущего инструмента на основе обработки кодов таблиц соответствия
Потребность в режущем инструменте колоссальна. По некоторым операциям обработки заготовки резанием стоимость инструмента составляет значительную часть стоимости операции.
Режущий инструмент обеспечивает внутренние связи процесса обработки. Качество и стойкость инструмента во многом определяют производительность и эффективность процесса обработки, а в некоторых случаях и вообще возможность получения деталей требуемых формы, качества и точности. Повышение качества и надёжности режущего инструмента способствуют повышению производительности обработки металлов резанием.
Задача назначения режущего инструмента (РИ) является важной задачей при проектировании перехода. Сложность назначения РИ вызвана, во-первых, большим разнообразием конфигурацией инструмента и его типоразмеров, а во-вторых, не полной формализацией задачи его назначения.
На выбор инструмента влияют форма и размеры обрабатываемого элемента, причем каждый вид инструмента рассчитан на определенный диапазон размеров элемента. Поэтому в алгоритме выбора вида РИ участвуют предельные размеры основного обрабатываемого элемента для каждого вида инструмента. Так как у каждого конструктивного элемента заготовки свой перечень основных размеров, то необходимо выбрать те параметры, которые в первую очередь влияют на выбор вида инструмента. Следовательно, в алгоритме необходимо использовать обозначение размера или код такого обозначения, по которому можно узнать, какой размер используется при выборе вида инструмента. При автоматизированном определении вида инструмента этот код используется для выделения основного размера из описания элемента для последующего анализа: находится ли значение основного размера в заданных пределах.
Выходной элемент может содержать следующие параметры:
ri,j = {nv, kv, sv, anv, mv }; (1)
где nv - номер вида РИ; kv - код вида РИ; sv - приоритет для вида РИ; anv - адрес набора данных с типоразмерами РИ; mv - полное наименование вида РИ.
Принятие решения интерпретируется как получение образа входного множества v1 относительно соответствия Gl,k :
MR1 = Gl,k({v1}). (2)
Множество MR1 может содержать несколько решений: MR1 = {r1,k}, k = 1,...,nk. Из этого множества выбирают вид режущего инструмента с наибольшим приоритетом.
На основании реализации вышеизложенных концепций по выбору режущего инструмента был разработан программный комплекс автоматизированного диалогового выбора режущего инструмента, основной функцией которой является формирование списка рекомендуемого режущего инструмента.
Реализация программного комплекса проведена в среде Delphi 7.0, с использованием системы управления базами данных технологии «клиент-сервер» - MS SQL Server. Отличительной чертой программного комплекса является разветвленная структура SQL-запросов и организация взаимосвязи таблиц базы данных. Программный комплекс является логически и программно завершенной программой, удовлетворяющей основным требованиям разработки подобных систем.
Воронежский государственный технический университет
УДК 681.3
А.А. Пак
ФУНКЦИЯ ОДНОГО СЛУЧАЙНОГО АРГУМЕНТА И ЕЕ РАСПРЕДЕЛЕНИЕ
Y называется функцией случайного
аргумента Х в том случае, если каждому
возможному значению случайной величины
Х соответствует одно возможное значение
случайной величины Y:
![]() .
.
Необходимо найти распределение функции Y по известному распределению аргумента Х. Рассмотрим несколько решений данной задачи.
Пусть аргумент Х— дискретная случайная величина.
1) если различным возможным значениям аргумента Х соответствуют различные возможные значения функции Y, то вероятности соответствующих значений Х и Y равны между собой.
Пример. Пусть дискретная случайная величина Х задана распределением:
X |
5 |
6 |
P |
0,3 |
0,7 |
Необходимо найти распределение функции
![]() .
.
Рассчитаем возможные значения случайной величины Y:
![]() ;
;
![]() .
.
