

Учебное пособие 428
.pdfРезультат вычислeний нужно записывать с тремя цифрами после запятой. Выписывание большего количества цифр после запятой не имеет смысла.
8.Все иллюстрации (схемы, графики, эпюры, чертежи и т.д.) именуются рисунками и, если их больше одного, то они нумеруются арабскими цифрами в порядке следования. Ссылки в тексте на рисунок можно давать в скобках или без скобок, например, (рис. 2) или рис. 2. Рисунки должны размещаться по возможности сразу же после первого упоминания о них в тексте. Рисунки выполняются простым карандашом на таких же листах бумаги, что и текст расчетно – пояснительной записки или на миллиметровой бумаге. Допускается изготовление рисунков и чертежей с помощью компьютеров. В этом случае студент
обязательно должен предоставить руководителю проекта электронные копии файлов соответствующих чертежей для просмотра.
Надписи на рисунках выполняют чертежным шрифтом единообразно на протяжении всей расчетно – пояснительной записки. Рисунок может иметь поясняющую подпись, например: «Рисунок 2. Эпюра крутящих моментов».
9.В конце расчетно – пояснительной записки дается перечень использованной литературы. Ссылка в тексте на литературный источник указывается порядковым номером по перечню литературы, выделенным прямыми скобками (например [3]). Список литературы оформляется согласно ГОСТу. Библиографический список составляется в порядке упоминания источников в тексте и включает только использованные источники, на которые имеются ссылки в тексте. Ссылка на литературный источник обязательна при использовании стандартных сечений.
Сведения о книгах должны включать: фамилию (фамилии) и инициалы автора (авторов), полное название книги, место издания, издательство, год издания и количество страниц. Например: 1. Проектирование механических передач: Учебно - справочное пособие для втузов / С.А. Чернавский, Г.А. Снесарев, Б.С. Казанцов и др. – 5-е изд., перераб. и доп. - М.: Машиностроение, 1984. – 560 с., ил.
При выполнении расчетно – пояснительной записки рекомендуется использовать литературу, перечисленную в библиографическом списке к данным методическим указаниям.
Расчетно – пояснительная записка к курсовому проекту и чертежи допущенные к защите проекта должны быть отсканированы студентом на сканере формата А4 и сданы на хранение заве-
Рис. 4 дующему лабораторией кафедры в электронном
виде в формате pdf.
Сканирование чертежей формата более чем А4 производится после сворачивания чертежей до формата А4. Порядок, сканирования фрагментов чертежа формата А1 указан на схеме (рис. 4), где в кружках указан порядок сканирования. Чертежи меньших форматов (кроме А4) сканируются аналогично.
11
При выполнении расчетно – пояснительной записки рекомендуется использовать литературу, перечисленную в библиографическом списке к данным методическим указаниям.
2.1.Перечень обязательных разделов расчетно-пояснительной записки
В расчетно – пояснительную записку обязательно должны быть включены следующие разделы:
задание на курсовое проектирование, включающее текстовую формулировку задания, исходные табличные данные и схему редуктора;
оглавление;
введение, где должно быть отражены значение прикладной механики и навыков курсового проектирования в формировании инженера;
энергетические и кинематические расчеты - определение к.п.д. редуктора, выбор электродвигателя. Редуктор рассчитывать на номинальную мощность;
выбор материалов зубчатых колес;
определение допускаемых напряжений для расчета на контактную выносливость;
расчет зубчатой передачи на контактную выносливость;
уточнение допускаемых напряжений для расчета на контактную выносливость;
поверочный расчет зубчатой передачи на статическую прочность по контактным напряжениям;
определение допускаемых напряжений для расчета на выносливость при изгибе;
проверочный расчет зубчатой передачи на выносливость при изгибе;
поверочный расчет зубчатой передачи на статическую прочность по напряжениям изгиба;
предварительный расчет валов;
предварительное конструирование валов зубчатой передачи;
подбор муфт, соединяющих валы редуктора с другими валами привода и уточнение диаметров посадочных мест вала. Детали муфт не рассчитывать, не конструировать;
подбор подшипников и уточнение диаметров посадочных мест вала;
определение конструктивных размеров зубчатых колес по
эмпирическим формулам;
определение толщин стенок корпуса и крышки, а также других основных размеров редуктора по эмпирическим формулам;
предварительная компоновка редуктора;
составление расчетных схем для валов редуктора;
12

определение нагрузок, действующих на валы редуктора, построение эпюр внутренних силовых факторов (изгибающих моментов в вертикальной и горизонтальной плоскостях, крутящего момента) в поперечных сечениях валов;
расчет подшипников качения на долговечность;
подбор шпонок;
уточненный (проверочный) расчет валов на выносливость. Для каждого вала рассчитать по два сечения. Одно из них должно быть расположено на выходном конце вала. Для тихоходного вала рассчитать сечение, расположенное в плоскости симметрии зубчатого колеса. Для быстроходного вала рассчитать сечение, расположенное наиболее близко к шестерне, в котором действуют изгибающий и крутящий моменты и происходит ступенчатое изменение диаметра вала;
подбор системы смазки редуктора, типа и объема смазочного масла;
конструирование корпусных деталей редуктора, определение размеров их элементов по эмпирическим формулам, конструирование прочих деталей редуктора;
список литературы;
спецификации к сборочному чертежу редуктора.
