ТКП-самостоятельная
.pdfЗадание №9
Насос густой смазки
Выполнить сборочный чертеж насоса в масштабе 1:1по рабочим чертежам деталей и описанию его устройства. Приступая к выполнению сборочного чертежа, ознакомьтесь с конструкцией каждой детали и со всеми обозначениями на рабочих чертежах.
Прим еч ани е. Чертежи деталей 9, 10, 11, 13, 17, 19, 20, 22, 24, 25, 26, 28 и 34 не даны.
Их следует найти по номеру ГОСТа в технических справочниках: дет. 9 — шайба стопорная 11—2, ГОСТ 3693—52; дет. 10 — гайка, ГОСТ 5915—70; дет. 11, 17 и 34 — болты, ГОСТ 7798—70; дет. 13 — болт, ГОСТ 7805—70; дет. 19 — роликоподшипник 7305, ГОСТ 333—71;
дет. 20 — шайба 24—010, ГОСТ 11371—68*; дет. 22 и 28 — штифты, ГОСТ 3128—70; дет. 24
— шплинт, ГОСТ 397—66*; дет. 25 — шайба, ГОСТ 11371—68*; дет. 26 — шарикоподшипник
1200, ГОСТ 5720—51.
Недостающие размеры и материалы стандартных деталей подобрать по таблицам ГОСТов, учитывая назначение этих деталей в сборочной единице; необходимое количество деталей установить самим. Обозначения стандартных деталей в спецификации сборочного чертежа должны отвечать условным обозначениям, принятым в ГОСТах. Чертежи на прокладки 5, 7, 12,15, 29, 31 и 32 не даны, так как их форма и назначение понятны из описания устройства насоса.
Устройство и работа насоса. Станции САГ служат для автоматической подачи густой смазки к трущимся поверхностям механизмов через определенные промежутки времени, соответствующие принятому режиму смазывания.
Основной сборочной единицей CAF является двухплунжерный нагнетательный насос. Собирают насос в следующем порядке.
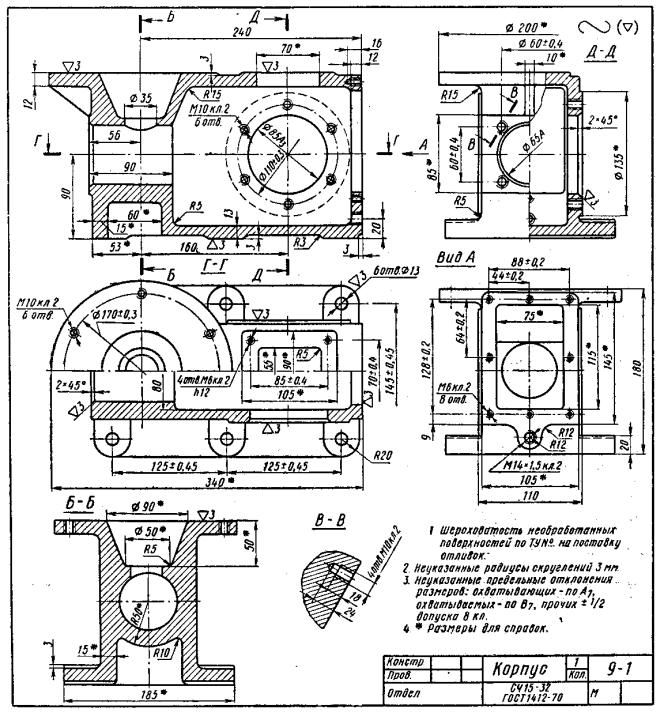
В отверстие Ø65Л корпуса 1 вставляют цилиндр 30 надетой на него прокладкой 29 из картона толщиной 1,5 мм.