Тогда распределение случайной величины Y можно записать следующим образом:
X |
125 |
216 |
P |
0,6 |
0,4 |
2) если различным возможным значениям Х соответствуют значения Y, среди которых есть одинаковые значения, то вероятности повторяющихся значений Y необходимо суммировать.
Пример. Пусть дискретная случайная величина Х задана распределением:
X |
-5 |
5 |
6 |
P |
0,3 |
0,5 |
0,2 |
Требуется найти распределение функции .
Вероятность возможного значения
![]() рассчитывается как сумма вероятностей
несовместных событий Х = -5 и Х =5, т.е.
0,3+0,5= 0,8. Вероятность возможного
значения
рассчитывается как сумма вероятностей
несовместных событий Х = -5 и Х =5, т.е.
0,3+0,5= 0,8. Вероятность возможного
значения![]() равна
0,2. Тогда распределение случайной
величины Y можно записать следующим
образом:
равна
0,2. Тогда распределение случайной
величины Y можно записать следующим
образом:
X |
125 |
216 |
P |
0,8 |
0,2 |
Пусть аргумент Х— это непрерывная
случайная величина. В том случае, если
функция![]() является дифференцируемой строго
возрастающей или строго убывающей
функцией, то дифференциальная функция
является дифференцируемой строго
возрастающей или строго убывающей
функцией, то дифференциальная функция
![]() случайной
величины Y определяется по равенству:
случайной
величины Y определяется по равенству:
![]()
Пример. Задана линейная функция Y =4X— 2. Аргумент X‚ является нормально распределенной непрерывной случайной величиной с математическим ожиданием, равным 3, и средним квадратическим отклонением, равным 0,3. Необходимо найти дифференциальную функцию случайной величины Y.
Рассчитаем математическое ожидание
случайной величины
![]() .
.
Рассчитаем среднее квадратическое
отклонение случайной величины Y:
![]() .
.
Тогда дифференциальную функцию
случайной величины Y можно записать
следующим образом:
![]() .
.
Воронежский государственный технический университет
УДК 681.3
Г.В. Кафарена Е.И. Асташева
СТРУКТУРА И ФУНКЦИИ СИСТЕМЫ УПРАВЛЕНИЯ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Структура конструкторско-технологической подготовки производства включает в себя рад основных положения. Первым, и, на мой взгляд, наиболее важным элементом системы является точная и полная постановка задачи для производства. Это может быть как новая особая деталь, так и дополнительное программное средство, направленное на решение новой важной задачи.
Далее, после постановки задачи, процесс изготовления изделия (продукта) неизбежно будет просчитан с экономической точки зрения. Это сложные расчёты, которыми на предприятии, чаще всего, занимается целый отдел. Если изделие будет отвечать вложенным в него усилиям, т.е. будет окупаться за относительно небольшой срок, и, вообще, иметь должную для предприятия экономическую целесообразность и адекватность в конкретных условиях рынка, то дальнейшая работа предоставляется инженерам.
Инженер должен провести расчёты, в рамках ГОСТ установить параметры, определить способ изготовления, материал, проанализировать все поверхности и установить для каждой из них технологию обработки. Для этого инженер подбирает лишь те операции, которые могут быть выполнены на заводском оборудовании. Это очень важно, т.к. иногда изготовление детали будет гораздо дешевле на оборудовании стороннего предприятия. А покупка дорогостоящего оборудования не окупит цели нового проекта. Никогда не стоит забывать, что предприятие чрезвычайно заинтересовано в прибыли и многие проекты, нововведения делаются именно ради достижения денежной цели.
Подготовка технологической документации является сложной, но необходимой частью на пути реализации любого тех. процесса на предприятии. Технологическая документация включает все расчёты, чертежи, пояснительные записки, а также часть экономических расчётов.
На этом процесс конструкторско-технологической подготовки производства завершается. Необходимо подчеркнуть, что эта работа наиболее кропотлива, сложна, требует тщательней проработки и в цикле работ занимает большую часть времени.