3. Допуски и посадки в машиностроении
Детали машин могут образовывать друг с другом подвижные и неподвижные соединения. Для образования некоторых соединений достаточно вставить одну из деталей, или ее часть в другую деталь.
Детали, входящие друг в друга, называются сопряженными, а их соединение называется сопряжением. Охватываемый элемент детали независимо от его формы и назначения называют валом (размер d ), а охватывающий – отверстием (размер D) (рис. 5).
Наиболее широко в промышленности применяются гладкие цилиндрические соединения. Они служат для точного центрирования соединяемых деталей, передачи заданных силовых факторов с помощью шпонок, шлицов и других деталей или без них, перемещения деталей друг относительно друга.
Размер детали, назначенный или полученный расчетом и указанный на чертеже или эскизе детали, называется номинальным. Номинальные размеры сопрягаемых поверхностей одинаковы.
Размер изготовленной детали, полученный путем измерения, называется действительным. За счет множества неконтролируемых причин возникают по-
13
грешности изготовления. Поэтому действительный размер отличается от номинального размера.
Отклонение действительного размера от номинального размера называется погрешностью. Отклонение действительного размера отсчитывается от номинального размера. Погрешность состоит из погрешности изготовления детали и погрешности измерения. Погрешность измерения состоит в свою очередь из погрешности измерительного инструмента и погрешности отсчета.
Изменяя отклонения сопрягаемых деталей можно получать сопряжения с различными свойствами. Для придания сопряжению различных свойств могут назначаться максимальный (верхний) предельный размер и минимальный (нижний) предельный размер. Во избежание брака при обработке деталей или изменения свойств сопряжения действительный размер должен находиться между максимальным и минимальным предельными размерами.
Верхнее (нижнее) предельное отклонение размера равно алгебраической разности между наибольшим (наименьшим) предельным размером и номинальным размером.
Действительное отклонение размера равно разности действительного размера и номинального размера.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или разности верхнего и нижнего предельного отклонений. Допуск – неотрицательная величина.
Чем меньше допуск размера, тем точнее должна быть изготовлена деталь, тем она дороже. Поэтому допуски нужно назначать максимальными, но обеспечивающими достижение заданных технических требований к сопряжению деталей.
Полем допуска называется интервал значений размеров детали. Границами поля допуска являются нижний и верхний предельные размеры детали. Поле допуска однозначно определяется номинальным размером и верхним и нижним отклонениями.
Посадкой называется сопряжение деталей. Тип и свойства посадки определяется не только размерами, но и взаимным расположением полей допусков деталей.
Система допусков и посадок является результатом стандартизации посадок и полей допусков. Она обеспечивает взаимозаменяемость сопрягаемых деталей одного типа, сокращение номенклатуры специальных обрабатывающих инструментов (сверл, разверток и т. п.), резьбонарезных инструментов и измерительных инструментов. В настоящее время в России действует ГОСТ 2534782 «Единая система допусков и посадок» (ЕСДП) которая максимально приближена к системе допусков и посадок стран ЕС.
В ЕСДП введены следующие обозначения:
14

ES и EI - верхнее и нижнее предельные отклонения размера отверстия; es |
и ei |
- верхнее и нижнее предельные отклонения размера вала; Dmax , Dmin и dmax , |
dmin - |
наибольшие и наименьшие предельные размеры отверстия и вала; D и d - номинальные размеры отверстия и вала; IT - допуск размеров отверстия или вала.