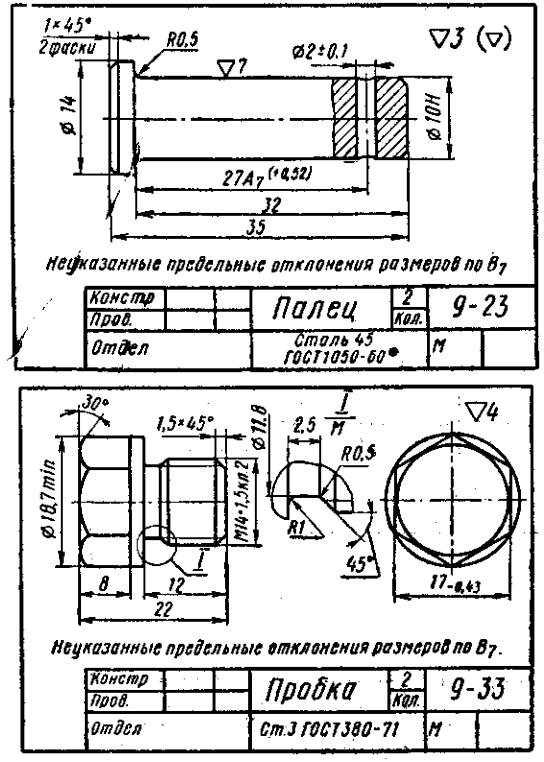
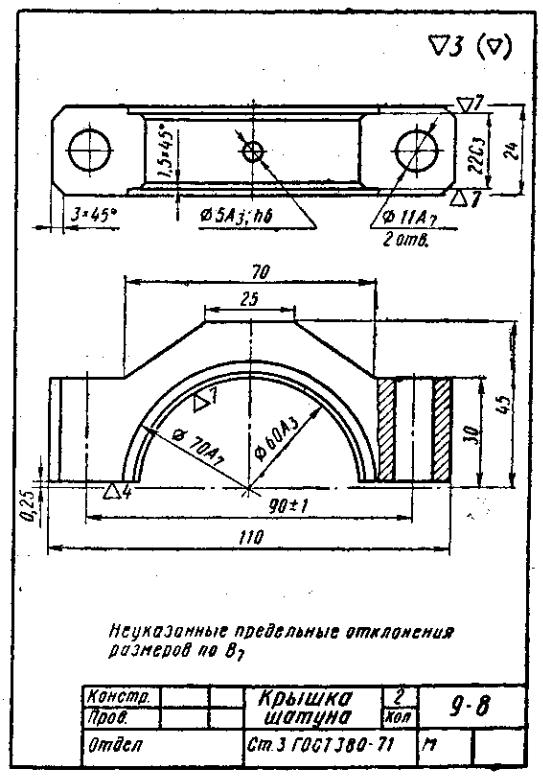
Перед установкой цилиндра в его боковое отверстие Ø 6Л запрессовывают и расчеканивают штифт 28. Цилиндр к корпусу крепят болтами 34. Затем собирают плунжеры. В отверстие Ø5Л3 шатуна 3 устанавливают штифт 22. Нижнюю часть шатуна с запрессованным в отверстие Ø30П шарикоподшипником 26 заводят в вилку рабочего плунжера 2. Шатун соединяют с плунжером пальцем 23. Для предотвращения осевого смещения шарикоподшипника в вилку плунжера с обеих сторон подшипника устанавливают шайбы 25.
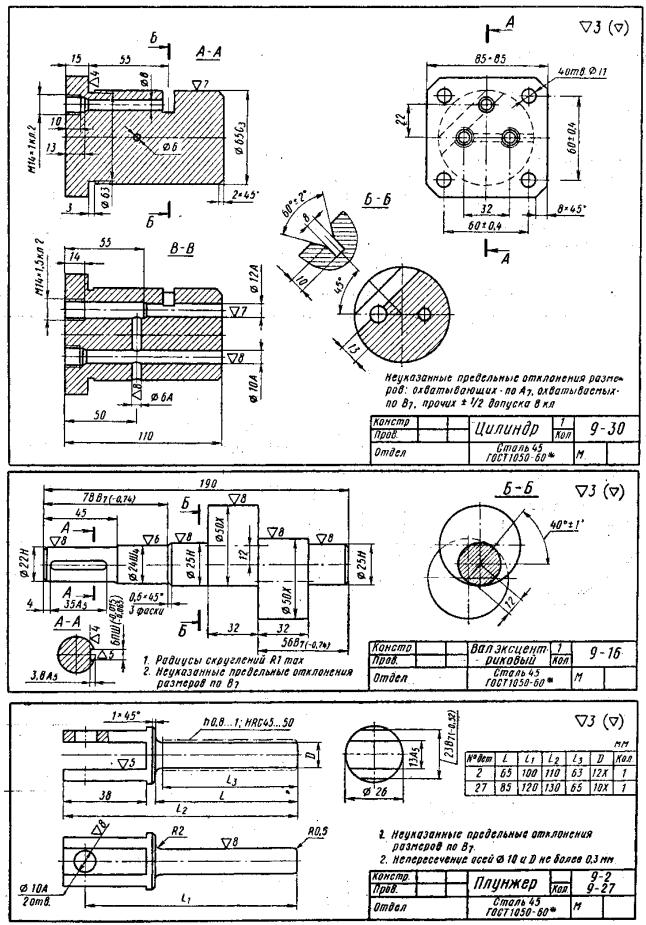
На выступающий из вилки конец пальца надевают еще одну шайбу 25, после чего палец крепят шплинтом 24. Аналогично собирают второй шатун с распределительным плунжером 27. Собранные плунжеры вставляют в соответствующие отверстия цилиндра 30: рабочий плунжер в отверстие Ø12А, распределительный в отверстие Ø 10А.
На шейки Ø25Н эксцентрикового вала 16 надевают упорные шайбы 20, затем напрессовывают внутренние обоймы роликоподшипников 19. В таком виде вал вставляют в корпус 1 через отверстие Ø 85А3.