В настоящее время предприятия стремятся автоматизировать данный процесс, т.к. в результате сокращается время на расчёт проектов. Шансы на ошибку уменьшаются практически до нуля, и время, которое ранее требовал процесс конструкторско-технологической подготовки производства, становится значительно меньше. Как следствие, очевидно, можно наблюдать сокращение времени на весь процесс производства изделия.
Для повышения эффективности производственного предприятия большое значение имеет взаимодействие конструкторов и технологов в процессе конструкторско-технологической подготовки производства (КТПП). Сегодня задачу организации этого взаимодействия многие предприятия решают с помощью систем класса PDM (Product Data Management), или «систем управления данными об изделии». Использование данных систем позволяет уменьшить время согласования и снизить количество возвратов разработанных решений для дополнительной доработки. В то же время информация, полученная на этапе КТПП, например данные о потребности в материалах и покупных комплектующих на одно изделие, о потребности в оборудовании и др., используется для производственного планирования и управления. Поэтому для решения задач планирования производства и управления появляется необходимость в работе системы PDM совместно с бизнес-приложением ERP (Enterprise Resource Planning System) - системой планирования ресурсов предприятия. Совместная работа систем позволяет ускорить формирование спецификации по заказу, быстро рассчитать себестоимость и организовать оперативное отслеживание конструкторско-технологических изменений в изделиях. Следует отметить, что данные возможности особо актуальны и востребованы при позаказном производстве.
Автоматизация процесса конструкторско-технологической подготовки производства является важной задачей в сложившихся условиях рынка. Наиболее мобильные и подготовленные предприятия будут развиваться и процветать, а менее подготовленные к нововведениям фирмы неизбежно будут отставать от современных темпов развития и, наверняка, через достаточно небольшое время будут терять конкурентоспособность.
Литература:
Когаев В.П. Расчёты деталей машин и конструкций на прочность и долговечность. – М.:Машиностроение, 1985.-224 с.
Махутов Н.А. Экономика предприятия. – М.: Машиностроение, 1998. – 196 с.
Гусенков А.П. Детали машин. – М.: Машиностроение, 1972. – 412 с.
Воронежский государственный технический университет
УДК 681.3
А.В. Паринов, М.В. Махов
СОЗДАНИЕ ЭКСПЕРТНОЙ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ (ТП) ПРИ СОЗДАНИИ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ
Создание экспертной системы управления технологическим процессом (ТП) при создании детали сложной формы может значительно ускорить процесс разработки сложной системы управления ТП, повысить качество решения задачи и дать экономию ресурсов за счет эффективного распределения функций центрального управления и локальных измерительных и управляющих подсистем. Такой эффект достигается за счет открытости системы представления знаний об объекте управления, адаптивности системы к условиям функционирования, автоматической коррекции управляющих воздействий при изменении существенных параметров в процессе функционирования. ЭС на языке С++ позволяет переносить конкретные ЭС на различные типы операционных систем.
Кроме того, может быть обеспечена возможность работы в реальном масштабе времени, когда реакция системы на возмущения должна не превышать нескольких миллисекунд. В качестве ТП рассмотрим создание деталей сложной формы. В данном случае интеллектуальных робототехнических систем (ИРС) осуществляет управление технологическим процессом через систему управления высшего уровня, способную к самостоятельному функционированию и обеспечивающую выполнение всех основных функций по управлению сбором и анализом информации и принятию оперативных решений по ходу процесса на основе разрабатываемой ЭС.
В состав ИРС входит ряд локальных управляющих подсистем нижнего уровня, каждая из которых осуществляет управление одним из компонентов ТП по жесткому алгоритму в реальном времени. ЭС управления ТП, обеспечивает организацию сбора информации об управляемом процессе от локальных управляющих подсистем, управление режимами их функционирования и принятие оперативных управляющих решений на основе информации, поступившей от систем управления нижнего уровня. В общем случае управление ТП может осуществляться полностью автоматически.