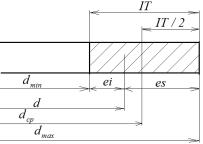
По определению для вала (рис. 6)
IT dmax dmin
es dmax d ei dmin d ,
|
для отверстия |
|
|
IT Dmax Dmin |
|
|
ES Dmax D |
|
|
EI Dmin D. |
|
|
Средний размер вала |
|
Рис. 7 |
dср 0.5(dmax dmin ). |
|
Средний размер отверстия |
||
Dср 0.5( Dmax Dmin ) |
||
|
Легко проверяется правильность следующих соотношений: для вала
dmax d d dmax d (dmax d ) d es dmin d ei
IT es ei,
для отверстия
Dmax D D Dmax D (Dmax D) D es Dmin D EI
IT ES EI .
При вычислениях все действия с величинами ES , EI , es и ei должны производиться как с алгебраическими величинами.
Зазором S называется положительная разность размеров отверстия и ва-
ла.
Натягом N называется положительная разность размеров вала и отвер-
стия.
Наименьший и наибольший зазор и натяг определяются соотношениями
Smax Dmax dmin Dmax D d dmin ES (dmin d ) ES ei,
Smin Dmin dmax Dmin D d dmax EI (dmax d ) EI es ,
Nmax dmax Dmin dmax d D Dmin es (Dmin D) es EI ,
Nmin dmin Dmax dmin d D Dmax ei (Dmax D) ei ES.
Как видно, величины предельных зазоров и натягов определяются полями допусков вала и отверстия.
Стандартом ГОСТ 25347-82 установлено 19 рядов точности (квалитетов) изготовления изделий. Квалитеты определяют поля допусков деталей машин.
15

Номера квалитетов растут с увеличением допусков: 01, 0, 1, 2,....17. Первые три квалитета (01, 0, 1) применяются для изготовления и оценки точности эталонов длины (концевых мер длины). Квалитеты 2 – 4 применяются для изготовления и оценки точности калибров (инструментов для контроля размеров) и особо точных изделий. Квалитеты 5 – 13 применяются для образования посадок, а квалитеты 14 – 17 для оценки точности деталей не входящих в сопряжения.
Выбор квалитета предполагает вполне определенную технологию изготовления изделия и сильно влияет на его стоимость.
В обозначениях полей допусков ЕСДП на первом месте указывается номинальный размер детали в мм, затем указывается поле допуска (для вала строчной буквой латинского алфавита, для отверстия – прописной буквой) и далее указывается квалитет. Например: 50K7 , 40e8 , 35H8 и т.п.
Посадки в ЕСДП обозначаются числом, указывающим номинальный размер деталей и дробью числителем которой является поле допуска отверстия, а знаменателем – поле допуска вала. Например: 50H7 / e8, 30F7 / p6 .
Распространение получили две системы посадок: система вала и система отверстия.
В системе вала dmax d , то есть es 0, поле допуска вала для данного квалитета неизменно, а различные посадки обеспечиваются выбором полей допусков отверстия. По системе вала выполняются сопряжения, содержащие стандартные охватываемые детали (наружные кольца подшипников качения, оси и валы из калиброванного материала и др.), а также некоторые другие сопряжения.
В системе отверстия Dmin D, то есть EI 0, поле допуска отверстия для данного квалитета неизменно, а различные посадки обеспечиваются выбором полей допусков вала. Система отверстия наиболее распространена, так как гораздо
Рис. 8 проще изменять размеры вала, чем размеры отверстия. При этом значительно уменьшается количество специального режущего инструмента (например, разверток), резьбонарезного инструмента и другого инструмента для обработки отверстий малого диаметра. При посадке на вал нескольких деталей в системе отверстия, вал должен быть ступенчатым. На рис.76 показаны примеры посадок в системе отверстия.
Различают три типа посадок: посадки с натягом, когда поле допуска одной из деталей расположено в области пространства, занятого другой деталью (Nmin 0); посадки с зазором, когда поле допуска одной из деталей лежат вне области пространства, занятого другой деталью (Smin 0); переходные посадки,
16
когда поля допусков деталей частично пересекаются и поэтому может быть небольшой зазор или натяг.
Зазор при Smin 0 (натяг при Nmin 0) называется гарантированным зазором (натягом). Поэтому посадки с зазором (или натягом) являются также посадками с гарантированным зазором (или натягом).