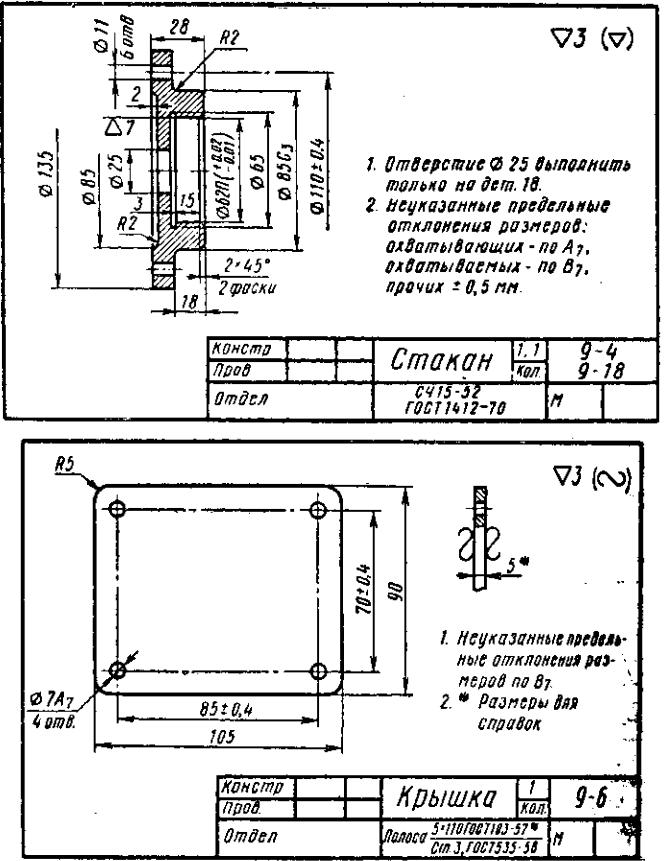
Наружные обоймы роликоподшипников запрессовывают в стаканы 4 и 18. Стаканы затем вставляют в соответствующие отверстия Ø85А3 в корпусе и крепят болтами 17. Под стаканы ставят предварительно картонные прокладки 15 толщиной 1,5 мм.
Рабочий плунжер соединяют с эксцентриковым валом следующим образом. В шатун 3 и крышку шатуна 8 помещают вкладыши 21. Вкладыши фиксируют установленными ранее в корпус и крышку шатуна штифтами 22. Шатун и крышку вместе с вкладышами соединяют на эксцентрике вала Ø 50Х болтами 13 и гайками 10. Для предупреждения самоотвинчивания гаек под них ставят стопорные шайбы 9, концы которых отгибают на грань гайки и головку шатуна. Для уплотнения этого соединения между шатуном и крышкой с обеих сторон ставят прокладки 7 (пять штук толщиной 0,1 мм каждая). Также соединяют распределительный плунжер 27 с другим эксцентриком вала.
Верхнее отверстие корпуса закрывают крышкой 6 с картонной прокладкой 5 толщиной 1,5 мм, а торцовое отверстие корпуса — крышкой 14 с картонной прокладкой 12 толщиной 1,5 мм. Обе крышки крепят к корпусу винтами 11. В цилиндре 30 отверстие M14, являющееся продолжением полости рабочего плунжера, закрывают пробкой 33 с алюминиевой прокладкой 31 толщиной 2 мм. Отверстие М14 в нижней части корпуса также закрывают пробкой 33 с картонной прокладкой 32 толщиной 1,5 мм.
Познакомимся с работой двухплунжерного насоса. При вращении эксцентрикового вала в направлении, указанном на корпусе стрелкой, оба плунжера совершают возвратно-поступательное движение. Вследствие относительного углового смещения эксцентриков рабочий плунжер при движении несколько опережает распределительный плунжер.
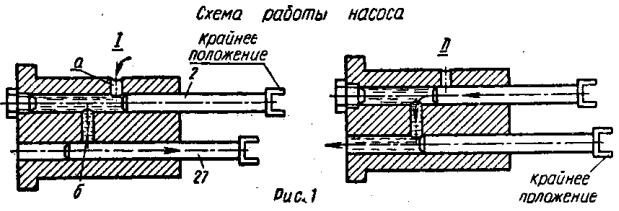
В положении 1 (рис. 1) рабочий плунжер 2 находится в правом крайнем положении, а распределительный плунжер 27 движется вправо; при этом полость цилиндра рабочего плунжера заполняется смазкой через всасывающий паз, соединенный с резервуаром станции. Канал б, соединяющий полости рабочего и распределительного плунжеров, перекрыт распределительным плунжером.
В положении 11 распределительный плунжер, продолжая двигаться вправо, открывает канал б, вследствие чего рабочий плунжер, двигаясь по направлению, указанному стрелкой, начинает нагнетать смазку по каналу б и полости распределительного плунжера в трубопровод магистрали. Давление в магистрали быстро возрастает; по достижении заданной величины давления срабатывает регулятор станций и отключает электродвигатель. Через определённые интервалы времени командный электропневматический прибор станции включает электродвигатель; в результате этого плунжерный насос начинает нагнетать смазку по другому трубопроводу, и весь процесс повторяется.