Воронежский государственный технический университет
УДК.681.3
Д.Е. Пачевский
Виды контроля самостоятельной работы студентов
Эффективность СРС в значительной мере зависит от организации ее контроля со стороны преподавателя. В связи с этим цель контроля СРС - помочь студенту методически правильно, с минимальными затратами времени осваивать теоретический материал и приобретать навыки решения определенного класса задач по учебным дисциплинам. Кроме того, контроль, способствуя более правильному планированию, организации и проведению СРС кафедрой, поможет преподавателю.
Для достижения этой цели рекомендуются следующие виды контроля:
предварительный; он должен помочь преподавателю определить уровень знаний студентов для проведения, например, лабораторных работ;
текущий; предполагает систематическую проверку выполнения как индивидуальных заданий, так и текущих лабораторных работ, готовности к семинарским занятиям и т.п.;
тематический; контроль усвоения студентами разделов учебной дисциплины, отдельных ее модулей;
периодический; проведение так называемых контрольных недель, когда подводятся итоги обучения по всем дисциплинам одновременно;
итоговый контроль представляет собой экзамен, хотя по некоторым учебным дисциплинам это может быть и зачет.
Формы контроля, как правило, зависят от конкретной учебной дисциплины, от ее содержания, объема часов на ее изучение, вида заданий для самостоятельной работы студентов, от опыта преподавателя и др. Контроль может быть устным, письменным, графическим, реферативным, программированным или тестовым.
По своему назначению контроль может быть корректирующим или констатирующим.
Корректирующий контроль проводится непосредственно при выполнении заданий по СРС и необходим для коррекции учебно-познавательной деятельности студентов. Он осуществляется преподавателем в виде собеседования или тестовой проверки и требует от преподавателя заблаговременной подготовки тестов и вопросов. Эффективным является использование средств вычислительной техники с применением специальных диалоговых программ, а также автоматизированных контрольно-обучающих систем (АКОС).
Констатирующий контроль СРС осуществляется по заранее составленным индивидуальным планам изучения разделов дисциплины и служит для оценки результатов завершенных этапов СРС. Разновидностью такого контроля является контроль по графикам хода выполнения определенного учебного задания. Он рекомендуется при выполнении семестровых заданий, курсовых работ и проектов, выпускных (дипломных) проектов и работ.
Особым видом контроля является самоконтроль - осознанное управление студентом своей познавательно-практической деятельностью. Его формами могут быть:
первичное и повторное чтение с написанием основных тезисов прочитанного, с изображением по памяти расчетных схем, сил и т. д.;
проверка теории практикой, умение найти самостоятельно подтверждающие теорию примеры.
Самоконтроль осуществляется студентом самостоятельно, по мере необходимости. Но можно рекомендовать заранее составленные преподавателем программированные вопросы, охватывающие поэтапно все разделы изучаемой дисциплины. Особенно эффективен самоконтроль при использовании технических средств обучения (ТСО) и средств вычислительной техники.
Воронежский государственный технический университет
УДК 681.3
Е.М. Бахтин А.С. Кольцов
Проектирование подсистемы формирования операционной технологии САПР ТП методом анализа
Подсистема формирования операционной технологии САПР ТП методом анализа предназначена для формирования частных технологических процессов изготовления деталей из унифицированных с использованием полной характеристики детали, а также для хранения и редактирования унифицированных и частных технологических процессов и информации о деталях.
Исходной информацией являются: конструкция детали (размеры, конфигурация, масса), технические требования на ее изготовление (допуски на размеры, форма и взаимное расположение поверхностей, их шероховатость и др.), вид заготовки, программа выпуска и другие параметры детали, которые подаются на вход системы в закодированной форме в виде карты исходных данных (КИД); типовой ТП.
Данная информация может заполняться пользователем как в режиме диалога – в случае обособленной работы модуля, так и из БД – в случае общей интеграции.