На чертежах предпочтительнее указывать численные значения предельных отклонений размеров (в мм), располагая их в скобках после обозначения поля допуска в ЕСДП или без скобок после обозначения номинального размера. Например:
18 |
H7( 0.018 ) |
, |
20h8 |
, 18 0.018 , 20 |
, 15 0.032 . |
|
e8( 0.032 ) |
||||||
|
|
( 0.084 ) |
( 0.084 ) |
0.059 |
||
|
( 0.059 ) |
|
|
|
|
Предельные отклонения размеров, не указанные на чертеже, оговариваются в технических требованиях на изготовление детали, например: свободные размеры отверстий H12, валов h12, прочих размеров IT12 и др.
Примеры обозначений посадок и полей допусков показаны на рис. 8
Рекомендуемые посадки деталей редуктора |
Таблица 11 |
|
|
||
Посадка |
Примеры применения |
Способы сборки и |
|
|
разборки |
H7 / r6 |
Зубчатые колеса на валы. Применяется при |
с помощью пресса |
|
больших ударных нагрузках. Большие осевые |
|
|
силы воспринимаются без использования до- |
|
|
полнительных деталей. |
|
H7/ p6 |
Венцы червячных колес на централь-ные части. |
- |
|
Зубчатые колеса и зубчатые муфты на валы. |
|
|
Умеренные осевые нагрузки воспринимаются |
|
|
без дополнительного крепления. |
|
H7 / n6 |
Шестерни на валы электродвигателей, венцы |
с помощью прес- |
|
червячных колес на центральные части. Для |
са, съемника, мо- |
|
восприятия осевых нагрузок используются до- |
лотка |
|
полнительные крепления |
|
H7 / m6 |
Конические шестерни и колеса на валы при час- |
с помощью прес- |
|
той сборке и разборке |
са, съемника |
H7 / h6 |
Стаканы под подшипники качения в корпус ре- |
вручную |
|
дуктора |
|
H7 / h8 |
Крышки торцевые узлов подшипников качения |
- |
H8/ h8 |
Распорные кольца, сальники, валы под подшип- |
- |
|
ники на конических закрепляющих втулках |
|
H9/ f 8 |
Валы в подшипниках скольжения, манжеты |
- |
17
Выбор посадок. Для повышения надежности изделий следует увеличивать точность изготовления сопрягаемых деталей. При этом нужно учитывать реальные возможности производства (наличие необходимого оборудования, инструментов и др.) и требования экономики, так как с ростом точности изготовления резко растет стоимость изделий. Поэтому посадки нужно выбирать в основном исходя из эксплуатационных требований с учетом требований технологии, экономики и др.
Посадки в ЕСДП обозначаются либо в системе отверстия, либо в системе
вала.
Посадки с зазором применяются для получения подвижных соединений. Посадки с Smin 0 (с нулевым наименьшим зазором) применяются для получения хорошего центрирования, а также для соединения деталей с направляющими колоннами, осями, валами. Для этих случаев в зависимости от точности используются посадки H7 / h6 , H8 / h7 , H8 / h8 , H11/ h11. В опорах скольжения при малой частоте вращения и большой точности используется посадка H7 / g6 ; при средних частотах - H7 / f7; при высоких частотах вращения - H7 / e7 ,
H7 / e8.
Посадки с натягом используются для получения неразъемных соединений. Натяг может обеспечить неподвижность деталей друг относительно друга без дополнительных креплений. Посадки H7 / r6 , H7 / s6 требуют при сборке значительных осевых сил и обеспечивают неподвижность сопряженных деталей при любых режимах работы. Для тонкостенных деталей из материалов невысокой прочности используются посадки H7 / p6, H7 / n6 .
Переходные посадки используются для неподвижных сопряжений, подлежащих периодической сборке и разборке.
Эти посадки дают хорошее центрирование. Для передачи усилий и крутящих моментов используются дополнительные детали – шпонки, штифты и другие детали.
При выборе посадок в сопряжениях деталей редуктора следует пользоваться таблицей 11.
Шпонки служат для передачи вращающегося момента от вала к колесу или муфте или наоборот.
Шпонки обычно сопрягаются с валом по неподвижной посадке, а с ступицей колеса или муфты по одной из подвижных посадок. Натяг между валом и шпонкой необходим для устранения перемещений шпонки относительно вала при эксплуатации. Зазор между шпонкой и ступицей необходим для компенсации неизбежных неточностей изготовления шпонок, пазов и перекосов ступиц.
Предельные отклонения ширины призматических шпонок и шпоночных пазов на валах и во втулках определяются по табл. 12 и 13.
Посадки внутренних колец подшипников качения на валы производятся по системе отверстия, а посадки наружных колец подшипников качения в корпуса - по системе вала.
18
Таблица 12 Предельное отклонение размеров соединений с призматическими шпонками
Наиме- |
|
|
Предельное отклонение размеров |
|
|
|||
но |
|
|
|
Соединение |
|
|
|
|
вание |
Лю- |
Свободное |
Нормальное |
|
Плотное |
|||
|
бое |
Ва |
Втулка |
Вал |
Втулка |
Вал |
|
Втулка |
|
|
л |
|
|
|
|
|
|
Шпонка |
h9 |
- |
- |
|
|
|
|
|
паз |
- |
H9 |
D10 |
N9 |
Js9 |
P9 |
|
P9 |
|
|
|
|
|
|
|
|
|
Таблица 13 Рекомендуемые поля допусков деталей шпоночных соединений с призма-
тическими шпонками
Размер |
Вид производства |
Направ- |
|
|
Единичное |
Серийное и |
ляющие |
|
и серийное |
массовое |
шпонки |
Ширина шпон- |
h9 |
h9 |
h9 |
ки |
|
|
|
Ширина паза |
P9 |
N9 |
H9, N9 |
вала |
|
|
|
Ширина паза |
Js9 |
D10, Js9 |
D10 |
ступицы |
|
|
|
Поля допусков валов и отверстий корпусов для установки подшипников качения приведены в табл. 14.
Таблица 14 Поля допусков валов и отверстий корпусов для установки подшипников
качения
Класс точно- |
Посадочная |
Система поса- |
Поле допуска |
|
сти подшип- |
поверхность |
док |
|
|
ника |
|
|
|
|
0; 6 |
Вал |
Система отвер- |
n6, m6 , |
k6 , js6, h6, g6 , f7 |
|
|
стия |
|
|
5, 4, 2 |
|
n5, m5 |
, k5, js5, h5, g5 |
|
0; 6 |
Отверстие |
Система вала |
N7, M7 , K7, Js7 , H7 |
|
|
корпуса |
|
G7 |
H8, H9, P7 |
5, 4, 2 |
|
|
N6, M6, K6 , Js6 , H6 |
|
|
|
19 |
|
|

4. Точность геометрических параметров изделий
Точность геометрических размеров. Точность геометрических размеров деталей характеризуется отклонениями характеристик поверхностей от заданных характеристик оценивается отклонениями формы и расположения поверхностей, волнистостью и шероховатостью поверхностей.
Различают реальную и прилегающую (базовую) поверхности. Их взаимное расположение должно обеспечивать минимум среднеквадратичного отклонения реальной поверхности от базовой поверхности в пределах заданного (нормируемого, участка. Отклонения формы и расположения поверхностей ограничены допусками.
Рис. 9 Волнистость и шероховатость – это периодически повторяющиеся неров-
ности поверхности. К шероховатости относят неровности отклонением шага неровностей к высоте неровности менее 50, а к волнистости – от 50 до 1000.
Волнистость и шероховатость являются следами обработки поверхности изделия режущими или другими инструментами и совместно с другими геометрическими физико – химическими и механическими параметрами поверхности определяют качество поверхностного слоя, его износостойкость, контактную прочность и выносливость при циклическом нагружении.
Шероховатость поверхности регламентируется ГОСТ 2789-73. По этому стандарту шероховатость поверхности оценивается средним арифметическим отклонением Ra профиля реальной поверхности от базовой, средней высотой неровностей Rz по десяти точкам, наибольшей высотой неровностей профиля Rmax , средним шагом неровностей профиля S по вершинам, средним шагом неровностей профиля Sm по средней линии.
В соответствии с определениями
|
|
|
1 |
|
|
l |
|
|
|
dx, |
|||
Ra |
|
0 |
|
y( x) |
|
||||||||
|
|
||||||||||||
|
l |
||||||||||||
|
|
|
|
|
|||||||||
|
|
1 |
|
|
5 |
|
|
5 |
|||||
Rz |
|
|
( |
himax |
himin ), |
||||||||
|
|
||||||||||||
|
5 |
|
|
|
|
i 1 |
i 1 |
||||||
|
|
|
|
1 |
|
n |
|
||||||
Sm |
|
Smi , |
|
||||||||||
|
|
||||||||||||
|
|
|
|
n i 1 |
|
||||||||
20