Результатом работы проектируемого модуля является массив операций: данные о последовательности выполнения переходов на заданной операции для данной детали в формализованном виде. Данный файл заноситься в массив ТП, для дальнейшего использования другими модулями системы.
Проектирование производят на базе типовых ТП. Вследствие того, что типовые ТП содержат сведения о заготовке, составе и последовательности выполнения операций и переходов, применяемом оборудовании, приспособлениях и инструментах, задача проектирования рабочих ТП на базе типовых ТП сводится к отысканию необходимого типового ТП и его доработке с учетом характеристик конкретной детали.
1 этап проектирования - предназначен для поиска комплексной детали. Поиск может быть двух типов: по шифру детали, который определяют по классификатору типовых деталей и записывают в КИД, из информационно-поискового блока вызывают соответствующую комплексную деталь; происходит сравнение деталей по общим свойствам, составу и структуре.
2 этап проектирования - предназначен выборки из базы данных модели типового ТП для найденной комплексной детали. В модели комплексной детали фиксируется номер того типового ТП, с помощью которого можно обработать данную деталь. По этому номеру выполняется обращение к базе данных и параметрическая модель типового ТП записывается в оперативную базу данных.
3 этап проектирования - предназначен для настройки типового ТП на обработку заданной детали. На этом этапе модель типового ТП преобразуется в модель рабочего ТП, по которому будет обработана заданная деталь. Корректировка структуры типового ТП осуществляется как на уровне процесса, так и на уровне операций. На уровне процесса корректировка структуры типового ТП заключается в удаление операций, которые не нужны для обработки заданной детали. Корректировка структуры операций заключается в удаление отдельных переходов из структуры операции. После обращения к конкретной операции в программе реализуется алгоритм суть, которого состоит в определение необходимости включения того или другого перехода в операцию в нужном месте на основании анализа всевозможных условий, отражённых в типовом ТП в виде последовательности записей стандартных триад. Каждая триада включает три следующих элемента: языковой код, код сравнения, параметр.
В процессе реализации разработан интерфейс подсистемы. При вводе пробных данных программа работает корректно.
Воронежский государственный технический университет
УДК 681.3
Е.Д. Федорков В.В. Проскурин М.С. Чернышов
ШЛИФОВАЛЬНАЯ ОБРАБОТКА
Рост производительности и эффективности современного производства неуклонно требует увеличения скорости механической обработки. Считается, что шлифование не является высокоскоростным методом, в следствии чего ведется поиск альтернативы абразивному инструменту. Повышение скорости мех. обработки связывается с увеличением скорости подачи инструмента, использованием сухой обработки и износостойких инструментов с покрытием из твердых материалов. Следует заметить, что "абразив" и "высокоскоростная обработка" не являются чуждыми друг-другу понятиями. Абразивный круг обычно работает с периферийной скоростью 30 м/сек. Высокоскоростные шлифовальные круги из суперабразивов используются в промышленных операциях при скоростях от 75 до 200 м/сек. В лабораторных испытаниях с использованием специальной оснастки круги развивают скорость свыше 300 м/сек, приближаясь к скорости звука. Шлифование с использованием суперабразивов соперничает с такими операциями, как: фрезерование, протягивание, калевание и в некоторых случаях, с токарной обработкой деталей высокой закалки.
Широко внедряемые в промышленности современные материалы : керамика, армированные металлы и полимеры, многослойные металлы с неметаллическим ламинированием зачастую могут быть обработаны только при помощи шлифования.
Шлифовальный круг, представляющий собой абразивное зерно в соответствующей связке способен самозатачиваться в процессе обработки. При засаливании или затуплении абразивный круг может быть заточен или оправлен непосредственно в станке, чего не может себе позволить любой другой инструмент.
Шлифование обеспечивает допуск при обработке поверхностей до сотых долей милиметра, высокую чистоту обработки и высокую степень ровности.
Развитие абразивной промышленности и улучшение процессов шлифования связаны с появлением новых абразивных материалов.